Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
Il Reengineering Snello

2
Il Reengineering Snello
Il problema che ci si pone è quello del Reengineering in ottica snella di un’azienda/organizzazione

3
Il Reengineering Snello
Per rendere Lean un’organizzazione si possono usare i due tipici metodi Metodo razionale: si riprogettano a priori in ottica Lean, completamente ed in modo dettagliato (tempi, responsabilità, …), i Processi e le Strutture aziendali con metodo Top-down a partire quindi dalla strategia
, i Processi e le Strutture aziendali con metodo Top-down a partire quindi dalla strategia.")
4
Il Reengineering Snello
Metodo a razionalità limitata: si utilizza il Carry-over e un metodo Agile, ricorrendo cioè a soluzioni già esistenti e facendo partecipare al progetto tutti gli stakeholder (Concurrent Engineering)
")
5
Il Reengineering Razionale

6
Metodo razionale Si può utilizzare il classico Project Management magari secondo lo standard Pmbok 4.0 (9 aree di conoscenza, 42 processi di 5 tipi) Il Pmbok utilizza il metodo top-down (WBS) ed il metodo temporale (sequenza fasi)
 ed il metodo temporale (sequenza fasi)")
7
Le fasi Le fasi Pmbok (recursive) sono quelle caratteristiche del metodo scientifico classico, analoghe quindi al PDCA
 sono quelle caratteristiche del metodo scientifico classico, analoghe quindi al PDCA.")
8
Metodo razionale Al solito deve essere identificato l’Agente del Cambiamento = Sponsor ed il progetto deve essere affidato a un Lean Project Manager (LPM) coadiuvato da un Team
 coadiuvato da un Team.")
9
Metodo razionale Il LPM ed il suo Team lavorano al progetto ed arrivano a: una lista completa dei passi successivi che bisognerà fare per arrivare dallo stato attuale a quello futuro la sequenza temporale (cosa viene primo, secondo, terzo.... e quando)
")
10
I Passi Le fasi tipiche del Reengineering razionale in ottica snella sono 5: Adozione della “Mentalità” Lean Delimitazione dei Value Stream Formazione snella Mappatura (progettazione) Sviluppo (implementazione)
 Sviluppo (implementazione)")
11
La Distinta Una volta che tutto sia stato dibattuto:
faccende tecniche (dalla formazione ancora da elargire, ai layout da cambiare, ecc.) faccende fisiche (vincoli fisici da rispettare o superare, opportunità da sfruttare, macchine da muovere altrove, ecc.) faccende organizzative ---- La Lista delle cose da fare é abbastanza facile da produrre
 faccende fisiche (vincoli fisici da rispettare o superare, opportunità da sfruttare, macchine da muovere altrove, ecc.) faccende organizzative La Lista delle cose da fare é abbastanza facile da produrre.")
12
Le priorità Più complesso é assegnare le giuste priorità alle attività da svolgere, stabilire delle sequenze logiche, come pure stimare le loro durate temporali ed i relativi parametri di costo Invece il "chi-sarà-responsabile-di-cosa" non é molto difficile da stabilire: in fase di progettazione i membri dei Team imparano a conoscere bene le persone dell’azienda e le loro rispettive abilità e competenze

13
Il Master Plan Sicuramente c'é da pensare e lavorare, ma infine il Master Plan del Progetto Snello (Lean Master Plan) salta fuori A cosa assomiglia? Ovviamente a un diagramma di Gantt

14
Il master Plan

15
Il Master Plan È evidente quello che c’è da fare, quando, quanto a lungo, con quale sequenza, gestito da chi, stimato nei costi, nei rischi, ecc Questo é un vero Piano razionale di successive attività da svolgere

16
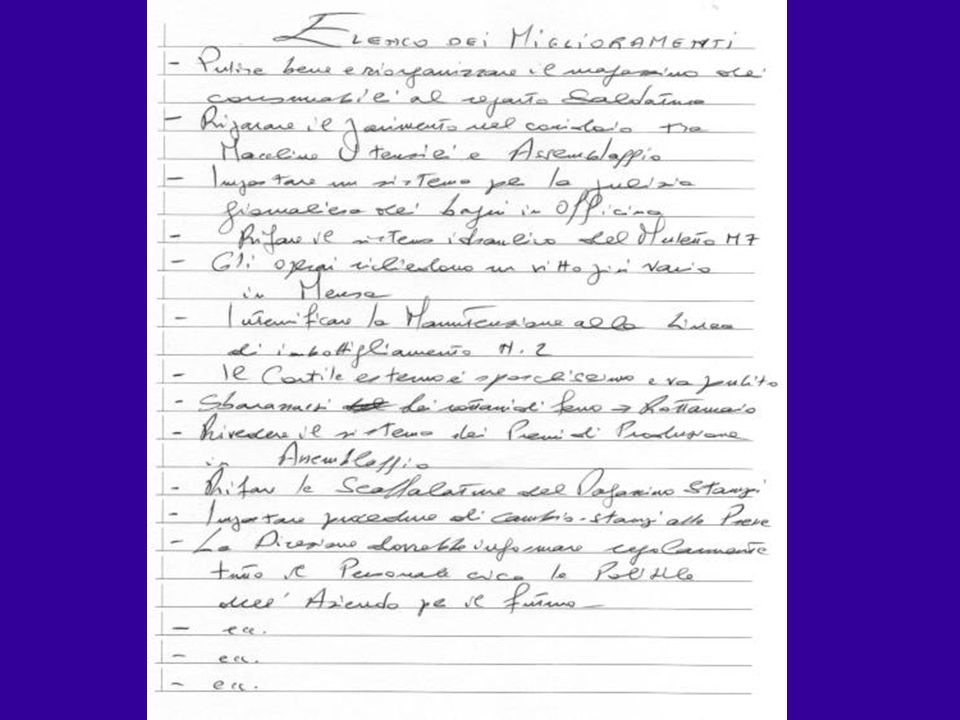
Il Master Plan Che differenza tra questo e la lista "tradizionale" dei miglioramenti organizzativi, magari prodotta per mezzo di una schema tipo "casella dei suggerimenti"... una lista senza significato e a 360° di cose da migliorare..... Eccola qua, ricorda qualcosa?

18
Il Master Plan Un brogliaccio di Miglioramenti come il precedente non porta da nessuna parte (non c'é una direzione, non ci sono priorità, non c'é sequenza, non c'é niente....) Non meravigliamoci quindi che molte iniziative siano fallite miseramente.....
 Non meravigliamoci quindi che molte iniziative siano fallite miseramente.....")
19
Il Master Plan Il Master Plan del Progetto Snello é un vero Programma!
È una tabella organizzata e sistematica di attività da svolgere in maniera metodica verso la migliore delle direzioni: quella snella

20
La decisione finale Ma il lavoro non é finito: anche se il piano per il futuro é pronto, per poter diventare operativo deve essere approvato dalla Direzione! Passo facile: intanto la Direzione deve essere già convinta a priori e poi ….. basta raffrontare i vecchi con i futuri Indici, i benefici attesi sono quantificabili

21
Confronto Indici Per alcuni si tratta solo di fare dei semplici calcoli: é facile stimare il risparmio conseguente ad una diminuzione della difettosità dei prodotti o a quello conseguente ad un miglioramento dell'indice OEE (Overall Equipment Effectiveness)
")
22
Confronto Indici Quello che magari non é del tutto elementare é il beneficio da Indici più complessi Ad esempio quello legato a una riduzione del Tempo totale di Attraversamento in quanto oltre ai risparmi di ordine tecnico (abbastanza facili da quantificare) ci sono vantaggi economici derivanti da accresciuta competitività
 ci sono vantaggi economici derivanti da accresciuta competitività.")
23
Confronto Indici Ma dei bravi (e snelli!) ingegneri informatici per la gestione d’azienda possono quantificare qualunque cosa .....
 ingegneri informatici per la gestione d’azienda possono quantificare qualunque cosa")
24
La scelta Quindi, in qualche modo, i benefici i costi e gli investimenti si possono quantificare La Direzione Generale adesso ha in mano il totale dei costi ed il totale dei benefici e, quindi, si può quantificare anche il VAN dell’investimento La scelta però deve essere più strategica: il Lean Thiking non è solo una scelta economica, è una “filosofia” di lavoro

25
Metodo Razionale Ovviamente il metodo Razionale sarebbe corretto qualora i tempi e le risorse fossero compatibili, in particolare se il “cambiamento di mentalità” delle persone potesse essere molto rapido Purtroppo questo ambiente idilliaco è, nella maggior parte dei casi, puramente illusorio È allora conveniente ricorrere alla Progettazione a Razionalità Limitata

26
Il Metodo a Razionalità limitata

27
Perché ? In tutti i testi sul Lean (a partire da quello di Womack) si afferma : Per il momento dimenticatevi di strategie grandiose Incominciate il prima possibile con un’attività importante e ben visibile Chiedete risultati immediati …..

28
Perché … La realizzazione di un progetto di riorganizzazione non può trascurare l’impatto sulle persone, in quanto le organizzazioni sono entità fatte, prima di tutto, di persone con i propri tempi di apprendimento, le resistenze al cambiamento specialmente di mentalità, le interazioni reciproche e così via

29
L'impatto organizzativo del Lean
Per questo un progetto di riorganizzazione Lean in cui in pochi mesi (o addirittura settimane) non siano visibili risultati concreti e misurabili rischia di fallire: per l'insoddisfazione delle persone coinvolte per la mancanza di visibilità presso gli stakeholder per la variabilità delle condizioni di partenza, sulla base delle quali il progetto era partito ….
 non siano visibili risultati concreti e misurabili rischia di fallire: per l insoddisfazione delle persone coinvolte. per la mancanza di visibilità presso gli stakeholder. per la variabilità delle condizioni di partenza, sulla base delle quali il progetto era partito. ….")
30
L'impatto organizzativo del Lean
Ad oggi si parla di Kaizen Sprint ovvero di settimane Kaizen in cui in una settimana si deve realizzare un progetto Lean completo: Lunedì per il design Martedì/mercoledì/giovedì per il development Venerdì per il controllo

31
Un dato Il 70% dei progetti di riorganizzazione fallisce oppure, anche se gli obiettivi sono stati raggiunti lo sono stati a un costo superiore al previsto, finisce in ritardo e con grande frustrazione Solo nel 10% dei casi il cambiamento si è concluso in maniera positiva ovvero oltre le aspettative

32
Le esperienze È utile confrontarsi allora con le esperienze di successo e di fallimento negli altri grossi progetti di riorganizzazione (ad esempio adozione di sistemi ERP, CRM, ..) Sulla base della esperienza, si sono infatti da tempo individuate una serie di Best Practices per realizzare le “rivoluzioni organizzative”
 Sulla base della esperienza, si sono infatti da tempo individuate una serie di Best Practices per realizzare le rivoluzioni organizzative")
33
Le Best Practices Utilizzare una visione d’assieme ma adottare nell’implementazione una logica incrementale (dividere il progetto in sotto progetti “chiusi” di piccola dimensione con tempi limitati) Gestire quindi il progetto non come un unico sforzo ma come una serie di ondate successive
 Gestire quindi il progetto non come un unico sforzo ma come una serie di ondate successive.")
34
Le Best Practices Gestire il tempo come variabile fondamentale per governare il processo Definire in modo chiaro obiettivi limitati ma precisi e vincolanti da raggiungere in tempi definiti e farsi carico di appropriate azioni qualora questi non vengano raggiunti Integrare competenze distinte

35
Le Best Practices Ricostruire e gestire organicamente le informazioni, le analisi e le conoscenze già esistenti Completare il quadro informativo attuale e fare evolvere l'approccio attuale Strutturare nuove informazioni, analisi e conoscenze a supporto del processo decisionale e gestionale del business

36
Le Best Practices Porsi obiettivi ambiziosi (anche se realistici)
Avere un fortissimo coinvolgimento del vertice, in termini di tempo ed energia Chiarire le intenzioni e le regole di base Esigere comportamenti diversi dal passato, con il vertice che dà l'esempio

37
Le Best Practices Curare moltissimo la comunicazione interna, il più possibile personalizzata o a piccoli gruppi Introdurre nuove persone nei punti chiave, collegando esplicitamente il loro ingresso al processo di cambiamento Incoraggiare tutto ciò che è coerente con la nuova Vision

38
Le Best Practices Incoraggiare i team a prendere decisioni
Utilizzare i consulenti come esperti e “facilitatori” Pianificare e creare successi a breve termine Sottolineare e festeggiare le prime vittorie concrete Bilanciare innovazione e realismo delle soluzioni

39
Le Best Practices Far sentire con efficacia un senso di urgenza e inderogabilità del cambiamento Non cercare di migliorare “tutto”: farsi guidare solo dal criterio del “Valore per il cliente“ Ancorare gli obiettivi di cambiamento a indicatori e misure concrete

40
Le Best Practices Utilizzare team di progetto abbastanza potenti, credibili, autorevoli e disponibili e non persone poco capaci Concedere a tutti la possibilità di sperimentare (... e anche sbagliare) Coinvolgere le persone tramite comunicazioni sufficienti e adeguate
 Coinvolgere le persone tramite comunicazioni sufficienti e adeguate.")
41
Le Best Practices Rimuovere ogni ostacolo alla nuova Vision (soprattutto persone nelle posizioni chiave) Tener conto di tutti i risultati e non solo quelli iniziali Consolidare man mano i miglioramenti e i nuovi approcci Tutte queste Best Practices si possono riassumere nelle otto fasi della riorganizzazione aziendale (Leading Change, J.P. Kotter, 1996)
")
42
Le 8 fasi Creare un senso di urgenza fra i collaboratori
Formare una squadra che possieda la credibilità, le capacità, i contatti, la reputazione e l’autorità formale necessari per guidare il cambiamento Il Team che guida il processo di cambiamento deve mettere a punto visioni razionali, chiare, semplici, stimolanti e una serie di strategie

43
Le 8 fasi Comunicare la Vision: il problema è convincere, tramite adeguata comunicazione, un numero sufficiente di persone a condividere la visione Rimuovere gli ostacoli più rilevanti che impediscono ai collaboratori di mettere in pratica la Visione (ad esempio capi che limitano l’autonomia dei collaboratori, informazioni insufficienti, …)
")
44
Le 8 fasi I collaboratori, responsabilizzati tramite Empowerment, vengono aiutati a realizzare successi a breve termine I leader del cambiamento non mollano la presa

45
Le 8 fasi I leader del cambiamento fanno attecchire il cambiamento promuovendo “una nuova cultura”. Se la nuova cultura non attecchisce tutto il lavoro svolto rischia di essere spazzato via in pochissimo tempo dai venti della tradizione

46
Il Reengineering Snello
Ovviamente nel Lean Reengineering, oltre che delle precedenti Best Practices/Otto fasi, si dovrà tener conto del Paradigma Lean per cui il Metodo dovrebbe essere quello Lean ovvero quello a Razionalità Limitata

47
Il Reengineering Snello
In quanto: si riducono attività a non Valore (ad esempio le attività di pianificazione e controllo ed i “ricircoli” tipici della progettazione top-down) e si migliora la qualità si riducono i tempi si aumenta la Customer Satisfaction permettendo al cliente (nel caso agli stakeholder della trasformazione snella) di …. cambiare idea
 e si migliora la qualità. si riducono i tempi. si aumenta la Customer Satisfaction permettendo al cliente (nel caso agli stakeholder della trasformazione snella) di …. cambiare idea.")
48
Metodo a razionalità limitata
In pratica si dovrebbe ricorrere a: sistemi Carry Over framework Agili di progettazione (che adottano criteri concurrent engineering)
")
49
Carry Over Si dovrebbe ricorrere (disporre nello “scaffale”) a Modelli Standard di Successo di processi Lean (Value Stream e loro sotto processi), applicandone subito qualcuno in modo da avere dei risultati “vantaggiosi ed immediati” che permettano all’azienda di superare i momenti iniziali che sono quelli di maggior difficoltà
 a Modelli Standard di Successo di processi Lean (Value Stream e loro sotto processi), applicandone subito qualcuno in modo da avere dei risultati vantaggiosi ed immediati che permettano all’azienda di superare i momenti iniziali che sono quelli di maggior difficoltà.")
50
Carry Over Si dovrebbe inoltre cercare di utilizzare da subito Value Stream e sotto processi il più possibile indipendenti gli uni dagli altri in modo da ridurre la complessità (ed i rischi)
")
51
Carry Over I modelli standard di successo dovrebbero essere definiti in termini di: “Use Cases” per una rappresentazione completa e riproducibile dei processi di successo da usarsi come riferimento “User Stories” per rappresentare le diverse funzionalità dei processi di riferimento in termini “verbali” facilmente comprensibili per gli stakeholder in modo da poterli spiegare e concordare meglio con gli stessi

52
Use Cases Gli Use Cases descrivono nel dettaglio, con adeguate notazioni tecniche, il sistema, il suo processo e le sue interazioni con gli attori (utenti o sistemi) Serve per descrivere agli stakeholder in modo tecnico e non ambiguo i “requisiti” da soddisfare Esempi: le Value Stream Maps (si veda oltre) e gli use cases di BPMN
 Serve per descrivere agli stakeholder in modo tecnico e non ambiguo i requisiti da soddisfare. Esempi: le Value Stream Maps (si veda oltre) e gli use cases di BPMN.")
53
User Stories Le User Stories riportano verbalmente le esigenze degli stakeholder e sono più facili da leggere e capire anche se possono essere più ambigue Una User Story deve: essere scritta come un pezzo di funzionalità definita dal punto di vista dello stakeholder (generalmente si ricorre alle interviste) stimolare la discussione attorno alla quale si sviluppano i dettagli relativi a quella funzionalità
 stimolare la discussione attorno alla quale si sviluppano i dettagli relativi a quella funzionalità.")
54
User Stories includere una definizione di come confermare (al momento del rilascio) che quella funzionalità sia stata correttamente implementata (test di accettazione = fatto) Un Use Case, generalmente, è una sintesi tecnica di più User Stories
 che quella funzionalità sia stata correttamente implementata (test di accettazione = fatto) Un Use Case, generalmente, è una sintesi tecnica di più User Stories.")
55
Concurrent Engineering
Coinvolgere da subito tutti gli stakeholder del Value Stream nella progettazione Ricorrere cioè a Team di progettazione “parallela” Nei Framework Agili questa è la norma

56
Framework Agili Fra i vari framework Agili si può utilizzare lo Scrum (con alcune specificità)
")
57
Scrum Con lo Scrum si inquadrano in modo sistematico quelle pratiche che i “Maestri” del Lean (i Sensei) generalmente adottano Si ricorda il caso Porsche riportato da Womack

58
Caso Porsche

59
Scrum & Lean Reengineering

60
Lean Reengineering Backlog
Lean Reengineering Backlog: è una lista (un artefatto), in sequenza prioritaria decrescente, di ciò che si prevede di fare nel Reengineering. Ad esempio: Selezionare i Value Stream e/o gli SSU da reingegnerizzare Decidere se fare outsourcing di alcuni Processi di Supporto Svolgere attività di formazione Predisporre Use Cases e User Stories utilizzabili -----
, in sequenza prioritaria decrescente, di ciò che si prevede di fare nel Reengineering. Ad esempio: Selezionare i Value Stream e/o gli SSU da reingegnerizzare. Decidere se fare outsourcing di alcuni Processi di Supporto. Svolgere attività di formazione. Predisporre Use Cases e User Stories utilizzabili")
61
Lean Reengineering Backlog
Non è quindi il classico Master Plan (insieme logico / temporale di attività da svolgere) di un progetto razionale Non è nemmeno una “Lista di Miglioramenti” incoerente ma è piuttosto una raccolta di idee su cosa fare con un “ordine di priorità” È ovviamente un elenco dinamico che dovrà essere continuamente aggiornato anche in relazione ai risultati già ottenuti
 di un progetto razionale. Non è nemmeno una Lista di Miglioramenti incoerente ma è piuttosto una raccolta di idee su cosa fare con un ordine di priorità È ovviamente un elenco dinamico che dovrà essere continuamente aggiornato anche in relazione ai risultati già ottenuti.")
62
Lean Reengineering Backlog
Inizialmente potrebbe essere costituito anche da una sola attività …. importante e ben visibile

63
Release Burndown Release Burndown: è ancora un Artefatto ovvero una stima (non un vincolo come nel Master Plan) dei tempi necessari a completare il Lean Reengineering Backlog
 dei tempi necessari a completare il Lean Reengineering Backlog.")
64
Lean Reengineering Owner
Il Lean Reengineering Owner (ruolo) ha la responsabilità, esclusivamente sua, di gestire il Lean Reengineering Backlog, il Release Burndown e di garantire il valore del lavoro svolto dai Team Il Lean Reengineering Owner mantiene il Lean Reengineering Backlog e garantisce che sia visibile a tutti
 ha la responsabilità, esclusivamente sua, di gestire il Lean Reengineering Backlog, il Release Burndown e di garantire il valore del lavoro svolto dai Team. Il Lean Reengineering Owner mantiene il Lean Reengineering Backlog e garantisce che sia visibile a tutti.")
65
Lean Reengineering Owner
La migliore soluzione sarebbe che il LRO coincidesse con “l’agente del cambiamento” il Leader con autorità indiscussa (ad esempio lo stesso imprenditore convertito alla “religione Lean” magari supportato da consulenti)
")
66
Lean Reengineering Owner
In alternativa, comunque sempre supportato dall’agente del cambiamento, il LRO può essere: un membro dell’organizzazione “missionario Lean” un Leader esterno con adeguato CV un Consulente però affiancato da un membro interno

67
Release Planning Meeting
Il Release Planning Meeting, che è facoltativo, ha lo scopo di definire, aggiornare e comunicare il Lean Reengineering Backlog che però rimane di responsabilità dell’Owner Partecipano, oltre al Lean Reengineering Owner, lo Sponsor (in rappresentanza degli stakeholders), i Lean Reengineering Master, …
, i Lean Reengineering Master, …")
68
Lean Reengineering Sprint
Al solito il cuore dello Scrum è lo Sprint, cioè un intervallo di tempo di un mese o meno, di lunghezza coerente con la durata del “progetto elementare di Reengineering” per ottenere una soluzione “funzionante” ovvero un Value Stream (o un processo di supporto) reingegnerizzato in tutto od in parte
 reingegnerizzato in tutto od in parte.")
69
Lean Sprint Backlog Lean Sprint Backlog: è un artefatto ovvero quel sottoinsieme di attività del Lean Reengineering Backlog da svolgere nello Sprint

70
Sprint Burndown Sprint Burndown : è ancora un artefatto ovvero una stima dei tempi necessari a completare il Lean Sprint Backlog

71
Lean Team I Lean Team trasformano i Lean Reengineeing Backlog in incrementi di funzionalità VS attivati al termine di ogni Sprint I Team sono cross-funzionali: i membri di un Team devono avere tutte le competenze necessarie per creare un incremento di funzionalità VS

72
Lean Team I Lean Team: Sono la base della nuova struttura organizzativa ovvero quelli che nella trasformazione dovranno gestire in prima persona i Value Streams Non sono dei “progettisti teorici” ma Personale dell’azienda (selezionato e formato) che dovrà trasformare i Lean Sprint Backlog in incrementi di funzionalità VS da gestire operativamente
 che dovrà trasformare i Lean Sprint Backlog in incrementi di funzionalità VS da gestire operativamente.")
73
Lean Team È infatti opportuno che sia lo stesso Team che ha reingegnerizzato il Value Stream (o lo SSU) a gestirlo nel caso in cui il Processo sia continuativo
 a gestirlo nel caso in cui il Processo sia continuativo.")
74
Lean Team Non ci sono titoli in un Team (ad eccezione del Lean Scrum Master), e non ci sono eccezioni a questa regola Inoltre, i Team non contengono sotto-team dedicati ad ambiti specifici Sono cross-funzionali e sono costituiti da membri dell’organizzazione con tutte le competenze necessarie per attivare degli specifici interventi riorganizzativi

75
Lean Team Hanno non solo competenze tecniche specialistiche di base (commerciali, contabilità, programmazione, controllo di qualità, …) ma dovranno aver anche competenze operative se nel processo saranno attive delle macchine Le competenze dovranno essere intercambiabli
 ma dovranno aver anche competenze operative se nel processo saranno attive delle macchine. Le competenze dovranno essere intercambiabli.")
76
Lean Scrum Master È un membro dell’organizzazione, formato al Paradigma Lean Deve aver le qualità di un buon allenatore in quanto: è responsabile del fatto che il Team Scrum aderisca ai valori, alle pratiche e alle regole di Scrum/Lean aiuta il Team e l’organizzazione in cui esso opera ad adottare Scrum/Lean

77
Lean Scrum Master insegna al Team e lo guida a essere più produttivo e ad aumentare la qualità dei risultati aiuta il Team a comprendere e utilizzare i concetti di autorganizzazione e cross-funzionalità aiuta il Team a fare del proprio meglio in un ambiente organizzativo che può non essere ancora adeguato alla mentalità Lean

78
Lean Scrum Master Ovviamente potrebbe anche essere un allenatore-giocatore (un “maiale” nel gergo Scrum) Nel caso di Processo continuativo il Lean Scrum Master del Lean Reengineering diventerà l’Owner del Processo

79
Sprint Time-Boxes Le Sprint Time-Boxes sono:
lo Sprint Planning Meeting lo Sprint Review lo Sprint Retrospective Il Daily Scrum Per approfondire tali temi si faccia riferimento a Scrum

80
Rendere operativo il Piano

81
Rendere operativo il Piano
Se i Team hanno lavorato correttamente, il Reenginering per VS scorrerà bene Si incontreranno sicuramente degli intoppi o degli imprevisti, è possibile dovere ritoccare i Value Stream, … ma i problemi nascono per essere risolti !

82
In quanto tempo? Su quale arco di tempo si dovrebbe implementare il Reengineering? Non c'é risposta precisa: per situazioni semplici (come nelle PMI con pochi e semplici corsi di valore) si può fare anche in pochi mesi con pochi Sprint Per situazioni più complesse, non é improbabile che tale arco di tempo sia dell'ordine di un anno e più
 si può fare anche in pochi mesi con pochi Sprint. Per situazioni più complesse, non é improbabile che tale arco di tempo sia dell ordine di un anno e più.")
83
In quanto tempo? Ricordarsi sempre che: un Progetto Snello non finisce mai! Il traguardo é un traguardo che si muove! Non c'é una dirittura d'arrivo nel cammino snello.....

84
In quanto tempo? Anche quando si fossero raggiunti dei corsi di valore perfettamente snelli (utopia!), il fanatismo snello non si fermerebbe certo, anzi si allargherebbe a macchia d'olio
, il fanatismo snello non si fermerebbe certo, anzi si allargherebbe a macchia d olio.")
85
In quali direzioni? Per esempio, ad investigare e rimetter mano ai Processi di Supporto: la R&S, l'Ufficio Tecnico, l'Officina Manutenzione, il Reparto Stampi, l'area Servizi (energia elettrica, aria compressa, vapore....), gli Acquisti, la Contabilità ed il Controllo di Gestione (Lean Control) Quanto spreco si può trovare in tali aree?
, gli Acquisti, la Contabilità ed il Controllo di Gestione (Lean Control) Quanto spreco si può trovare in tali aree")
86
Value Stream Mapping

87
Value Stream Mapping È una tecnica di Lean Reengineering: nata per i processi manifatturieri può essere estesa agli altri Svolge in modo Lean (Visual Control) le classiche attività di Design e di Implementation del BPM
 le classiche attività di Design e di Implementation del BPM.")
88
Storyboard Lo strumento comune é lo “Storyboard", ossia un poster (di grosse dimensioni: a parete) che rappresenta visivamente la Value Stream Map in cui si raggruppano tutti i dati del caso
 che rappresenta visivamente la Value Stream Map in cui si raggruppano tutti i dati del caso.")
89
Storyboard

90
Storyboard É suddiviso in 2 aree principali:
la Mappa dello Stato Presente (AS IS), in genere sulla sinistra del poster la Mappa dello Stato Futuro (TO BE), in genere sulla destra del poster In fondo al poster, c'é una zona riservata agli Indicatori (presenti e futuri) del Processo
, in genere sulla sinistra del poster. la Mappa dello Stato Futuro (TO BE), in genere sulla destra del poster. In fondo al poster, c é una zona riservata agli Indicatori (presenti e futuri) del Processo.")
91
Passi preliminari Il Lean Project Manager (o meglio il Lean Scrum Master) (ri)definisce il Progetto "snello" Sottolinea le motivazioni alla base della scelta del Value Stream in studio (Ri)spiega brevemente l'approccio e le procedure del Progetto Ricorda quali siano gli obiettivi
spiega brevemente l approccio e le procedure del Progetto. Ricorda quali siano gli obiettivi.")
92
Passi operativi Identificazione del Processo
Sbozzatura dello Stato Presente Raccolta dati attuali per completamento Mappa Stato Presente Sbozzatura Stato Futuro Flusso delle informazioni nello Stato Futuro

93
Passi Operativi Il primo passo logico sarebbe quello di mettere in discussione, in ottica Lean, la Strategia e/o il Progetto dei prodotti della Famiglia prescelta In realtà questo passo, se non “evidente e necessario”, viene lasciato alle fasi successive di miglioramento

94
Identificazione del Processo
Si usano il Diagramma di Flusso ed il Diagramma a frecce per: Identificare tutte le Attività di Processo (sia a Valore che non) Rappresentare in scala il processo con tutti i vincoli fisici (pilastri, pareti, ecc.) ed i dislivelli (se ce ne sono)
 Rappresentare in scala il processo con tutti i vincoli fisici (pilastri, pareti, ecc.) ed i dislivelli (se ce ne sono)")
95
Il diagramma di Flusso

96
Il Diagramma a frecce

97
Sbozzatura dello Stato Presente
Usando Icone classiche (o personali) si devono disegnare schematicamente nello Story Board tutte le Stazioni del VS – a sinistra i Fornitori a destra i Clienti - nella zona dello Stato Presente seguendo la "linea dei tempi" (da sinistra a destra) Si parte sempre dai “Clienti”
 si devono disegnare schematicamente nello Story Board tutte le Stazioni del VS – a sinistra i Fornitori a destra i Clienti - nella zona dello Stato Presente seguendo la linea dei tempi (da sinistra a destra) Si parte sempre dai Clienti")
98
Le icone

99
2. Bozza Stato Presente

100
Bozza Stato Presente Il diagramma schematico appena sbozzato rappresenta il Flusso dei Materiali per quel VS

101
Raccolta dati Il passo successivo é quello della Raccolta dei Dati riguardanti il Flusso dei Materiali Ma quali dati?

102
I dati Non c'é regola fissa
Si dovranno individuare ed inserire nelle tabelle i dati più rappresentativi per: Le spedizioni ai Clienti Ogni stazione L'intero Processo Le forniture dai Fornitori Di seguito una linea guida sui possibili dati "significativi"

103
Dei clienti Fabbisogni medi per prodotto (settimana, mese....)
Frequenza attuale di consegna Dimensione (tipica, media....) lotto di consegna OTDR (On Time Delivery Rate) o tasso di affidabilità delle consegne verso clienti Dati di rigetto da parte del cliente dei lotti consegnati causa non conformità Difettosità accertata (tipica, media, picco) – PPM ….
 lotto di consegna. OTDR (On Time Delivery Rate) o tasso di affidabilità delle consegne verso clienti. Dati di rigetto da parte del cliente dei lotti consegnati causa non conformità. Difettosità accertata (tipica, media, picco) – PPM. ….")
104
Delle stazioni Tempo totale per turno Tempi morti programmati
Tempi programmati di manutenzione Tempo tipico di set-up (riattrezzaggio - cambio produzione) Tempo netto attualmente "disponibile" per turno Tempo netto medio esente da guasti e microfermate Dati di rilascio prodotto a valle (per giorno/settimana/mese) Lotto Economico - Lotto attuale tipico WIP (Work-in-Progress) Numero di Operatori Capacità/velocità teorica macchina ….. OEE: Overall Equipment Effectiveness
 Tempo netto attualmente disponibile per turno. Tempo netto medio esente da guasti e microfermate. Dati di rilascio prodotto a valle (per giorno/settimana/mese) Lotto Economico - Lotto attuale tipico. WIP (Work-in-Progress) Numero di Operatori. Capacità/velocità teorica macchina ….. OEE: Overall Equipment Effectiveness.")
105
Dei fornitori Descrizione/quantità tipiche per ogni lotto di fornitura di materiali critici Frequenza di fornitura (tipica) Lead Time (da piazzamento ordine) OTDR (On Time Delivery Rate) dei fornitori Specifiche di CQ in accettazione Dati di rigetto parziale/totale forniture per non conformità –PPM Specifiche di rilascio alla produzione - specifiche di quarantena Dimensione tipica lotto rilasciato alla produzione, per materiale …..
 OTDR (On Time Delivery Rate) dei fornitori. Specifiche di CQ in accettazione. Dati di rigetto parziale/totale forniture per non conformità –PPM. Specifiche di rilascio alla produzione - specifiche di quarantena. Dimensione tipica lotto rilasciato alla produzione, per materiale …..")
106
Dei sottoprocessi Fa parte integrante di questo passo la raccolta di dati riguardanti il "cosa succede tra stazioni di processo - tra fornitore e I° stazione di processo e tra l'ultima stazione di processo ed il cliente

107
Dei sottoprocessi I dati più importanti comprendono (ma non solo) i seguenti: Metodo di trasmissione materiali tra: Fornitore e Stazione di Processo 1 - tra Stazioni di Processo - tra l'ultima Stazione di Processo e Cliente. Il metodo può essere di tipo PUSH (spinto) - di tipo PULL (tirato) - oppure ibrido Stock e WIP (Work-in-progress) negli stessi punti di cui sopra
 - di tipo PULL (tirato) - oppure ibrido. Stock e WIP (Work-in-progress) negli stessi punti di cui sopra.")
108
Dell'intero processo Tempo totale per turno Tempi morti programmati
Tempi programmati di manutenzione Tempo tipico totale di set-up (riattrezzaggio - cambio produzione) Tempo netto attualmente "disponibile" per turno OEE dell’intero processo Tempo netto medio esente da guasti e microfermate Dati di rilascio prodotto alle Spedizioni o Magazzino PF (per giorno/settimana/mese)
 Tempo netto attualmente disponibile per turno. OEE dell’intero processo. Tempo netto medio esente da guasti e microfermate. Dati di rilascio prodotto alle Spedizioni o Magazzino PF (per giorno/settimana/mese)")
109
Dell'intero processo Lotto Economico - Lotto attuale tipico Dati su interruzioni tipiche o ricorrenti o significative alle attività di processo Numero totale di Operatori (inclusi gli addetti ai servizi accessori, movimentazioni e logistica) Tempo totale di attraversamento (Throughput Time) …… La Mappa dello Stato Presente assumerà il look successivo
 Tempo totale di attraversamento (Throughput Time) …… La Mappa dello Stato Presente assumerà il look successivo.")
110
3. Mappa Stato Presente

111
Giorni di WIP Un altro dato importante da inserire nella Tabella Dati di Processo é il Numero totale di Giorni di Stock/WIP presente nell'intero processo

112
La linea dei tempi La Linea dei Tempi, nella parte inferiore della Mappa dello Stato Presente, può essere utilizzata per illustrare dati sui tempi significativi, ad esempio: tempo tipico o medio di processo in ciascuna stazione di processo tempo di attesa (di un lotto) tipico o medio tra ogni coppia di stazioni di processo
 tipico o medio tra ogni coppia di stazioni di processo.")
113
La linea dei tempi Tali tempi possono essere espressi in minuti, ore, giorni o settimane, a seconda dei casi La Linea dei Tempi sarà all'incirca come da esempio successivo

114
Linea dei Tempi

115
Dati sul flusso delle Informazioni
Obiettivo: individuare tutti i dati significativi concernenti il flusso delle informazioni per il corso di valore in oggetto nello Stato Presente tra: Clienti ed Azienda Azienda e Fornitori entro l'azienda per/da la Produzione, la Pianificazione, il Controllo

116
Flusso delle Informazioni
Il meccanismo di flusso delle informazioni, specifico per ogni azienda, é: i Clienti passano ordini all'azienda gli ordini vengono elaborati e convertiti in: ordini alla Produzione ordini ai Fornitori gli ordini alla Produzione vengono ulteriormente elaborati e convertiti in Programmi di Produzione i Programmi di Produzione (settimanali/giornalieri) vengono trasmessi alle varie Stazioni di Processo
 vengono trasmessi alle varie Stazioni di Processo.")
117
Flusso delle Informazioni
Due entità principali devono essere analizzate: L’Unità Centrale di Elaborazione L’Unità Di Programmazione/Controllo Produzione Ovviamente le unità possono consistere di vari uffici o sub-unità...

118
3. Flusso delle Informazioni

119
Da notare le Tabelle Dati sono collocate:
vicino alle Unità di Elaborazione e di Programmazione/Controllo Produzione - per inserire i dati riguardanti l'Unità medesima tra Unità e Clienti/Fornitori/Stazioni di Processo per inserire i dati concernenti gli ordini di vendita, i programmi di produzione …

120
Linee guida Frequenza di trasmissione informazioni (tra le varie entità) Mezzi di trasmissione e documentazione (cartacei, elettronici, telefono/fax...) Personale (numero di persone o ore-uomo) necessario per elaborare e trasmettere informazioni Caratteristiche principali del sistema di programmazione (MRP, MRPII, Kanban....) Problematiche tipiche o frequenti (ritardi, disguidi.....) - entità e frequenza Lead Time tipici tra le varie entità …..
 Personale (numero di persone o ore-uomo) necessario per elaborare e trasmettere informazioni. Caratteristiche principali del sistema di programmazione (MRP, MRPII, Kanban....) Problematiche tipiche o frequenti (ritardi, disguidi.....) - entità e frequenza. Lead Time tipici tra le varie entità. …..")
121
Le informazioni & la Mappa dello Stato Presente
Tutti i dati significativi riguardanti il Flusso di Informazioni vengono raccolti e documentati nella Mappa Stato Presente per conoscere con sufficiente dettaglio e con adeguata chiarezza come funziona il meccanismo di gestione, elaborazione e trasmissione di informazioni, meccanismo teso a far sì che tutte le entità del caso (Fornitori e Stazioni di Processo) sappiano cosa fare, quando farlo, e come
 sappiano cosa fare, quando farlo, e come.")
122
I Dati La raccolta dati é la fase più delicata, faticosa e lunga
Tuttavia é di importanza vitale per mettere in grado le persone coinvolte nel lavoro di far conoscere a tutti (finalmente!) come funzione il Sistema Presente delle Operazioni produttive
 come funzione il Sistema Presente delle Operazioni produttive.")
123
I Dati E' molto importante che si raccolgano e documentino tutti e solo i dati significativi (altrimenti l'esercizio VSM diventa un incubo e produce pochi risultati) Finalmente questo passo viene completato La Mappa dello Stato Presente viene controllata, verificata ed infine formalmente approvata dal LPM o dal Lean Scrum Master
 Finalmente questo passo viene completato. La Mappa dello Stato Presente viene controllata, verificata ed infine formalmente approvata dal LPM o dal Lean Scrum Master.")
124
Determinare opportuni indici
La Mappa dello Stato Presente é un eccellente strumento operativo per comprendere e analizzare in dettaglio lo stato attuale Quel che ancora serve sono gli Indici di Performance: pochi, globali e significativi per effettuare un confronto tra lo stato di cose attuale e quello "futuro"

125
Alcuni indici Il Tempo di Ciclo Totale
Il principale indice snello: ΣTempi a Valore Aggiunto / ΣTempi di tutte le attività Il Tempo Globale di Attraversamento (Throughput Time) L'indice PDPM (Parti Difettose Per Milione) - oppure il Livello Sigma di Processo L'OEE
 L indice PDPM (Parti Difettose Per Milione) - oppure il Livello Sigma di Processo. L OEE.")
126
Alcuni indici L'Indice di Rotazione degli Stock
Il numero di Giorni di WIP totali nel Processo L'indice di Tempi Attivi di Processo (Uptime) Un Indice Globale di Affidabilità del Processo (OTDR = On Time Delivery Rate) ……
 Un Indice Globale di Affidabilità del Processo (OTDR = On Time Delivery Rate) ……")
127
Dove ? Gli indici sono documentarli nell'apposita zona (quella più in basso, in genere) dello storyboard che evidenzia (evidenzierà): Gli Indici dello Stato Presente Gli Indici dello Stato Futuro I Miglioramenti % di tali Indici (e quindi, della Performance)
")
128
Dove Ad

129
Sbozzatura Stato Futuro

130
Sbozzatura Stato Futuro
Questo passo successivo viene fatto dal Team utilizzando: il "know-how snello" il pensiero creativo ed il brainstorming Obiettivo generale: produrre una Mappa dello Stato Futuro più "snella" di quella Presente e raggiungibile tramite alcuni successivi Progetti di Miglioramento (Kaizen)
")
131
Obiettivi specifici Gli obiettivi “specifici" sono:
Flusso Continuo possibilmente One Piece Sistema Pull Senza Muda Throughput Time minimo Indice Snello per eccellenza Σtempi VA / Σtempi totali

132
Sbozzatura Stato Futuro
Partenza

133
Dati cliente Si inizia “dal cliente” cercando di rispondere ad alcune domande: Quanto é l'entità della domanda? A quanto ammonta il corrispondente TEMPO TAKT? Stiamo sovra-producendo, sotto-producendo, oppure riusciamo a far fronte alla domanda? Riusciamo o riusciremo a produrre, con l’attuale Capacità Produttiva, a velocità pari al TAKT (o, più prudentemente, pari al TEMPO TAKT OPERATIVO o pari al PITCH)?
")
134
Dal lato cliente Dobbiamo “livellare” la domanda (Hejiunka Method)?
Dobbiamo introdurre dei BUFFER STOCK ? Dove? Di che entità? Dobbiamo introdurre dei SAFETY STOCK ? Dove? Di che entità? Ci potrebbe servire un SUPERMARKET DI PRODOTTO FINITO? E, soprattutto, di quali miglioramenti avremo bisogno per riuscire a produrre in modo stabile a TEMPO TAKT?

135
Dal lato cliente E' meglio non scendere troppo nei dettagli dello Stato Futuro in questo momento Però se, ad esempio, una delle conclusioni preliminari é che bisognerebbe avere (magari temporaneamente) dei BUFFER STOCK e/o dei SAFETY STOCK e/o dei SUPERMARKET PF, si possono cominciare a mettere nella mappa le icone corrispondenti
 dei BUFFER STOCK e/o dei SAFETY STOCK e/o dei SUPERMARKET PF, si possono cominciare a mettere nella mappa le icone corrispondenti.")
136
Supermarket Prodotto Finito
Dal lato cliente Supermarket Prodotto Finito

137
Le tecniche snelle È il momento di cominciare a pensare a quali Discipline o Tecniche Snelle verranno utilizzate in quali Stazioni di Processo, allo scopo di rendere il processo snello ed a flusso: 5 S SMED TPM …. E' ben possibile che, mentre si mappava lo Stato Presente, si sia già cominciato ad intravederne le debolezze e pertanto ad individuare dei piani di miglioramento

138
Le tecniche snelle Ed é anche il momento di pensare a quali Tecniche di Miglioramento Qualità verranno adottate per far sì che la difettosità in uscita da certe Stazioni di Processo venga ridotta al minimo (target = 0 difetti) Allo scopo si possono utilizzare tecniche: TQM SixSigma Poka-Yoke CSP (Controllo Statistico Processo) 100% testing ….
 Allo scopo si possono utilizzare tecniche: TQM. SixSigma. Poka-Yoke. CSP (Controllo Statistico Processo) 100% testing. ….")
139
Il Flusso continuo Questo comporta che ogni Stazione di Processo a valle riceva da quella immediatamente a monte: solo quei componenti (pezzi, semilavorati....) richiesti nel momento in cui sono richiesti per essere lavorati nella quantità esatta voluta col voluto livello di qualità (0 difetti)
 richiesti. nel momento in cui sono richiesti per essere lavorati. nella quantità esatta voluta. col voluto livello di qualità (0 difetti)")
140
Brainstorming creativo
Bisogna dar risposta a varie domande: Dove si può applicare il principio del flusso continuo? Dove si può andare oltre, applicando il principio del flusso continuo a pezzo singolo? Si riesce ad applicarlo a due o più Stazioni di Processo contigue? Si può, almeno, ridurre la "dimensione dei lotti" in un numero di Stazioni contigue?

141
Brainstorming creativo
Si riesce ad introdurre il principio della Cella di Produzione per rimpiazzare 2 o più Stazioni contigue? Si possono portare fisicamente più vicine (o collegarle) due Stazioni di Processo ora lontane nel layout attuale? Si può eliminare qualche stazione non necessaria o ridondante? Si deve necessariamente utilizzare qualche “monumento”? Si può migliorarne l’uso con lo SMED ?
 due Stazioni di Processo ora lontane nel layout attuale Si può eliminare qualche stazione non necessaria o ridondante Si deve necessariamente utilizzare qualche monumento Si può migliorarne l’uso con lo SMED")
142
Brainstorming creativo
Ecco dove la Mappatura di Processo fatta precedentemente usando il Diagramma a Frecce torna molto utile Facciamo un esempio di utilizzo della tecnica Raggruppamento Tecnologico per costruire delle celle di produzione

143
Il Layout

144
Diagramma a frecce Si prendano in esame i Diagrammi d i flusso (a spaghetti) dei 4 Prodotti attualmente lavorati
 dei 4 Prodotti attualmente lavorati.")
145
Prodotto a

146
Prodotto b

147
Prodotto c

148
Prodotto d

149
Routing Si rappresenti schematicamente il routing (i percorsi) dei 4 Prodotti attraverso le varie Stazioni di Processo
 dei 4 Prodotti attraverso le varie Stazioni di Processo.")
150
Routing

151
Routing Da notare: se macchine della stessa categoria (ad es. Torni) differiscono in prestazioni bisogna fare una colonna separata per ogni macchina Dopo aver fatto questa analisi, il VST ipotizza di "operare a flusso" con 2 Celle RT (Celle a Raggruppamento Tecnologico): per i Prodotti b e c (famiglia 1) per i Prodotti a e d (famiglia 2) Ciascuna Cella (famiglia) sarà gestita da un operatore (o più a seconda dei volumi) multi-abilità e multi-funzione
: per i Prodotti b e c (famiglia 1) per i Prodotti a e d (famiglia 2) Ciascuna Cella (famiglia) sarà gestita da un operatore (o più a seconda dei volumi) multi-abilità e multi-funzione.")
152
Le celle

153
I Vincoli Se ci fossero dei vincoli o dei limiti fisici imposti dal layout presente si dovrebbero aggirare o superare in qualche modo C'é inoltre qualche altra opportunità da cogliere nel progettare lo Stato Futuro?

154
Il trasporto Il trasporto è una fase molto importante
Generalmente si utilizzano dei carrellini studiati apposta perché contengano tutti e soli i componenti necessari al montaggio/spedizione (sistema Poka Yoke per evitare errori)
")
155
Il trasporto La forza di gravità esiste ovunque, é disponibile con abbondanza, é gratuita e può rappresentare un alleato fantastico in operazioni manifatturiere Dove e come si può utilizzare? Per trasportare gratuitamente materiali e semilavorati da una stazione di processo alla successiva, mediante scivoli, in modalità a flusso ci sono, o si possono creare dei dislivelli opportuni allo scopo?

156
Il Controllo della Produzione
Come si imposterà? Per mezzo di: PULL a FLUSSO - con il metodo KANBAN ed eventuali SUPERMARKET DI WIP o ancora per mezzo del vecchio MRP? Ovviamente il target é di instaurare il sistema PULL e lavorare a flusso lungo tutto il Corso di Valore

157
Il Line Balancing Si deve poi studiare attentamente il LINE BALANCING (Bilanciamento di Linea) dello Stato Futuro Serve a distribuire uniformemente pacchetti di lavoro per i prodotti in argomento a ciascuna Stazione di Processo e lungo l'intero arco produttivo allo scopo di avere un ritmo pari al TEMPO TAKT

158
Il Line Balancing Brainstorming: come impostare il LIVELLAMENTO DI PRODUZIONE per lo Stato Futuro? Serve a distribuire uniformemente alle varie Stazioni di Processo il carico di lavoro necessario a far fronte alla domanda in modo tale che tutte ce la facciano, nessuna sia in ritardo (perché sovraccarica) e nessuna sia sotto-utilizzata I metodi a disposizione sono: Flusso Continuo (l'ideale) - Kanban - Paced Withdrawal (Kanban con quantità base ridotta al PITCH) - sistema Heijunka Box
 e nessuna sia sotto-utilizzata. I metodi a disposizione sono: Flusso Continuo (l ideale) - Kanban - Paced Withdrawal (Kanban con quantità base ridotta al PITCH) - sistema Heijunka Box.")
159
Il Line Balancing Linee guida:
I tempi-ciclo futuri (proposti) di ogni stazione di processo devono essere studiati attentamente Prima di "bilanciarli" é necessario eliminare i micro-sprechi esistenti nel tempo-ciclo presente, al fine di ridurlo e di convertirlo il più possibile in puro tempo-a-valore-aggiunto
 di ogni stazione di processo devono essere studiati attentamente. Prima di bilanciarli é necessario eliminare i micro-sprechi esistenti nel tempo-ciclo presente, al fine di ridurlo e di convertirlo il più possibile in puro tempo-a-valore-aggiunto.")
160
Il Line Balancing Potrebbe essere necessario rallentare delle macchine (per prevenire sovra-produzione) e/o accelerare altre macchine, per mezzo di tecniche TPM od altri metodi drastici (per eliminare la sotto-capacità) È necessario inoltre bilanciare il lavoro delle persone per evitare che alcuni operatori siano sovraccarichi ed altri molto meno
 e/o accelerare altre macchine, per mezzo di tecniche TPM od altri metodi drastici (per eliminare la sotto-capacità) È necessario inoltre bilanciare il lavoro delle persone per evitare che alcuni operatori siano sovraccarichi ed altri molto meno.")
161
Il Line Balancing Per questo é conveniente che il lavoro sia standardizzato (la standardizzazione è elemento fondamentale del Lean) Il numero di operatori richiesto alle varie Stazioni di Processo (e tra di esse) deve essere stimato molto realisticamente: nello Stato Futuro il lavoro "globale" deve esser bilanciato (e sincronizzato)
 deve essere stimato molto realisticamente: nello Stato Futuro il lavoro globale deve esser bilanciato (e sincronizzato)")
162
Bozza Stato Futuro A questo punto si può sbozzare, per tentativi (anche qui serve brainstorming e dibattito continuo), la mappa dello Stato Futuro
, la mappa dello Stato Futuro.")
163
Bozza Stato Futuro Si devono indicare e mappare:
Stazioni di Processo o Linee che rimarranno inalterate Stazioni di Processo contigue che verranno riorganizzate stile Cella Stazioni di Processo contigue che verranno "riunite" fisicamente o comunque ravvicinate considerevolmente Stazioni di Processo che verranno eliminate (ad esempio, postazioni di CQ) non debbono essere disegnate
 non debbono essere disegnate.")
164
Bozza Stato Futuro Si dovrà inoltre indicare, in corrispondenza di ogni "futura" Stazione di Processo, la disciplina snella (o la tecnica snella) da applicare per ottenere il miglioramento voluto Tali discipline possono includere: la TPM il Riattrezzaggio Rapido le Celle o le Celle RT …..
 da applicare per ottenere il miglioramento voluto. Tali discipline possono includere: la TPM. il Riattrezzaggio Rapido. le Celle o le Celle RT. …..")
165
Bozza Stato Futuro Posizionare vicino ad ogni futura Stazione di Processo la rispettiva Tabella Dati ed inserire i dati significativi (Tempo Ciclo - Tempo netto produttivo - Tempo di set-up - OEE - ecc.) estrapolati/proposti dai Team VSD
 estrapolati/proposti dai Team VSD.")
166
Bozza mappa stato futuro
Cella a Gruppo di Tecnologia Riattrezzaggio Rapido Supermarket Prodotto Finito Flusso a pezzo singolo

167
Bozza Stato Futuro Da notare:
Sono segnalate le tecniche snelle che i VST hanno deciso di adottare per permettere alle future Stazioni di Processo di funzionare in modalità flusso e pull

168
Bozza Stato Futuro La possibilità di introdurre dei "supermarket" (di stock di polmone e/o di stock di emergenza) tra Stazioni di Processo Potrebbe essere una misura solo temporanea, necessaria fino alla "stabilizzazione" dello Stato Futuro La Linea dei Tempi futura, che mostra miglioramenti drastici sia nei tempi-ciclo che nell'intero Tempo di Attraversamento

169
Flusso delle informazioni
E' ora il momento di passare a documentare il previsto Flusso delle Informazioni Notare che in un sistema più snello e di tipo pull, il Flusso di Informazioni tra Programmazione/Controllo Produzione e Stazioni di Processo diventa molto più semplice

170
Flusso delle informazioni
Le informazioni sugli ordini da produrre sono trasmesse alla Stazione di Processo più a valle (la cella 4/5/6 nell'esempio) e simultaneamente alle altre L'intero sistema poi si attiva in modalità pull (tirata dalla stazione più a valle) ed il flusso si avvia
 e simultaneamente alle altre. L intero sistema poi si attiva in modalità pull (tirata dalla stazione più a valle) ed il flusso si avvia.")
171
Flusso delle informazioni
Da notare inoltre che in un buon progetto VSD anche la tradizionale Unità Centrale di Elaborazione nonché la Unità di Programmazione/Controllo Produzione devono essere ri-ingegnerizzate ex novo (lean office) sia per servire meglio il futuro sistema sia per eliminare quanti più sprechi possibile (di ore-uomo - di carta - di metodo - di burocrazia - ecc.)
 sia per servire meglio il futuro sistema sia per eliminare quanti più sprechi possibile (di ore-uomo - di carta - di metodo - di burocrazia - ecc.)")
172
Completare la Mappa Stato Futuro
Verificare e validare la mappa dello Stato Futuro, ritoccare ove necessario ed inserire la versione definitiva nello storyboard Per ogni Indice Metrico relativo allo Stato Presente, definire, calcolare, verificare ed inserire nello storyboard una stima del corrispondente Indice dello Stato Futuro Effettuare i confronti e calcolare le % di miglioramento

173
Conclusioni Il Value Stream Mapping é generalmente un esercizio piuttosto duro e richiede sforzi notevoli Tuttavia, a oggi, é il miglior modo mai inventato per integrare e coordinare iniziative in direzione snella

174
Conclusioni Oltre che in area manifatturiera, il VS Mapping può essere usato per snellire ogni tipo di operazioni industriali e commerciali: dalle Costruzioni e Cantieristica all'Import/Export, da quelle Ospedaliere a quelle Turistiche e di Vendita al dettaglio e anche …. operazioni di gestione del “ponte di volo” di una portaerei

Presentazioni simili




>")











 f(x; q) q Q parametro incognito. Test Statistico: regola che sulla base di un.>")
 (8 pt)>")


