Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
FERMENTAZIONE ACETON BUTILICA ETANOLICA (ABE) parte prima: storia, microbiologia, biochimica e fisiologia
 parte prima: storia, microbiologia, biochimica e fisiologia")
2
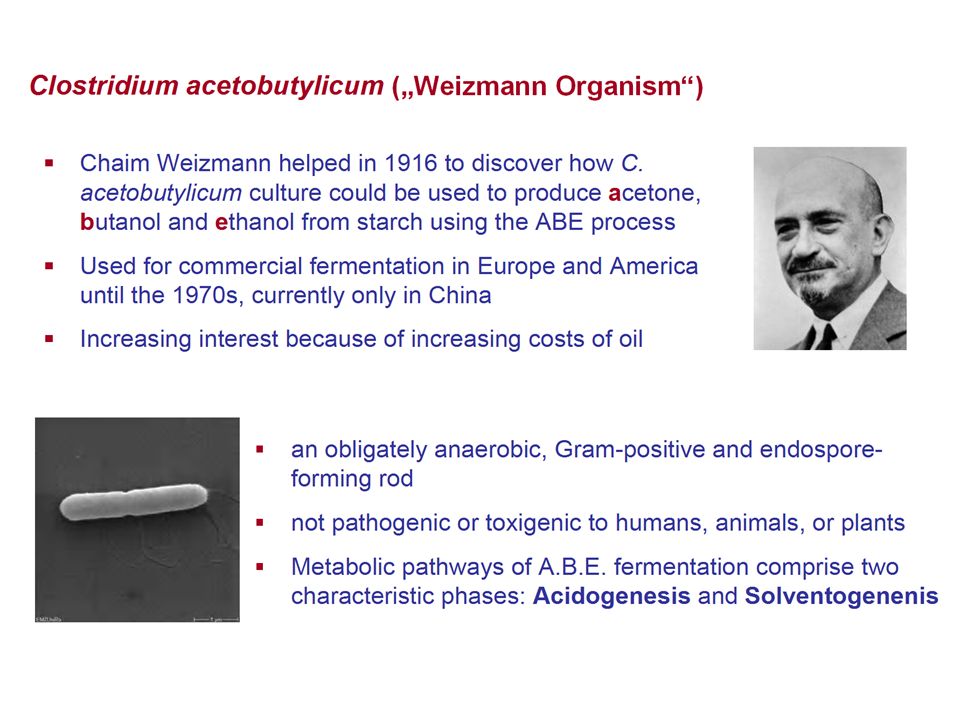
IL PADRE DELLA FERMENTAZIONE ABE
Chaim Weizmann ( )
")
4
FERMENTAZIONE ABE: UN PO’ DI STORIA
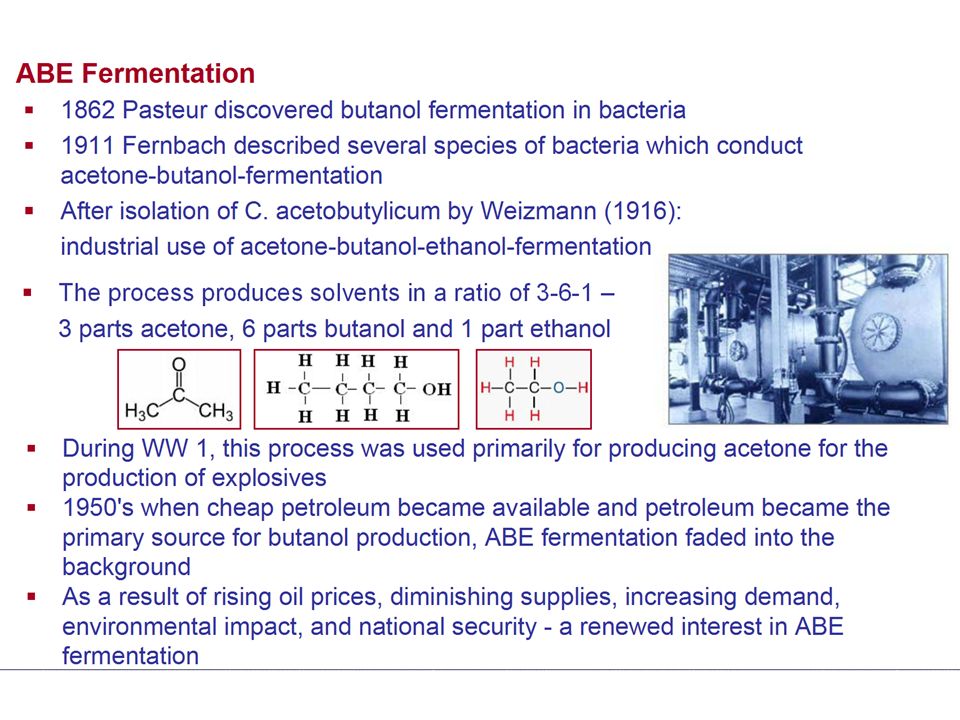
Dall’inizio secolo al 1914: butanolo per produzione di gomma sintetica amidi da patate e cereali usati come substrati per la fermentazione Dal 1914 al 1918 (I Guerra Mondiale): acetone solvente colloidale della nitrocellulosa (fulmicotone) nella preparazione della cordite butanolo conservato in serbatoi amido da cereali usato come substrato per la fermentazione Periodo interbellico: butanolo solvente per nitrocellulosa a bassa viscosità nella preparazione di vernici per automobili melasse come substrato per la fermentazione II Guerra Mondiale: acetone per fabbricazione esplosivi Dal 1945 al 1960: declino del processo e quindi chiusura degli impianti processo petrolchimico economicamente competitivo elevati costi delle melasse e del carbone (necessario per generare vapore)
: acetone solvente colloidale della nitrocellulosa (fulmicotone) nella preparazione della cordite. butanolo conservato in serbatoi. amido da cereali usato come substrato per la fermentazione. Periodo interbellico: butanolo solvente per nitrocellulosa a bassa viscosità nella preparazione di vernici per automobili. melasse come substrato per la fermentazione. II Guerra Mondiale: acetone per fabbricazione esplosivi. Dal 1945 al 1960: declino del processo e quindi chiusura degli impianti. processo petrolchimico economicamente competitivo. elevati costi delle melasse e del carbone (necessario per generare vapore)")
5
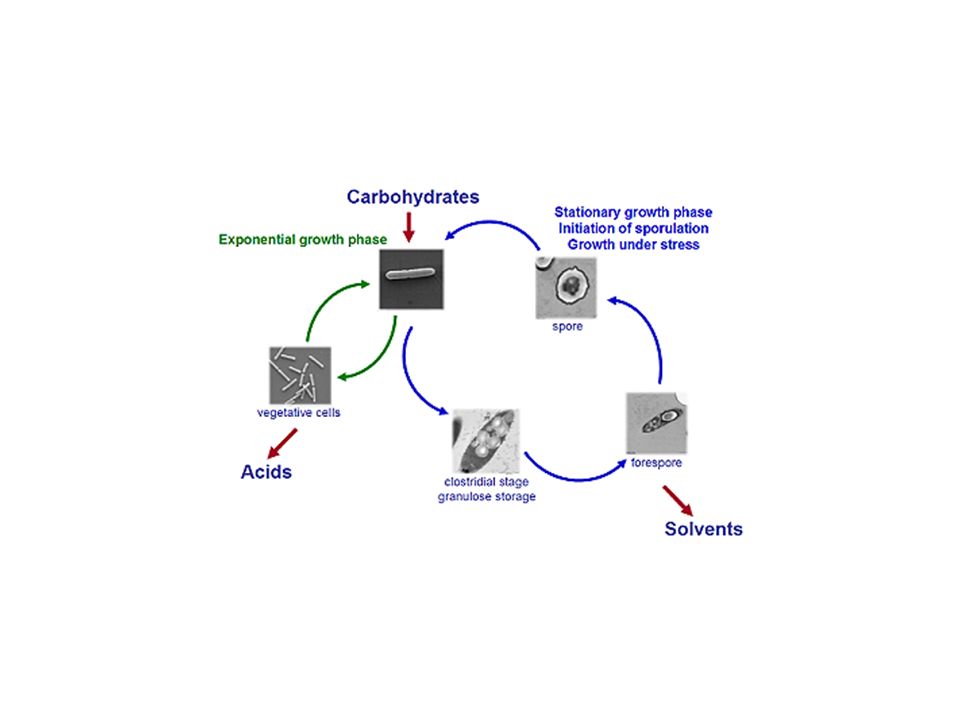
MICROORGANISMI Clostridium acetobutylicum butanolo - acetone - etanolo 6:3:1 Clostridium beijerinckii butanolo - isopropanolo - etanolo 6:3:1 Clostridium saccharoperbutilacetonicum butanolo – acetone/isopropanolo 2:1 Clostridium tetanomorphum butanolo - etanolo 1:1

10
UTILIZZO DEGLI ZUCCHERI
Esosi Pentosi Embden-Meyerhof (Glicolisi) via Pentoso fosfati 2 ATP + 2 NADH / 1 Esoso 5 ATP + 5 NADH / 3 Pentoso
 via Pentoso fosfati. 2 ATP + 2 NADH / 1 Esoso. 5 ATP + 5 NADH / 3 Pentoso.")
11
pathway biochimici in acetobutilicum
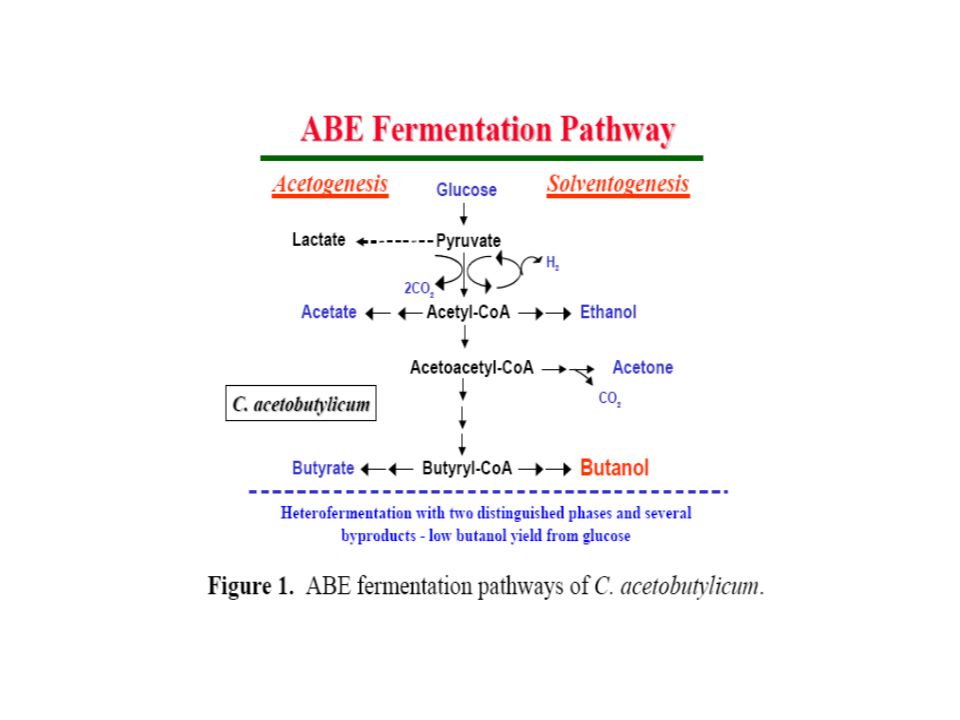
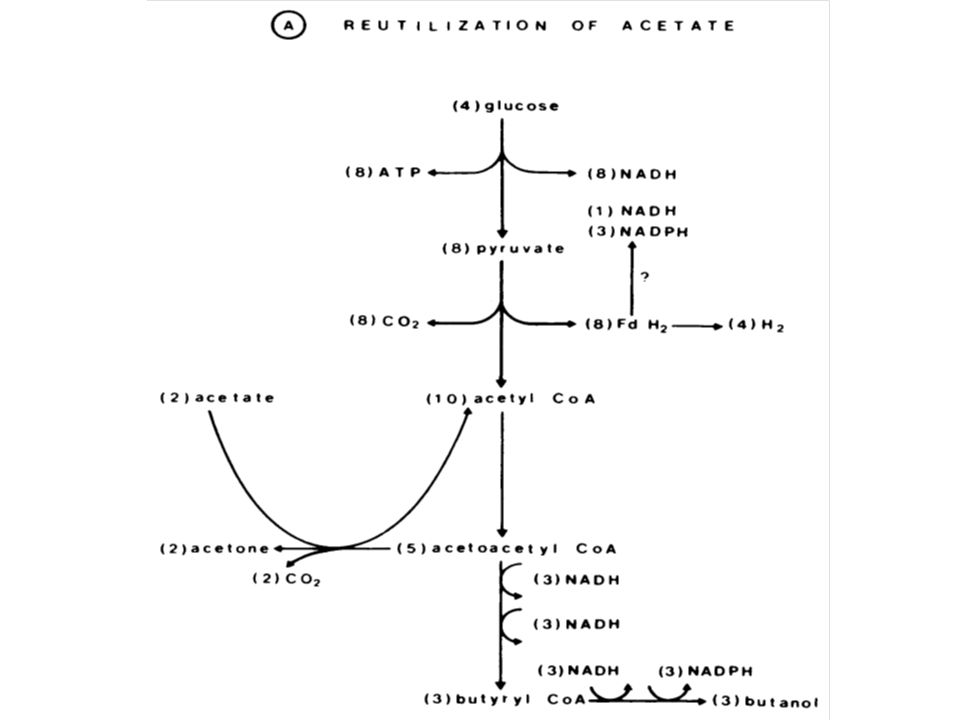
pathway biochimici in acetobutilicum. reazioni che predominano durante la fase acidogenica (A) e la fase solventogenica (B) della fermentazione sono mostrati dalle freccie. Gli enzimi sono indicati dalle lettere come segue: (A) gliceraldeide-3P.DH, (B) piruvato-ferrodossina ossidoriduttasi, (C) NADH ferrodossina ossidoriduttasi, (D) NADPH ferrodossina ossidoriduttasi (E) NADH rubredossina ossidoriduttasi (F) Idrogenasi, (G) Foasfato-acetil transferasi (fosfo-trans-acetilasi), (H) acetato chinasi, (I) Tiolasi (acetil-CoA acetil transferasi), (J) 3-idrossi-butirril-CoA DH, (K) Crotonasi, (L) butirril CoA DH (M) fosfato butil transferasi, (fosfotrans butirilasi), (N) butirrato chinasi, (O) acetaldeide DH, (P) etanolo DH (Q) butiraldeide DH, (R) butanol DH, (S) acetoacetil-CoA: acetato/butirrato: CoA transferasi, (T) acetoacetato decarbossilasi, (U) fosfoglucomutasi, (V) ADP-glucosio-pirofosorilasi, (W) granulosio (glicogeno) sintasi, (X) granulosio fosforilasi.
 e la fase solventogenica (B) della fermentazione sono mostrati dalle freccie. Gli enzimi sono indicati dalle lettere come segue: (A) gliceraldeide-3P.DH, (B) piruvato-ferrodossina ossidoriduttasi, (C) NADH ferrodossina ossidoriduttasi, (D) NADPH ferrodossina ossidoriduttasi (E) NADH rubredossina ossidoriduttasi (F) Idrogenasi, (G) Foasfato-acetil transferasi (fosfo-trans-acetilasi), (H) acetato chinasi, (I) Tiolasi (acetil-CoA acetil transferasi), (J) 3-idrossi-butirril-CoA DH, (K) Crotonasi, (L) butirril CoA DH (M) fosfato butil transferasi, (fosfotrans butirilasi), (N) butirrato chinasi, (O) acetaldeide DH, (P) etanolo DH (Q) butiraldeide DH, (R) butanol DH, (S) acetoacetil-CoA: acetato/butirrato: CoA transferasi, (T) acetoacetato decarbossilasi, (U) fosfoglucomutasi, (V) ADP-glucosio-pirofosorilasi, (W) granulosio (glicogeno) sintasi, (X) granulosio fosforilasi.")
12
pathway biochimici in acetobutilicum
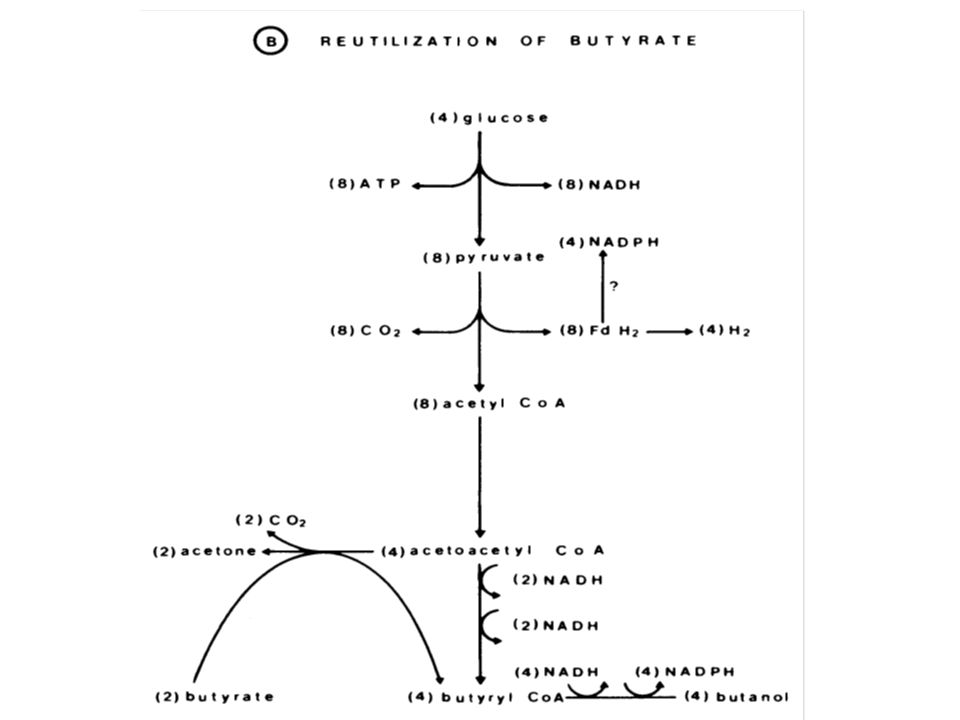
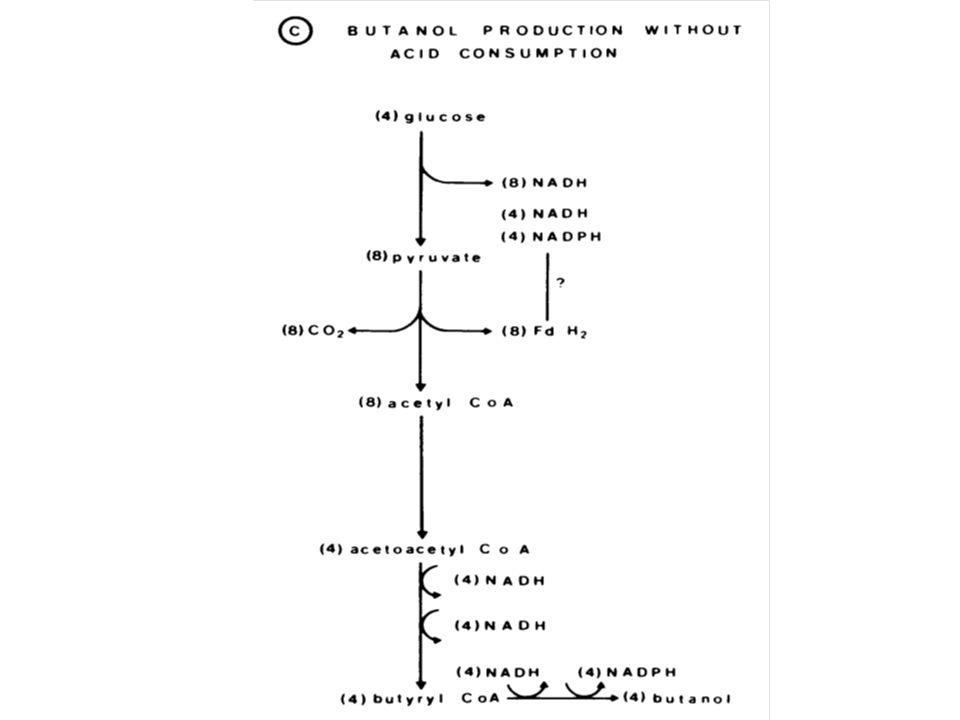
pathway biochimici in acetobutilicum. reazioni che predominano durante la fase acidogenica (A) e la fase solventogenica (B) della fermentazione sono mostrati dalle freccie. Gli enzimi sono indicati dalle lettere come segue: (A) gliceraldeide-3P.DH, (B) piruvato-ferrodossina ossidoriduttasi, (C) NADH ferrodossina ossidoriduttasi, (D) NADPH ferrodossina ossidoriduttasi (E) NADH rubredossina ossidoriduttasi (F) Idrogenasi, (G) Foasfato-acetil transferasi (fosfo-trans-acetilasi), (H) acetato chinasi, (I) Tiolasi (acetil-CoA acetil transferasi), (J) 3-idrossi-butirril-CoA DH, (K) Crotonasi, (L) butirril CoA DH (M) fosfato butil transferasi, (fosfotrans butirilasi), (N) butirrato chinasi, (O) acetaldeide DH, (P) etanolo DH (Q) butiraldeide DH, (R) butanol DH, (S) acetoacetil-CoA: acetato/butirrato: CoA transferasi, (T) acetoacetato decarbossilasi, (U) fosfoglucomutasi, (V) ADP-glucosio-pirofosorilasi, (W) granulosio (glicogeno) sintasi, (X) granulosio fosforilasi.
 e la fase solventogenica (B) della fermentazione sono mostrati dalle freccie. Gli enzimi sono indicati dalle lettere come segue: (A) gliceraldeide-3P.DH, (B) piruvato-ferrodossina ossidoriduttasi, (C) NADH ferrodossina ossidoriduttasi, (D) NADPH ferrodossina ossidoriduttasi (E) NADH rubredossina ossidoriduttasi (F) Idrogenasi, (G) Foasfato-acetil transferasi (fosfo-trans-acetilasi), (H) acetato chinasi, (I) Tiolasi (acetil-CoA acetil transferasi), (J) 3-idrossi-butirril-CoA DH, (K) Crotonasi, (L) butirril CoA DH (M) fosfato butil transferasi, (fosfotrans butirilasi), (N) butirrato chinasi, (O) acetaldeide DH, (P) etanolo DH (Q) butiraldeide DH, (R) butanol DH, (S) acetoacetil-CoA: acetato/butirrato: CoA transferasi, (T) acetoacetato decarbossilasi, (U) fosfoglucomutasi, (V) ADP-glucosio-pirofosorilasi, (W) granulosio (glicogeno) sintasi, (X) granulosio fosforilasi.")
14
ELEMENTI CHIAVE PER LA SOLVENTOGENESI
pH nel medium [acidi org. indissociatiout] biomassa [acidi organiciin] pH2 nel bioreattore produzione H2 velocità di crescita (sino a cessazione) SOLVENTOGENESI
 SOLVENTOGENESI.")
15
ELEMENTI CHIAVE PER LA SOLVENTOGENESI
Pressione parziale H2: pH2 produzione di H2 NAD(P)H produzione butanolo ed etanolo Effetto del CO: inibisce H2ase incremento NAD(P)H. Se flussato nel bioreattore (meglio se in presenza di acetato e butirrato) incremento produzione butanolo ed etanolo
H produzione butanolo ed etanolo. Effetto del CO: inibisce H2ase incremento NAD(P)H. Se flussato nel bioreattore (meglio se in presenza di acetato e butirrato) incremento produzione butanolo ed etanolo.")
16
ELEMENTI CHIAVE PER LA SOLVENTOGENESI
pH esterno produzione di solventi a pH tra 3.5 e 5.5 (optimum 4.5). In alcuni ceppi industriali si ha solventogenesi anche a pH superiori ( ) discesa del pH è importante per consentire il passaggio alla fase solventogenica ma non è il segnale di innesco Acidi organici acetato e butirrato indissociati si accumulano e si ripartiscono tra medium e citoplasma agiscono come disaccoppianti, lasciando entrare H+ collasso gradiente di pH rallentamento e cessazione della crescita solventogenesi come detossificazione pH interno al termine della fase acidogenica (pH esterno 4.5) C. acetonbutylcum è in grado di mantenere un DpH alcalino di unità di pH necessaria ATPasi pompa protonica. Se inibita arresto crescita Temperatura 30°C – 33°C. A 37°C si riduce la produzione di solventi
. In alcuni ceppi industriali si ha solventogenesi anche a pH superiori ( ) discesa del pH è importante per consentire il passaggio alla fase solventogenica ma non è il segnale di innesco. Acidi organici. acetato e butirrato indissociati si accumulano e si ripartiscono tra medium e citoplasma. agiscono come disaccoppianti, lasciando entrare H+ collasso gradiente di pH. rallentamento e cessazione della crescita solventogenesi come detossificazione. pH interno. al termine della fase acidogenica (pH esterno 4.5) C. acetonbutylcum è in grado di mantenere un DpH alcalino di unità di pH. necessaria ATPasi pompa protonica. Se inibita arresto crescita. Temperatura. 30°C – 33°C. A 37°C si riduce la produzione di solventi.")
17
ELEMENTI CHIAVE PER LA SOLVENTOGENESI
Crescita e solventogenesi nutrienti crescita ed acidogenesi (massima produzione di energia) ATP mantenimento DpH rallentamento e stop crescita SOLVENTOGENESI (detossificazione)
 ATP. mantenimento DpH. rallentamento e stop crescita. SOLVENTOGENESI (detossificazione)")
18
ELEMENTI CHIAVE PER LA SOLVENTOGENESI
Tolleranza ai solventi metabolismo cessa intorno ai 20 g/l di solventi nel medium butanolo è il più tossico e quello che in fermentazione raggiunge livelli inibitori della crescita (12-16 g/l) butanolo distrugge componente fosfolipidica della membrana cellulare incremento della fluidità della membrana destabilizzazione distruzione di alcune funzioni legate alla membrana (ATPase per gradiente pH, “uptake” di zuccheri ed amminoacidi)
 butanolo distrugge componente fosfolipidica della membrana cellulare. incremento della fluidità della membrana destabilizzazione. distruzione di alcune funzioni legate alla membrana (ATPase per gradiente pH, uptake di zuccheri ed amminoacidi)")
19
LIMITI DEL PROCESSO CONVENZIONALE
Costi elevati delle materie prime (da mais e melasse), rispetto all sintesi chimica. Butanolo tossico per il microorganismo. Basse concentrazioni solventi alti costi di distillazione. Limitazioni intrinseche del processo, quali: basse rese in solventi rapporti tra i solventi prodotti spesso diversi da quelli desiderabili. Processo complesso da gestire. Bisogna mantenere sterilità. Contaminazioni (fagi) creano problemi. Grossi volumi di effluenti che richiedono specifiche procedure di trattamento.
, rispetto all sintesi chimica. Butanolo tossico per il microorganismo. Basse concentrazioni solventi alti costi di distillazione. Limitazioni intrinseche del processo, quali: basse rese in solventi. rapporti tra i solventi prodotti spesso diversi da quelli desiderabili. Processo complesso da gestire. Bisogna mantenere sterilità. Contaminazioni (fagi) creano problemi. Grossi volumi di effluenti che richiedono specifiche procedure di trattamento.")
20
TECNICHE DI COLTIVAZIONE SPECIALI
Colture continue singolo/doppio/multi stadio, velocità di diluizione fisse o variabili. Spesso la produzione di solventi diminuisce con il tempo, in concomitanza con un incremento nella formazione di acidi. Per incrementare la biomassa e la produttività del bioreattore: colture continue con riciclo delle cellule elevata biomassa colture continue con immobilizzazione delle cellule recupero del prodotto facilitato (medium senza cellule) Per minimizzare l’inibizione da prodotto: fermentazioni estrattive, con rimozione “in situ” del butanolo (sistemi bifasici) In ogni caso non si arriva oltre ai 20 g/l di butanolo, ai 4.5 g/l/h in produttività di butanolo ed al 25% (w/w) di resa da glucosio
 Per minimizzare l’inibizione da prodotto: fermentazioni estrattive, con rimozione in situ del butanolo (sistemi bifasici) In ogni caso non si arriva oltre ai 20 g/l di butanolo, ai 4.5 g/l/h in produttività di butanolo ed al 25% (w/w) di resa da glucosio.")
21
BIOCARBURANTI: PRODUZIONE BIOLOGICA DI BUTANOLO DA FONTI RINNOVABILI
Aumento prezzo del gasolio, conflitti nei paesi fornitori di petrolio, ed esaurimento dei combustibili fossili. Possibilità di utilizzare integralmente scarti agricoli come substrato (fibra mais, paglia) ridurrebbe la dipendenza dagli idrocarburi fossili. Valenza etica: le biomasse ligno-cellulosiche non sono impiegate per uso alimentare. Nuovo potenziale mercato per gli agricoltori Difficoltà di idrolisi e necessità di pretrattamento.
 ridurrebbe la dipendenza dagli idrocarburi fossili. Valenza etica: le biomasse ligno-cellulosiche non sono impiegate per uso alimentare. Nuovo potenziale mercato per gli agricoltori. Difficoltà di idrolisi e necessità di pretrattamento.")
22
PERCHE’ PRODURRE BUTANOLO
4 atomi di carbonio % di energia Reid Value bassa maggiore sicurezza Poco corrosivo possibilità di usare i condotti già esistenti Poco inquinante Prodotto da fonti rinnovabili Fermentazione aceton-butilica-etanolica(ABE) 2 Problematiche pretrattamenti tossici tossicità del butanolo
 2 Problematiche pretrattamenti tossici. tossicità del butanolo.")
23
COS’E’ IL BUTANOLO? Structure CAS number 71363 name 1-butanol synonyms Butyl alcohol; n-butyl alcohol; 1-butanol; Propylcarbinol; Butyric alcohol; butan-1-ol; n-Butanol formula C4H10O MW 74.1 Class alcohol MP, ºC -89.8 BP, ºC 117.5 vapor pressure, 6.7 evaporation rate (BuOAc=1) 0.39 specific gravity, 25ºC/25ºC 0.806 viscosity, 25ºC 3 flash point, ºC (closed cup) 27 water soly, g/100g H2O at 25ºC 7.8 log Kow 0.88 Kow 7.59 OH Metanolo Etanolo Butanolo Benzina CH3OH C2H5OH C4H9OH Many Energy Content (per Gallon) 63 K Btu K Btu K Btu K Btu Vapor 100F (Reid V.P.) 4,6 PSI ,0 PSI ,33 PSI ,5 PSI Motor Octane Air to Fuel Ratio 6, , E’ un alcool a 4 atomi di carbonio, il doppio rispetto all’etanolo, e questo equivale all’aumento di circa il 25% del contenuto di energia (Btu's). E’ più sicuro da maneggiare, avendo un Reid Value di 0.33 psi (misura di grado di evaporazione dei fluidi) notevolmente più basso rispetto alla benzina (4.5 psi) e all’etanolo (2.0 psi). E’ un alcool che puo’, ma che non deve, essere mescolato a carburanti fossili. E’ meno inquinante, infatti se utilizzato in un motore acombustione interna, il suo prodotto di combustione è CO2. Il butanolo è maggiormente miscibile con benzina e diesel ma meno miscibile con acqua. E’ molto meno corrosivo dell’etanolo e puo’ essere trasportare e distribuito attraverso i condotti e i distributori già esistenti. Risolverebbe i problemi di sicurezza associati alle infrastrutture di fornitura di idrogeno. Il butanolo riformato ha 4 atomi di idrogeno in più dell’etanolo, risultante in una maggiore produzione di energia ed è usato come combustibile per “fuel cell”.
 specific gravity, 25ºC/25ºC viscosity, 25ºC. 3. flash point, ºC (closed cup) 27. water soly, g/100g H2O at 25ºC log Kow Kow OH. Metanolo Etanolo Butanolo Benzina. CH3OH C2H5OH C4H9OH Many. Energy Content (per Gallon) 63 K Btu 78 K Btu 110 K Btu 115 K Btu. Vapor 100F (Reid V.P.) 4,6 PSI 2,0 PSI 0,33 PSI 4,5 PSI. Motor Octane Air to Fuel Ratio. 6,6 9 11, E’ un alcool a 4 atomi di carbonio, il doppio rispetto all’etanolo, e questo equivale all’aumento di circa il 25% del contenuto di energia (Btu s). E’ più sicuro da maneggiare, avendo un Reid Value di 0.33 psi (misura di grado di evaporazione dei fluidi) notevolmente più basso rispetto. alla benzina (4.5 psi) e all’etanolo (2.0 psi). E’ un alcool che puo’, ma che non deve, essere mescolato a carburanti fossili. E’ meno inquinante, infatti se utilizzato in un motore acombustione interna, il suo prodotto di combustione è CO2. Il butanolo è maggiormente miscibile con benzina e diesel ma meno miscibile con acqua. E’ molto meno corrosivo dell’etanolo e puo’ essere trasportare e distribuito attraverso i condotti e i distributori già esistenti. Risolverebbe i problemi di sicurezza associati alle infrastrutture di fornitura di idrogeno. Il butanolo riformato ha 4 atomi di idrogeno in. più dell’etanolo, risultante in una maggiore produzione di energia ed è usato come combustibile per fuel cell .")
24
PRODUZIONE ED IMPIEGO Il butanolo è una commodity industriale, con un mercato di 370 milioni di galloni per anno a $3.75 per gallone. Il butanolo derivante dall’industria petrolifera è usato nell’industria alimentare e cosmetica, di conseguenza è preferibile l’applicazione del biobutanolo privo di residui petroliferi associati ad aspetti carcinogenici. Il biobutanolo viene prodotto dagli stessi feedstock agricoli del bioetanolo, rappresentando così un’altra opportunità di mercato per i prodotti chiave dell’agricoltura (es.: grano, frumento e zucchero di canna e barbabietola). - L’idrogeno generato durante il processo fermentativo risulta facilmente recuperabile, aumentando così la resa energetica del 18 %, rispetto a quella ottenibile producendo etanolo dalla medesima quantità di materiale di partenza (mais).
. - L’idrogeno generato durante il processo fermentativo risulta facilmente recuperabile, aumentando così la resa energetica del 18 %, rispetto a quella ottenibile producendo etanolo dalla medesima quantità di materiale di partenza (mais).")
25
SUBSTRATI USO DIRETTO LIGNOCELLULOSE NON LIGNOCELLULOSICI
DERIVATI LIGNOCELLULOSE Amido da cereali e da patata Melasse zuccherine Carciofo di Gerusalemme (tubero) Siero da latticini Residui lavorazione mele (tritume) Biomassa da alghe (microalghe) Pentosi: xilosio (Clostridium acetobutylicum basse rese in batch e fed-batch) “Sulfite waste liquors”: liquidi scarto della lavorazione del legno e della carta. Vanno pretrattati idrolisati di materiale cellulosico ed emicellulosico (idrolisi acida o enzimatica) da “steam exploded wood” “Steam cracking” di cereali, separazione componenti e saccarificazione enzimatica della cellulosa. Biomassa cellulosica (bagassa e paglia di riso) in colture miste di microorganismi cellulosolitici (muffe). Cocolture di clostridi cellulosolitici e C. acetobutylicum. Basse rese in solventi.
 Siero da latticini. Residui lavorazione mele (tritume) Biomassa da alghe (microalghe) Pentosi: xilosio (Clostridium acetobutylicum basse rese in batch e fed-batch) Sulfite waste liquors : liquidi scarto della lavorazione del legno e della carta. Vanno pretrattati. idrolisati di materiale cellulosico ed emicellulosico (idrolisi acida o enzimatica) da steam exploded wood Steam cracking di cereali, separazione componenti e saccarificazione enzimatica della cellulosa. Biomassa cellulosica (bagassa e paglia di riso) in colture miste di microorganismi cellulosolitici (muffe). Cocolture di clostridi cellulosolitici e C. acetobutylicum. Basse rese in solventi.")
26
ORGANISMI ACIDO BUTIRRICO CEPPI CELLULOSOLITI E XILANOLITICI
Coculture di clostridi acidogenici (C. butyricum, C. pasteurianum) con clostridi solventogenici (C. acetobutylicum, C. beijerinckii) Risultati non soddisfacenti CEPPI CELLULOSOLITI E XILANOLITICI Isolamento e studio di ceppi di C. acetobutylicum con elevate attività idrolitiche esocellulari. Sono stati identificati alcuni ceppi di potenziale interesse industriale
 con clostridi solventogenici (C. acetobutylicum, C. beijerinckii) Risultati non soddisfacenti. CEPPI CELLULOSOLITI E XILANOLITICI. Isolamento e studio di ceppi di C. acetobutylicum con elevate attività idrolitiche esocellulari. Sono stati identificati alcuni ceppi di potenziale interesse industriale.")
27
Production of Butyric Acid and Butanol from Biomass
David Ramey Environmental Energy Inc. 1253 N. Waggoner Road P.O. Box 15 Blacklick, Ohio 43004 Shang-Tian Yang Department of Chemical and Biomolecular Engineering The Ohio State University 140 West 19th Avenue Columbus, Ohio 43210 Year: 2004

28
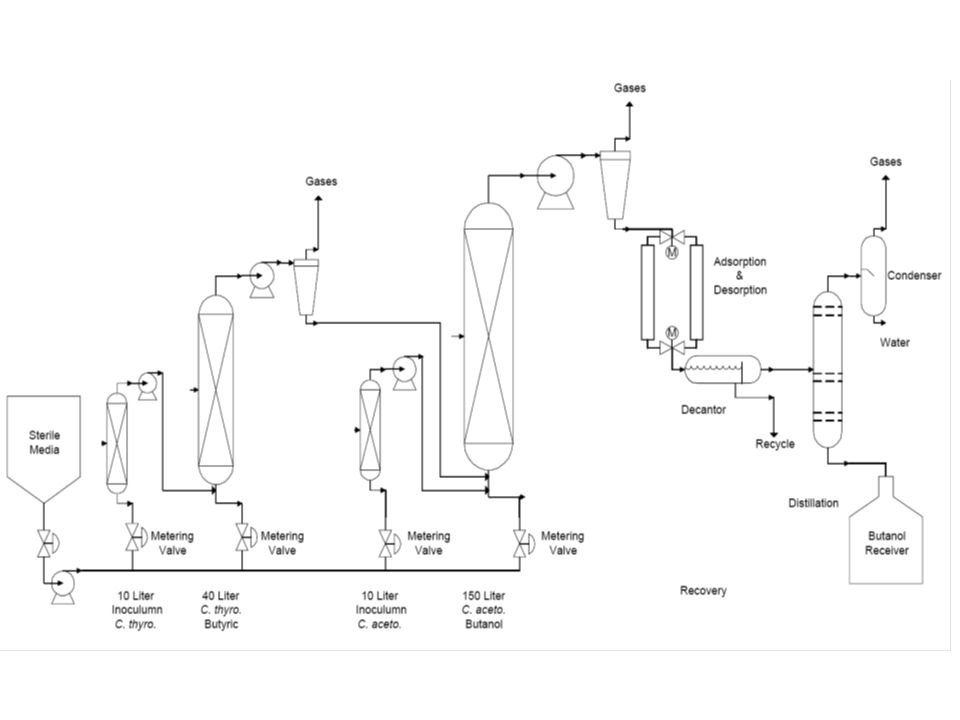
Step one: Clostridium tyrobutyricum
Step two: Clostridium acetobutylicum

30
Clostridium tyrobutyricum

34
Meccanismo semplificato di trattamento della biomassa tramite clostridio solventogenico. 1, pretrattamento di grano e lignocellulosa; 2, idrolisi dell’amido (alfa amilasi, beta-amilasi, pullulanasi, glucoamilasi e alfa-glucosidasi); 3, idrolisi di cellulosa (cellulasi e beta-glucosidasi); 4, idrolisi di emicellulosa; 5, uptake di xilosio e arabinosio e consecutiva scomposizione via transchetolasi e transaldolasi sequenza producendo fruttosio-6P e gliceraldeide-3P con il seguente metabolismo tramite la glicolisi; 6, uptake del glucosio tramite sistema fosfotransferasi e conversione in piruvato sempre tramite glicolisi; 7, piruvato-ferrodossina ossidoriduttasi; 8, tiolasi; 9, 3-idrossi-butirrill-CoA DH, crotonasi e butirril-CoA DH; 10, fosfato acetil-transferasi e acetato chinasi; 11, acetaldeide DH e etanolo DH; 12, acetoacetil-CoA: acetato butirrato: Coa transferasi e acetoacetato decarbossilasi; 13, fosfato butil transferasi e butirrato chinasi; 14, butiraldeide e butanolo DH
; 3, idrolisi di cellulosa (cellulasi e beta-glucosidasi); 4, idrolisi di emicellulosa; 5, uptake di xilosio e arabinosio e consecutiva scomposizione via transchetolasi e transaldolasi sequenza producendo fruttosio-6P e gliceraldeide-3P con il seguente metabolismo tramite la glicolisi; 6, uptake del glucosio tramite sistema fosfotransferasi e conversione in piruvato sempre tramite glicolisi; 7, piruvato-ferrodossina ossidoriduttasi; 8, tiolasi; 9, 3-idrossi-butirrill-CoA DH, crotonasi e butirril-CoA DH; 10, fosfato acetil-transferasi e acetato chinasi; 11, acetaldeide DH e etanolo DH; 12, acetoacetil-CoA: acetato butirrato: Coa transferasi e acetoacetato decarbossilasi; 13, fosfato butil transferasi e butirrato chinasi; 14, butiraldeide e butanolo DH.")
35
DISEGNO SPERIMENTALE

36
CO2, H2 a) diagramma schematico A che mostra in situ il recupero del butanolo tramite gas-stripping (gas sparger system). Una pompa di riciclo del gas con velocità variabile; B bioreattore con Gas-sparger; C Condensatore; D Vapori condensati di ABE; E Apparato di raffreddamento con Liquido di raffreddamento; b) bioreattore con il impeller. Y impeller, Z Righello.
 diagramma schematico A che mostra in situ il recupero del butanolo tramite gas-stripping (gas sparger system). Una pompa di riciclo del gas con velocità variabile; B bioreattore con Gas-sparger; C Condensatore; D Vapori condensati di ABE; E Apparato di raffreddamento con Liquido di raffreddamento; b) bioreattore con il impeller. Y impeller, Z Righello.")
37
FERMENTAZIONE FED-BATCH IN ANAEROBIOSI
FASE BATCH Contemporanea idrolisi e fermentazione. Bioreattore: statico. Fonte di C: 86 g/L di paglia di frumento. Temperatura: 35°C. Idrolisi accoppiata alla fermentazione. FED-BATCH CON GAS-STRIPPING Start dopo 24 ore (5-7 g/L di ABE). reciclo di CO2 e H (4 L/min). 2 Feed: glucosio, xilosio, arabinosio, galattosio, mannosio. Flusso medio 6 mL/h (<60 g/L).
. reciclo di CO2 e H2 (4 L/min). 2 Feed: glucosio, xilosio, arabinosio, galattosio, mannosio. Flusso medio 6 mL/h (<60 g/L).")
38
RISULTATI DELLA FERMENTAZIONE
Durata della fermentazione 533 ore ABE totale prodotto 192 g Resa di ABE 0.44 g/g (+22%) Produttività media 0.36 g/Lh (+16%) Picco di produttività 0.77 g/Lh
 Produttività media g/Lh (+16%) Picco di produttività g/Lh.")
39
CONSIDERAZIONI GENERALI
Scelta appropriata delle materie prime di partenza (considerazioni geografico-economiche) Messa a punto di pretrattamenti che non producano sostanze inibitrici Fed batch con gas-stripping Feed di sole fonti rinnovabili Scelta del ceppo e miglioramento genetico
 Messa a punto di pretrattamenti che non producano sostanze inibitrici. Fed batch con gas-stripping. Feed di sole fonti rinnovabili. Scelta del ceppo e miglioramento genetico.")
Presentazioni simili





>")















