Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
Hotel Domina Zagarella
Dipartimento di Ingegneria dei Materiali e della Produzione Università di Napoli Federico II Gli imballaggi flessibili per alimenti nelle nuove tecnologie di sterilizzazione: trattamenti ad alta pressione e trattamenti al plasma Giuseppe Mensitieri Assemblea GIFLEX – Congresso d’autunno 2011 Santa Flavia (PA) ottobre 2011 Hotel Domina Zagarella
 ottobre Hotel Domina Zagarella.")
2
Sommario Processi di pastorizzazione e sterilizzazione ad alta pressione (HPT) per imballaggi flessibili alimentari. Trattamenti di sterilizzazione al plasma per imballaggi flessibili alimentari.

3
A. Processi di pastorizzazione e sterilizzazione ad alta pressione (HPT)
")
4
I trattamenti ad alta pressione (HPT)
Gli HPT si stanno affermando come una tecnologia per la pastorizzazione/sterilizzazione degli alimenti che mantiene sostanzialmente inalterati gli attributi nutrizionali ed organolettici degli alimenti, prolungandone la shelf-life. Vengono applicate pressioni pari MPa ( atm) per alcuni minuti, ad alimenti confezionati, attraverso un fluido di ‘trasmissione’. L’ azione meccanica del fluido riduce significativamente il numero di microrganismi e disattiva enzimi, a temperature relativamente ridotte. Pastorizzazione HP a T = 25-40°C Sterilizzazione HP a T = 90 – 115°C
 per alcuni minuti, ad alimenti confezionati, attraverso un fluido di ‘trasmissione’. L’ azione meccanica del fluido riduce significativamente il numero di microrganismi e disattiva enzimi, a temperature relativamente ridotte. Pastorizzazione HP a T = 25-40°C. Sterilizzazione HP a T = 90 – 115°C.")
5
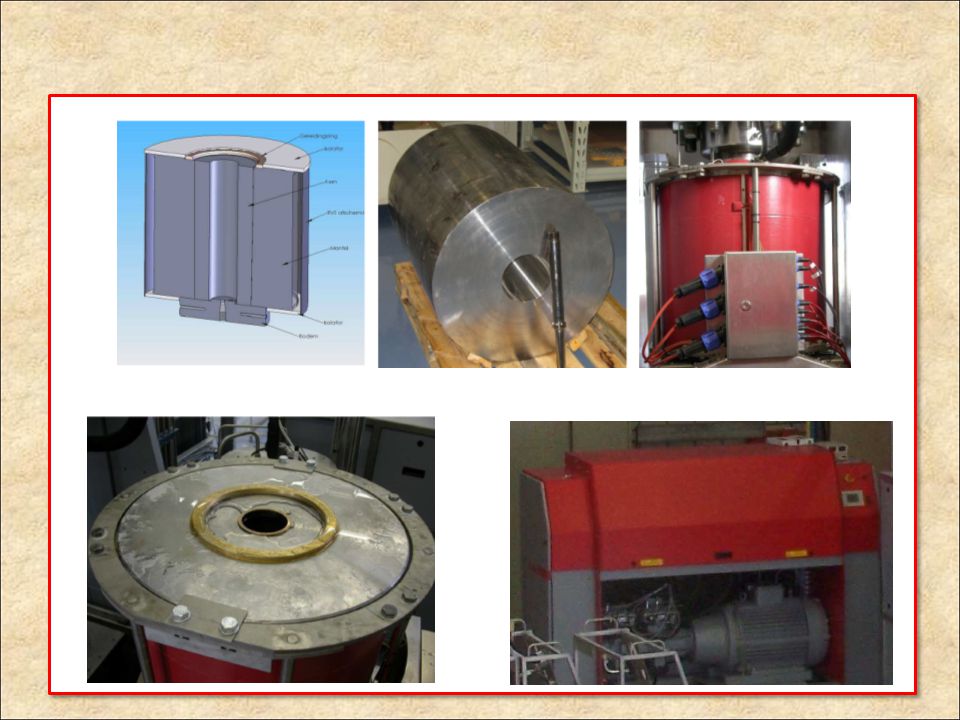
HPT: esempio di impianto pilota

7
HPT: profili di temporali di temperatura e pressione

8
HPT: requisiti degli imballaggi flessibili
I requisiti per l’utilizzo di imballaggi flessibili negli HPT sono una flessibilità sufficiente a resistere alle forze di compressione con una risposta reversibile, garantendo la tenuta delle saldature prevenendo al ricontaminazione degli alimenti. Idealmente, l’HPT non deve determinare alterazioni strutturali dell’imballaggio. Sono da preferirsi strutture resilienti. In generale strutture realizzate combinando film plastici con coating organici o con metalli non sono adeguate all’utilizzo. I cambiamenti indotti nel materiale dalle condizioni di pressione e temperatura non devono influenzare in modo significativo la proprietà di trasporto di massa (barriera, scalping, migrazione) e le altre proprietà funzionali.
 e le altre proprietà funzionali.")
9
HPT HPT: requisiti degli imballaggi flessibili
Proprietà prima del trattamento Proprietà dopo il trattamento HPT La struttura dell’imballaggio ed i materiali adottati nonché le condizioni di processo, devono essere selezionate in modo tale da evitare che l’HPT determini: Effetti meccanici (ad es. delaminazione, infragilimento) Instabilità dimensionali (i.e. fusione, ritiro, grinze) Fenomeni anomali di migrazione/scalping Perdita di trasparenza Alterazione delle proprietà barriera 9
 Instabilità dimensionali (i.e. fusione, ritiro, grinze) Fenomeni anomali di migrazione/scalping. Perdita di trasparenza. Alterazione delle proprietà barriera. 9.")
10
HPT: esempi di effetti indesiderati
LLDPE sterilizzato a 700 MPa e °C Evidenza di scalping PLA sterilizzato a 700 MPa e °C Idrolisi e cristallizzazione Mulistrato PET metallizzato LLDPE sterilizzato a 700 MPa e °C Delaminazione totale e demetallizzazione

11
HPT: compatibilità dei materiali
Possibili meccanismi che inducono effetti indesiderati Stati tensionali interlaminari in strutture multistrato: delaminazione Cambiamento di Tg and Tf con la pressione: infragilimento, instabilità dimensionale e perdita di trasparenza Cambiamenti strutturali chimico-fisici quali idrolisi, variazione di densità, cristallizzazione: infragilimento , perdita di trasparenza ed instabilità dimensionale Effetti sui coefficienti di partizione: anomalie nei processi di migrazione/scalping 11

12
Delaminazione in strutture multistrato (sterilizzazione HP)
PET/PPcast OPA/PPcast PA/PPcast 12

13
Strutture multistrato:
evidenze sperimentali di delaminazione – PET/PPcast PET/adesivo/PPcast dop sterilizzazione a 200 MPa: delaminazione localizzata

14
Strutture multistrato: film che non presentano
delaminazione – OPA/PPcast e PA/PPcast PAcast/ink/adesivo/PPcast sterilizzato a 500 MPa (alim.: carote solide) OPA/adesivo/PPcast sterilizzato a 200 MPa (alim. : carote solide) OPA/adesivo/PPcast sterilizzato a 700 MPa (alim. : carote solide)
 OPA/adesivo/PPcast. sterilizzato a 200 MPa. (alim. : carote solide) OPA/adesivo/PPcast. sterilizzato a 700 MPa. (alim. : carote solide)")
15
Strutture multistrato di delaminazione nei process HPT
Problematiche potenzialmente rilevanti nei fenomeni di delaminazione nei process HPT Differente comportamento dilatometrico tra i film componenti al variare di T Differenti valori dei moduli meccanici tra i film componenti Dipendenza dei moduli meccanici da T Dipendenza dei moduli meccanici e della Tg da P Dipendenza della resistenza dell’interfaccia/adesivo dalla T 15

16
Strutture multistrato: esempi di comportamento dilatometrico
PA/PP longitudinal OPA/PP longitudinal PET/PP longitudinal Non si verifica delaminazione per semplice imcremento di T a pressione atmosferica 16

17
Strutture multistrato: moduli a trazione dei materiali
T= 25°C, at 1 atm PET [12μm] OPA [15μm] PA [20μm] L T 45 2940 2750 2640 2240 2000 2350 660 780 785 PP [50μm] 380 870 810 460 300 770 690 435 345 790 470 T= 100°C, at 1 atm PET [12μm] OPA [15μm] PA [20μm] L T 45 2900 2700 1400 520 140 200 155 170 PP [50μm] 700 450 180 120 620 210 130 410 165 17

18
Strutture multistrato: dipendenza delle Tg dalla pressione
Pastorizzazione (25-40°C ) Sterilizzazione (90-115°C ) 200 MPa 500 MPa 700 MPa 200 Mpa 500 Mpa PP Gommoso PA Vetroso OPA PET Le risultanze sperimentali e l’interpretazione fisica delle possibili cause di cedimento del multistrato supportano l’ipotesi che le differenze osservate tra I vari multistrato in termini di comportamento di delaminazione possano essere ascritte principalmente alle differenze nel valore dei moduli dei due film accoppiati. 18
 Sterilizzazione (90-115°C ) 200 MPa. 500 MPa. 700 MPa. 200 Mpa. 500 Mpa. PP. Gommoso. PA. Vetroso. OPA. PET. Le risultanze sperimentali e l’interpretazione fisica delle possibili cause di cedimento del multistrato supportano l’ipotesi che le differenze osservate tra I vari multistrato in termini di comportamento di delaminazione possano essere ascritte principalmente alle differenze nel valore dei moduli dei due film accoppiati. 18.")
19
Strutture multistrato: analisi di sensibilità
Risultati analitici E’ stata effettuata un’analisi di sensibilità finalizzata a stimare la dipendenza degli sforzi di taglio interlaminari all’interfaccia tra i due film ai valori di specifici parametri geometrici e meccanici (ad es. rapporti tra moduli elastici e rapporti di spessori). M P water T = 25°C Possibili deformazioni flessionali infrangono la simmetria e determinano l’insorgere di sforzi di taglio nella direzione circonferenziale (nonchè sforzi radiali, longitudinali e circonferenziali all’interno di ciascuno dei due film), che sono estremamente sensibili a differenze dei moduli di Poisson e di Young. 19
. M. P. water. T = 25°C. Possibili deformazioni flessionali infrangono la simmetria e determinano l’insorgere di sforzi di taglio nella direzione circonferenziale (nonchè sforzi radiali, longitudinali e circonferenziali all’interno di ciascuno dei due film), che sono estremamente sensibili a differenze dei moduli di Poisson e di Young. 19.")
20
Strutture multistrato: analisi di sensibilità
Risultati analitici relativi a sforzi di taglio interlaminari in funzione dei moduli di Poisson Risultati analitici relativi a sforzi normali interfacciali in funzione dei moduli di Poisson Il campo tensionale illustrato viene amplificato dall’azione della pressione esterna portando al possibile collasso all’interfaccia dei film mulistrato. I risultati dell’analisi indicano che il livello più elevato di sforzi interfacciali deve attendersi per le strutture in PET/PPcast mentre quello più basso nel caso delle strutture PA/PPcast. 20

21
Strutture multistrato: analisi FEM
Risultati analisi FEM non lineare Packaging in PAcast/PPcast, OPA/PPcast, PET/PPcast contenenti acqua: L’obiettivo è quello di determinare la sensibilità dello stato tensionale all’incremento di pressione, nell’ipotesi di incompressibilità dell’acqua e di comportamento isotropo ed elastico non-lineare dei film componenti. Packaging in PET/PPcast contenenti acqua: L’obiettivo è quello di determinare gradienti di deformazione e la formazione di grinze e pieghe conseguenti alle elevate pressioni applicate ed alla deformabilità dell’acqua (equazione di Tait) tenendo conto di grandi spostamenti e di relazioni sforzo-deformazione non lineari. IPOTESI: Regime statico (non si tiene conto della possibile dipendenza dal tempo della risposta meccanica dei materiali) Assenza di accoppiamento con fenomeni termici e fluido-dinamici. 21
 tenendo conto di grandi spostamenti e di relazioni sforzo-deformazione non lineari. IPOTESI: Regime statico (non si tiene conto della possibile dipendenza dal tempo della risposta meccanica dei materiali) Assenza di accoppiamento con fenomeni termici e fluido-dinamici. 21.")
22
Strutture multistrato: analisi FEM
Meshing 22

23
Strutture multistrato: analisi FEM
1. Analisi FEM di sensibilità: sforzi di picco di Tresca 23

24
Strutture multistrato: analisi FEM
2. Analisi FEM degli spostamenti: sforzi massimi sulle superfici esterne (sinistra) ed interne (destra) Fenomeni di concentrazione degli sforzi si verificano nelle zone dove sono presenti le saldature. In tali zone si osservano i picchi negli sforzi di taglio, come pure microdeformazioni locali a flessione (vedi slide successiva). All’interfaccia tra i due film accoppiati, a causa della presenza di sforzi di taglio significativi distribuiti lungo specifiche direzioni, possono instaurarsi fenomeni di delaminazione. 24
 ed interne (destra) Fenomeni di concentrazione degli sforzi si verificano nelle zone dove sono presenti le saldature. In tali zone si osservano i picchi negli sforzi di taglio, come pure microdeformazioni locali a flessione (vedi slide successiva). All’interfaccia tra i due film accoppiati, a causa della presenza di sforzi di taglio significativi distribuiti lungo specifiche direzioni, possono instaurarsi fenomeni di delaminazione. 24.")
25
Strutture multistrato: analisi FEM
2. Analisi FEM degli spostamenti: paralleli al piano di simmetria (sinistra) e spostamenti totali (destra) Insorgono, come effetti localizzati, forti gradienti di deformazione in prossimità delle zone di saldatura. 25
 e spostamenti totali (destra) Insorgono, come effetti localizzati, forti gradienti di deformazione in prossimità delle zone di saldatura. 25.")
26
Strutture multistrato: analisi FEM
Deformazioni presenti nel film dopo HPT Risultati dell’analisi FEM in termini di sforzi equivalenti (valutati sulla superficie’ esterna’ dello strato interno, in PPcast) 26
 26.")
27
Strutture multistrato: analisi FEM
Similarità tra test sperimentali e simulazione FEM, in termini di concentrazione di regioni di delaminazione Evidenziazione di delaminazione localizzata conseguente al HPT 27

28
Strutture multistrato: analisi FEM
Similarità tra test sperimentali e simulazione FEM, in termini di concentrazione di regioni di delaminazione Evidenziazione di delaminazione localizzata conseguente al HPT 28

29
Strutture multistrato: analisi FEM
29

30
Strutture multistrato: analisi FEM
Modulo meccanico tangente di trazione T= 25°C, at 1 atm PET [12μm] OPA [15μm] PA [20μm] L T 45 2940 2750 2640 2240 2000 2350 660 780 785 PP [50μm] 380 1.32 1.15 0.20 300 1.60 0.45 345 1.30 1.34 0.35 Regola pratica: tale parametro deve essere il minore possibile al fine di evitare la delaminazione PET [12μm] OPA [15μm] PA [20μm] L T 45 2900 2700 1400 520 140 200 155 170 PP [50μm] 3.1 1.65 0.05 120 4.15 0.8 0.08 1.4 0.04 0.01 T= 100°C, at 1 atm 30

31
II. Cambiamenti di Tg e Tf con la pressione
31

32
Cambiamenti di Tg e Tf con la pressione
I cambiamenti di Tg e Tf possono determinare cambiamenti di cristallinità Tg Tf Curve a iso-velocità di cristallizzazione 700 Velocità di cristallizzazione Tg Tf 500 Pressure (MPa) 300 100 100 40 80 120 T (°C)
 T (°C)")
33
Cambiamenti di Tg e Tf con la pressione
PET

34
Cambiamenti di Tg e Tf con la pressione
PLA

35
Cambiamenti di Tg e Tf con la pressione
PP

36
Cambiamenti di Tg e Tf con la pressione
LLDPE

37
Film in PLA sottoposti ad HPT
III. Cambiamenti strutturali chimico-fisici: idrolisi, variazione di densità, cristallizzazione. Film in PLA sottoposti ad HPT 37

38
Cambiamento di densità di PLA dopo HPT
A causa dello stato vetroso del PLA, è possibile che le complesse storie temperatura-pressione imposte dai HPT promuovano un cambiamento di densità delle regioni amorfe del materiale. Tali cambiamenti di densità possono determinare variazioni delle proprietà barriera e meccaniche del PLA. In particolare, le variazioni di densità riflettono cambiamenti di volume libero del polimero che, a loro volta, influenzano la diffusività e la solubilità di sostanze a basso peso molecolare. Inoltre, i cambiamenti di densità hanno effetti rilevanti anche in termini di tenacità del polimero stesso. Con riferimento a tale fenomeno, i seguenti aspetti sono di particolare importanza: - Cambiamento della Tg con la pressione - Densification sub-Tg ad una velocità che dipende dalle storie di temperatura, pressione e dal valore della densità stessa . 38

39
Cambiamento di densità di PLA
Trattamento tipo pastorizzazione effettuato a 200 MPa su solo film in PLA in un apparato PVT: confronto tra dati sperimentali e previsioni del modello (linea blu continua) 39
 39.")
40
(*) Campione soggetto ad idrolisi e ricristallizzazione
Cambiamento di densità di PLA dopo HPT (*) Valori di densità misurata a pressione atmosferica e a T ambiente su film di PLA, utilizzati come packaging di acqua liquida, dopo trattamenti HP: confronto tra dati sperimentali e previsioni del modello. (*) Campione soggetto ad idrolisi e ricristallizzazione 40
 Valori di densità misurata a pressione atmosferica e a T ambiente su film di PLA, utilizzati come packaging di acqua liquida, dopo trattamenti HP: confronto tra dati sperimentali e previsioni del modello. (*) Campione soggetto ad idrolisi e ricristallizzazione. 40.")
41
Idrolisi e ri-cristallizzazione di PLA dopo sterilizzazione HP
41

42
IV. Effetti di HPT sui processi di migrazione
42

43
Fenomeni di migrazione nei nanocompositi a matrice biodegradabile

44
Fenomeni di migrazione nei nanocompositi a matrice biodegradabile

45
B. Trattamenti di sterilizzazione al plasma nel food packaging

47
Sterilizzazione al plasma
La sterilizzazione con plasma freddo a bassa pressione è una conveniente alternativa ai metodi tradizionali (alta T, sostanze chimiche e radiazioni) per materiali sensibili al calore garantendo anche una maggiore sicurezza senza impatto sulle caratteristiche organolettiche. Esso consente di rendere inattivi virus, batteri e spore eliminandone anche i residui dalla superficie. Se paragonato ai raggi gamma, il plasma determina minore degradazione ed alterazione morfologica del substrato. I vantaggi fondamentali sono: breve tempo di disattivazione (di batteri, endospore, virus, funghi) bassi carichi termici nessun utilizzo nè formazione di agenti dannosi o tossici proprietà inalterate del materiale da imballaggio
 per materiali sensibili al calore garantendo anche una maggiore sicurezza senza impatto sulle caratteristiche organolettiche. Esso consente di rendere inattivi virus, batteri e spore eliminandone anche i residui dalla superficie. Se paragonato ai raggi gamma, il plasma determina minore degradazione ed alterazione morfologica del substrato. I vantaggi fondamentali sono: breve tempo di disattivazione (di batteri, endospore, virus, funghi) bassi carichi termici. nessun utilizzo nè formazione di agenti dannosi o tossici. proprietà inalterate del materiale da imballaggio.")
48
Il plasma freddo per la sterilizzazione degli imballaggi: 4 fattori di disattivazione
Calore 2) Radiazioni UV 3) Particelle cariche 4) Specie reattive (O*, O2, O3, OH*, NO, NO2)
 Radiazioni UV. 3) Particelle cariche. 4) Specie reattive (O*, O2, O3, OH*, NO, NO2)")
49
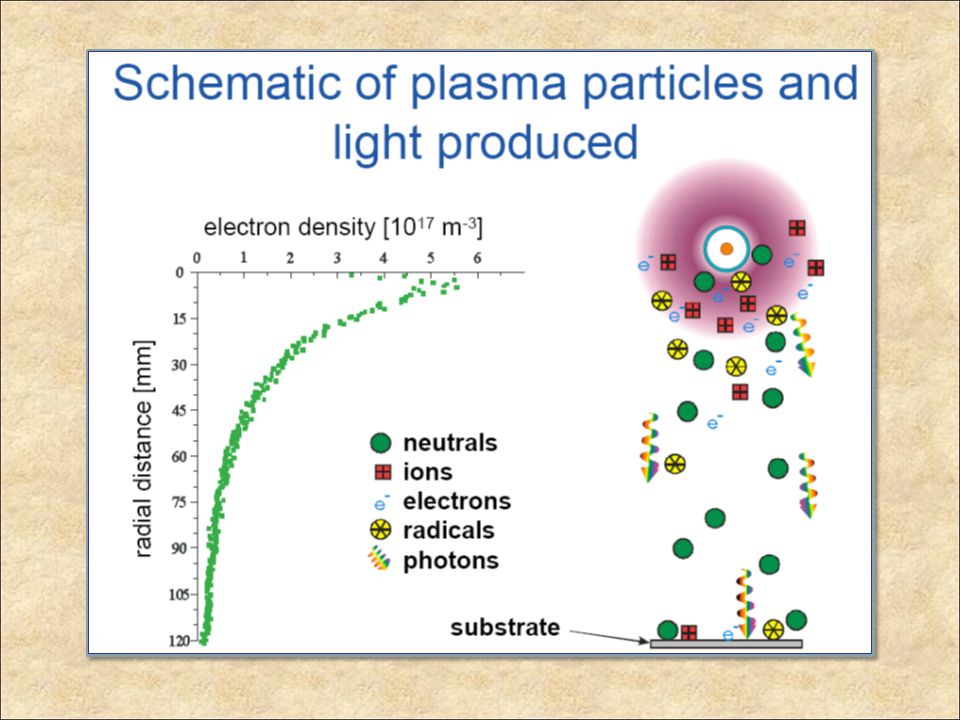
Effetti di specie chimiche e fotoni UV

50
Meccanismo di sterilizzazione con plasma freddo
Processi di disattivazione: Distruzione diretta del materiale genetico dei microrganismi per irraggiamento UV. Erosione dei microrganismi, atomo per atomo, attraverso foto-desorbimento ed etching ad opera di specie reattive. Bombardamento elettronico. 3 FASI: Distruzione per irraggiamento UV diretto del DNA dello strato superficiale di spore. Erosione delle spore disattivate e dei detriti che si trovano al di sopra di spore ancora vive. I fotoni UV distruggono in modo diretto il materiale genetico delle ultime spore vive che si trovano a contatto con il film.

51
Meccanismo di sterilizzazione con plasma freddo

52
Effetti di sterilizzazione di diversi gas

53
Conclusioni La pastorizzazione e la sterilizzazione ad alta pressione di alimenti confezioniati stanno emergendo come tecniche particolarmente efficaci che hanno effetti minimali sulle caratteristiche organolettiche e nutrizionali degli alimenti trattati. Le alte pressioni in gioco richiedono una selezione attenta dei materiali e delle strutture utilizzati per il confezionamento. La sterilizzazione al plasma è una valida alternativa ai metodi convenzionali che garantisce un minore insulto termico su materiali sensibili al calore ed è una tecnologia sicura e non tossica che non determina una significativa degradazione o alterazione morfologica del substrato. Regolando opportunemante i parametri di processo (tipo di gas, pressione, configurazione, frequenza, potenza) è possibile bilanciare gli effetti delle radiazioni UV e delle specie attive ottenendo migliori performances, minori costi e maggiore sicurezza dell’ambiente di lavoro.
 è possibile bilanciare gli effetti delle radiazioni UV e delle specie attive ottenendo migliori performances, minori costi e maggiore sicurezza dell’ambiente di lavoro.")
Presentazioni simili