Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
I materiali impiegati nelle strutture per l’acquacoltura
1. Caratteristiche generali dei materiali - in particolare: tossicità, degradabilità, corrosione, “biofouling”. 2. Requisiti dei materiali impiegati in acquacoltura vasche canalette gabbie condutture pompe impermeabilizzazioni 3. Materiali per le vasche e altri manufatti: calcestruzzi le materie plastiche metallizzazione, zincatura impermeabilizzazione altri materiali (vetro, legno, acciai)
")
2
Caratteristiche generali
I materiali impiegati per la realizzazione di attrezzature e strutture per l’acquacoltura devono dimostrare buoni requisiti in termini di: alta resistenza meccanica, non-tossicità, resistenza alla corrosione, agli agenti atmosferici, al biofouling, bassa scabrezza delle superfici basso costo, facile reperimento, leggerezza, facilità di trasporto, montaggio e riparazione, possibilità di riutilizzo.

3
Tossicità chimica La scelta dei materiali presenta maggiori problemi e limitazioni per l’acquacoltura marina, com’è facile intuire a causa dei sali disciolti nel mezzo. Tipo di materiale: i materiali possono rilasciare specifici ioni, composti chimici o sottoprodotti della corrosione della loro superficie. La velocità e la quantità di questi rilasci dipende fortemente dalle condizioni naturali e soprattutto da: temperatura pH velocità dell’acqua ossigeno disciolto Inoltre, l’eventuale rilascio di composti è generalmente molto veloce nei materiali nuovi e nello stesso materiale si riduce con l’andar del tempo.

4
Tossicità acuta e cronica
Effetti della tossicità La tossicità non è solo specie-specifica, ma è anche funzione, del ceppo genetico, dell’età, dello stato sanitario degli organismi, ed infine delle condizioni ambientali globali. Tossicità acuta e cronica Ovviamente, poi, l’effetto di tossicità dipende dalla concentrazione dei composti tossici: ad alti livelli gli effetti sono letali, mentre a bassi livelli si possono manifestare con ritardi di crescita, maggior suscettibilità a malattie, cannibalismo e riduzione del tasso di sopravvivenza. Questi sintomi possono essere non manifestamente evidenti e quindi una diagnosi di eventuale tossicità può essere difficile o tardiva.

5
Tuttavia, anche se il fenomeno della tossicità è un argomento di estrema importanza, esiste una certa carenza di sistematiche informazioni scientifiche. I dati di tossicità diretta dovuta alla presenza di particolari materiali costruttivi sono assai carenti e quello che esiste risulta a volte contraddittorio. La maggior parte dei dati sperimentali sono ottenuti da prove di breve durata svolte su fitoplancton marino, anche se può essere discutibile il fatto che il fitoplancton possa essere più sensibile di molte forme larvali di pesci comunemente allevati.

6
Effetto di diversi materiali su colture algali
a, b, c, d, e, f, g = fonti bibliografiche diverse. Da: Wheaton, 2000

7
Norme generali per evitare o ridurre gli effetti di tossicità
I materiali che manifestano gli effetti più negativi dovrebbero essere evitati (es. materiali a base di gomma sintetica, neoprene, PVC normale, ecc.). Effettuare alcuni test preliminari prolungati con un campione del materiale immerso in una piccola vasca insieme ad alcuni individui della specie che si intende allevare, controllando l’eventuale comparsa di effetti indesiderati. Una buona pratica è quella di effettuare prolungati risciacqui delle vasche o delle condotte nuove prima di adibirle agli scopi di allevamento. Molto spesso, infatti, la tossicità del materiale si manifesta in funzione della sua età (è più elevata nel materiale nuovo); questo potrebbe essere dovuto a: rimozione da parte dell’acqua di pellicole superficiali che spesso caratterizzano il processo di produzione del materiale e che contengono i composti tossici, rilascio graduale di eventuali solventi impiegati nella produzione del materiale.
. Effettuare alcuni test preliminari prolungati con un campione del materiale immerso in una piccola vasca insieme ad alcuni individui della specie che si intende allevare, controllando l’eventuale comparsa di effetti indesiderati. Una buona pratica è quella di effettuare prolungati risciacqui delle vasche o delle condotte nuove prima di adibirle agli scopi di allevamento. Molto spesso, infatti, la tossicità del materiale si manifesta in funzione della sua età (è più elevata nel materiale nuovo); questo potrebbe essere dovuto a: rimozione da parte dell’acqua di pellicole superficiali che spesso caratterizzano il processo di produzione del materiale e che contengono i composti tossici, rilascio graduale di eventuali solventi impiegati nella produzione del materiale.")
8
Degradazione chimica, fisica e biologica
Cause chimiche Molti materiali immersi nell’acqua, soprattutto nell’acqua marina, modificano le proprie caratteristiche a causa di corrosione o dissoluzione da parte dei sali disciolti. Cause fisiche Vi possono essere cause fisiche di indebolimento del materiale, ad esempio da parte del flusso dell’acqua che trascinando con sé particelle sospese può provocare abrasioni lungo le pareti delle condotte o sulla superficie interna delle vasche. Cause biologiche Molti materiali vengono facilmente “aggrediti” da microrganismi o organismi superiori che li degradano ed indeboliscono (colonizzazione biologica o biofouling).
.")
9
- presenza di catalizzatori, - livello di ossigeno disciolto,
La corrosione chimica dei metalli Le reazioni chimiche tra l’acqua di coltura e i materiali costruttivi sono una seria problematica in tutte le attività acquacolturali, ma sono più sensibili nei sistemi marini. Le reazioni chimiche, infatti, possono causare un deterioramento accelerato dei materiali e/o la contaminazione dell’acqua con composti chimici indesiderati. Principali fattori che possono influenzare la reazione chimica: - fattori ambientali (temperatura, luce, caratteristiche dell’aria), - presenza di catalizzatori, - livello di ossigeno disciolto, - movimento dell’acqua.
, - presenza di catalizzatori, - livello di ossigeno disciolto, - movimento dell’acqua.")
10
Arrugginimento L’“arruginimento” dei materiali metallici deriva da reazioni elettrochimiche che si verificano nelle superfici umide esposte all’aria, con formazione di ossidi. Nella maggior parte dei metalli, l’ossidazione interessa solo lo strato superficiale del metallo ed in un certo senso “protegge” dalle reazioni gli strati più interni. Negli acciai, invece, l’ossidazione procede anche negli strati più profondi e può comportare seri problemi di degradazione.

11
Corrosione galvanica Due materiali conduttori tra loro connessi elettricamente ed immersi in acqua marina costituiscono un sistema “galvanico” (una pila). Il fenomeno della corrosione galvanica si manifesta tra due materiali in funzione di: - posizione reciproca dei materiali nella scala dei potenziali elettrici - condizioni ambientali presenti (es. acqua stagnante) - superficie relativa esposta di anodo e catodo Osservando la scala dei potenziali elettrici, il materiale che presenta un potenziale elettrico più negativo si comporta da anodo e tende alla corrosione.
. Il fenomeno della corrosione galvanica si manifesta tra due materiali in funzione di: - posizione reciproca dei materiali nella scala dei potenziali elettrici. - condizioni ambientali presenti (es. acqua stagnante) - superficie relativa esposta di anodo e catodo. Osservando la scala dei potenziali elettrici, il materiale che presenta un potenziale elettrico più negativo si comporta da anodo e tende alla corrosione.")
12
Potenziale elettrico di diversi materiali in acqua salata.
I valori sono rappresentati con un range di variabilità che copre la variabilità che si può manifestare nei sistemi acquacolturali. In qualsiasi combinazione di due materiali, quello che si trova alla destra tenderà alla corrosione. Quando i range di variabilità si sovrappongono, non è possibile prevedere quale dei due materiali evidenzierà la corrosione. Gli acciai inossidabili (stainless steel) presentano un doppio range di valori: quello più a destra è detto “stato attivo” e si presenta in condizioni di acqua stagnante e porta a corrosione particolarmente rapida. Questo aspetto spiega perché un acciaio inossidabile, dopo aver manifestato ottima durabilità per molti anni, possa corrodere improvvisamente e rapidamente. E’ per esempio questo il caso delle pompe che vengono riattivate dopo lungo periodo di inattività. Anodi, corrosione Catodi, stabilità
 presentano un doppio range di valori: quello più a destra è detto stato attivo e si presenta in condizioni di acqua stagnante e porta a corrosione particolarmente rapida. Questo aspetto spiega perché un acciaio inossidabile, dopo aver manifestato ottima durabilità per molti anni, possa corrodere improvvisamente e rapidamente. E’ per esempio questo il caso delle pompe che vengono riattivate dopo lungo periodo di inattività. Anodi, corrosione. Catodi, stabilità.")
13
Un altro importante fattore che influenza la velocità di corrosione è la superficie relativa esposta di anodo e catodo. La velocità di corrosione risulta proporzionale al rapporto di superficie catodo/anodo: se la superficie del catodo aumenta di un fattore X, la velocità di corrosione all’anodo aumenterà di un corrispondente fattore X. Questo aspetto è particolarmente importante nella progettazione e scelta dei componenti più piccoli di strutture ed attrezzature (es. bulloni, giunti, saldature, alberi motore, guarnizioni, ecc.). In particolare, le parti critiche di un’attrezzatura (es. l’albero di una pompa) di dimensioni inferiori dovrebbero essere costruite in modo da fungere da catodo e le le parti meno critiche (es. l’intero corpo pompa), da anodo.
. In particolare, le parti critiche di un’attrezzatura (es. l’albero di una pompa) di dimensioni inferiori dovrebbero essere costruite in modo da fungere da catodo e le le parti meno critiche (es. l’intero corpo pompa), da anodo.")
14
Biofouling Molti organismi acquatici durante il loro periodo di vita sessile, hanno bisogno di aderire ad un supporto solido, che nel caso di un sistema acquacolturale può essere una vasca, una pompa, una condotta, ecc. Questi organismi sviluppano colonie più o meno consistenti, e con diversa velocità di accrescimento in funzione della specie, del materiale di supporto e delle condizioni ambientali (in primo luogo della velocità dell’acqua). Adesione di Enteromorpha sp. Colonizzazione di Pseudomonas su acciaio
. Adesione di Enteromorpha sp. Colonizzazione di Pseudomonas su acciaio.")
15
Gli effetti negativi conseguenti al biofouling
Reti o gabbie galleggianti Aumento della massa volumica, diminuzione della galleggiabilità, riduzione del ricambio idrico con conseguente riduzione del livello di ossigeno disciolto, accumulo di deiezioni ed in definitiva drastica riduzione del carico animale sopportabile. Tubazioni o pompe Rallentamento del flusso idrico ed aumento delle perdite di carico del sistema idraulico, fino al blocco per completa ostruzione. Vasche di allevamento Riduzione del volume utile di allevamento e diminuzione del livello di ossigeno disciolto.

16
Chimico (impiego di cloro, ozono, ecc.)
Gli effetti descritti, in definitiva, si traducono in: diminuzione del peso vivo allevabile con conseguente calo di produzione, aumento della spesa energetica totale, in seguito all’aumento delle perdite di carico e allo spreco eventuale di ossigeno o mangime. Tecniche di controllo del biofouling Il controllo del fenomeno del biofouling può avvenire con metodi di tipo: Chimico (impiego di cloro, ozono, ecc.) Meccanico (flussaggio, raschiamento, ecc.) Fisico (ultravioletti) Termico (variazione temperatura) Costruttivo (scelta materiali, velocità dell’acqua, doppio flussa d’acqua)
 Meccanico (flussaggio, raschiamento, ecc.) Fisico (ultravioletti) Termico (variazione temperatura) Costruttivo (scelta materiali, velocità dell’acqua, doppio flussa d’acqua)")
17
Trattamenti chimici anti-fouling
I prodotti chimici impiegati, naturalmente, devono essere non tossici per la specie allevata. Generalmente si effettua clorazione o si impiega ozono. • Trattamento continuo: utilizzo continuo di prodotto chimico antifouling a basse concentrazioni • Trattamento intermittente: prodotti ad alte concentrazioni per brevi periodi ed ampi intervalli di non-trattamento. In questo modo si può prevedere di effettuare un eventuale trattamento in assenza di animali, per evitare fenomeni di tossicità. Una importante problematica è legata al fatto che il prodotto chimico impiegato può essere letale per l’organismo colonizzante ed essere sicuro per il pesce allevato, ma viene comunque assorbito ed il pesce può divenire non idoneo al consumo umano.

18
Trattamenti meccanici anti-fouling
Impiego di attrezzature raschianti La rimozione meccanica è possibile in vasche o tubazioni con vari tipi di raschiatori, ma l’effettiva applicazione pratica di questi metodi è limitata, per l’elevata richiesta di manodopera e per la difficoltà di raggiungere tutte le superfici effettivamente interessate. Impiego di materiali flussati con l’acqua un sistema meccanizzabile ed automatizzabile prevede il flussaggio di sfere plastiche lungo le tubazioni, in modo da distaccare il film biologico nella parete interna delle tubazioni e farlo fluire assieme all’acqua. Questo sistema presenta gli svantaggi di richiedere velocità del flusso d’acqua piuttosto elevate e di evidenziare spesso sensibili danneggiamenti all’alimento biologico distribuito in sospensione nell’acqua.

19
Trattamenti termici anti-fouling
Instaurare un livello di temperatura elevato e letale per l’organismo colonizzante. L’impiego di questi metodi è assai limitato perché non è frequente trovare una specie allevata che abbia una soglia letale termica superiore a quella dell’organismo colonizzante, a meno di non effettuare il trattamento ad alta temperatura per intervalli di tempo brevi, in assenza del pesce allevato. Ulteriore svantaggio: elevati costi energetici per il riscaldamento dell’acqua. Trattamenti UV anti-fouling Circolazione dell’acqua in strato sottile in sistemi di lampade per il trattamento UV. Spesso l’efficacia del trattamento non è completa e gli organismi che sopravvivono contaminano comunque l’acqua di allevamento. Il metodo non è applicabile se nell’acqua viene distribuito il mangime vivo.

20
Interventi gestionali anti-fouling: variazione della velocità dell’acqua
Se la velocità dell’acqua è oltre un certo limite, molti organismi che provocano biofouling non sono in grado di aderire saldamente alle superfici. Questo metodo è facilmente applicabile in tubazioni e canalette di movimentazione dell’acqua, nelle quali per incrementare la velocità è sufficiente diminuirne la sezione. Non è applicabile, invece, in vasche o strutture di grandi dimensioni, nelle quali, data l’ampia sezione, mantenere un’elevata velocità dell’acqua significherebbe avere portate d’acqua eccessive. Inoltre, deve essere considerato che un incremento della velocità dell’acqua nelle strutture di allevamento si traduce spesso in un maggior affaticamento del pesce che porta ad un peggioramento dell’indice di conversione alimentare.

21
Interventi costruttivi anti-fouling: tecnica del doppio circuito, fasi di asciutta, anaerobiosi
In fase progettuale può essere previsto un doppio sistema di scorrimento dell’acqua, in modo che, alternativamente, uno dei due sistemi idraulici possa essere mantenuto asciutto oppure completamente chiuso. La mancanza di acqua o l’anaerobiosi comportano la rapida morte degli organismi colonizzanti le superfici. I vantaggi ulteriori sono che il metodo è pollution-free e che la presenza di un doppio sistema di circolazione dell’acqua sarebbe comunque consigliabile per far fronte ad eventuali situazioni di emergenza. Lo svantaggio, tuttavia, è l’elevato costo legato alla doppia installazione, in certe situazioni veramente proibitivo. Interventi costruttivi: impiego di materiali anti-fouling Alcuni materiali hanno elevata resistenza alla colonizzazione biologica. E’ il caso, per esempio, di leghe di rame (es. rame/nichel) o degli acciai galvanizzati dotati di barriere anti-corrosione.
 o degli acciai galvanizzati dotati di barriere anti-corrosione.")
22
Tabella: principali sistemi di controllo del biofouling e loro caratteristiche

23
Tabella (continua): principali sistemi di controllo del biofouling e loro caratteristiche
: principali sistemi di controllo del biofouling e loro caratteristiche")
24
Requisiti dei materiali per i diversi impieghi
Tipo di struttura o attrezzatura Requisiti del materiale Materiali possibili VASCHE superfici lisce vari materiali non-tossicità calcestruzzo durata materiali plastici facilità di trasporto, pulizia vetroresina resistenza alla corrosione legno metalli CANALETTE superfici scabre calcestruzzo RACEWAY durata blocchi calcestruzzo resistenza all’erosione terra facilità di pulizia come per le vasche CONDUTTURE resistenza (agenti, corrosione) cemento - ghisa leggerezza acciaio facilità montaggio-riparazione vetroresina non-tossicità materiali plastici
 cemento - ghisa. leggerezza acciaio. facilità montaggio-riparazione vetroresina. non-tossicità materiali plastici.")
25
Tipo di struttura o attrezzatura. Requisiti del materiale
Tipo di struttura o attrezzatura Requisiti del materiale Materiali possibili RIVESTIMENTO impermeabilità vernici IMPERMEABILIZAZZIONE durata materiali plastici resistenza rotture, agenti, UV guaine bituminose adattabilità non-tossicità POMPE resistenza corrosione chimica metalli superfici lisce materiali plastici VAGLI durata acciaio non-tossicità materiali plastici GABBIE, RETI resistenza UV materiali plastici resistenza strappo leggerezza peso specifico facilità saldatura

26
Il calcestruzzo Il calcestruzzo è un conglomerato artificiale, cioè un impasto intimo ed omogeneo di: - malta di calce o cementizia (cemento + acqua + sabbia) - inerte (ghiaia, pietrisco, argilla espansa, ecc.) Non ha una forma propria, ma la assume di volta in volta a seconda delle esigenze: - calcestruzzo in getto (formato in opera mediante appositi stampi, o casseforme), - pre-formato (pietra artificiale) ed usato come normali blocchi da costruzione, - pre-fabbricato (unità modulari costruite in stabilimento ed assemblate sul posto).
 - inerte (ghiaia, pietrisco, argilla espansa, ecc.) Non ha una forma propria, ma la assume di volta in volta a seconda delle esigenze: - calcestruzzo in getto (formato in opera mediante appositi stampi, o casseforme), - pre-formato (pietra artificiale) ed usato come normali blocchi da costruzione, - pre-fabbricato (unità modulari costruite in stabilimento ed assemblate sul posto).")
27
Il tipo di inerte impiegato conferisce al calcestruzzo caratteristiche diverse in particolare per quanto riguarda la massa volumica, che nel calcestruzzo normale è mediamente 2,4 t/m3. Il rapporto acqua/cemento, che varia normalmente da 0,3 a 0,6 l/kg, permette di ottenere calcestruzzi da fluidi ad asciutti, caratterizzati da diverso grado di resistenza statica (da 350 a 600 kg/cm2).
.")
28
Caratteristiche del calcestruzzo
Resistenza La caratteristica più spiccata dei calcestruzzi è l’elevata resistenza a compressione e la limitata resistenza a trazione e taglio, anche se per la verità queste variano entro limiti piuttosto ampi a seconda della qualità degli inerti e dal dosaggio dei componenti.

29
Caratteristiche isolanti
La conduttività termica dei calcestruzzi risulta circa uguale a quella della roccia naturale, ma anche questa caratteristica varia notevolmente con i componenti impiegati e le modalità di esecuzione. Il potere isolante è maggiore nei calcestruzzi porosi o cellulari, che imprigionano nell’impasto una certa quantità di bolle d’aria. Resistenza al gelo I calcestruzzi sono particolarmente sensibili al gelo solo durante le fasi di getto e di prima stagionatura dell’impasto, quando è presente elevata umidità. Usura La resistenza all’usura dipende essenzialmente dal tipo di inerte impiegato (ma quasi sempre è superiore a quella del materiale dal solo), dalla riduzione del rapporto acqua/cemento e da un prolungato periodo di stagionatura.
, dalla riduzione del rapporto acqua/cemento e da un prolungato periodo di stagionatura.")
30
Resistenza agli aggressivi chimici
Il calcestruzzo normale ha una resistenza piuttosto limitata agli aggressivi chimici. Per accrescere tale resistenza è necessario eseguire getti molto compatti, curando che la massa durante la stagionatura non presenti un forte ritiro per evitare fessurazioni entro le quali potrebbero penetrare liquidi o gas. Permeabilità Ovviamente la impermeabilità deve essere un requisito indispensabile delle strutture in calcestruzzo per l’acquacoltura. I calcestruzzi sono tanto meno permeabili quanto più sono compatti (basso tenore di acqua, giusto rapporto volumetrico dei componenti), ricchi di legante idraulico e stagionati all’umido. In particolare i calcestruzzi “pozzolanici”, ottenuti con una malta di cemento e pozzolana, un materiale fino di origine vulcanica, oggi anche artificiale, dalle ottime caratteristiche leganti e che quindi determina ottime caratteristiche idrauliche.
, ricchi di legante idraulico e stagionati all’umido. In particolare i calcestruzzi pozzolanici , ottenuti con una malta di cemento e pozzolana, un materiale fino di origine vulcanica, oggi anche artificiale, dalle ottime caratteristiche leganti e che quindi determina ottime caratteristiche idrauliche.")
31
Il calcestruzzo armato
Per cemento armato si intende un calcestruzzo di cemento gettato in casseri entro cui sono disposte barre tonde di acciaio (“armatura metallica”) atte a conferirgli, ad indurimento avvenuto, la capacità di resistere a sollecitazioni di trazione, oltre a quelle alla compressione proprie del calcestruzzo, e dando così alla massa proprietà elastiche. Si distinguono 2 tipi di cemento armato: “cemento armato normale”, più brevemente “c.a.” in cui l’armatura metallica è immessa nella cassaforma al momento del getto senza essere sottoposta ad alcuno sforzo preventivo e quindi è inerte dal punto di vista statico, “cemento armato precompresso”, più brevemente “c.a.p.) in cui l’armatura metallica è preventivamente tesa, cioè preventivamente sottoposta ad una sollecitazione di tipo contrario rispetto a quella che si prevede abbia nella struttura finale. In questo caso si parla sempre di prefabbricazione (i moduli sono costruiti in stabilimento e sul posto solo assemblati). La precompressione migliora notevolmente le caratteristiche statiche dell’elemento prefabbricato, tanto a richiedere, a parità di carichi esterni, sezioni pari a circa la metà di quelle richieste dal c.a. normale.
 atte a conferirgli, ad indurimento avvenuto, la capacità di resistere a sollecitazioni di trazione, oltre a quelle alla compressione proprie del calcestruzzo, e dando così alla massa proprietà elastiche. Si distinguono 2 tipi di cemento armato: cemento armato normale , più brevemente c.a. in cui l’armatura metallica è immessa nella cassaforma al momento del getto senza essere sottoposta ad alcuno sforzo preventivo e quindi è inerte dal punto di vista statico, cemento armato precompresso , più brevemente c.a.p.) in cui l’armatura metallica è preventivamente tesa, cioè preventivamente sottoposta ad una sollecitazione di tipo contrario rispetto a quella che si prevede abbia nella struttura finale. In questo caso si parla sempre di prefabbricazione (i moduli sono costruiti in stabilimento e sul posto solo assemblati). La precompressione migliora notevolmente le caratteristiche statiche dell’elemento prefabbricato, tanto a richiedere, a parità di carichi esterni, sezioni pari a circa la metà di quelle richieste dal c.a. normale.")
32
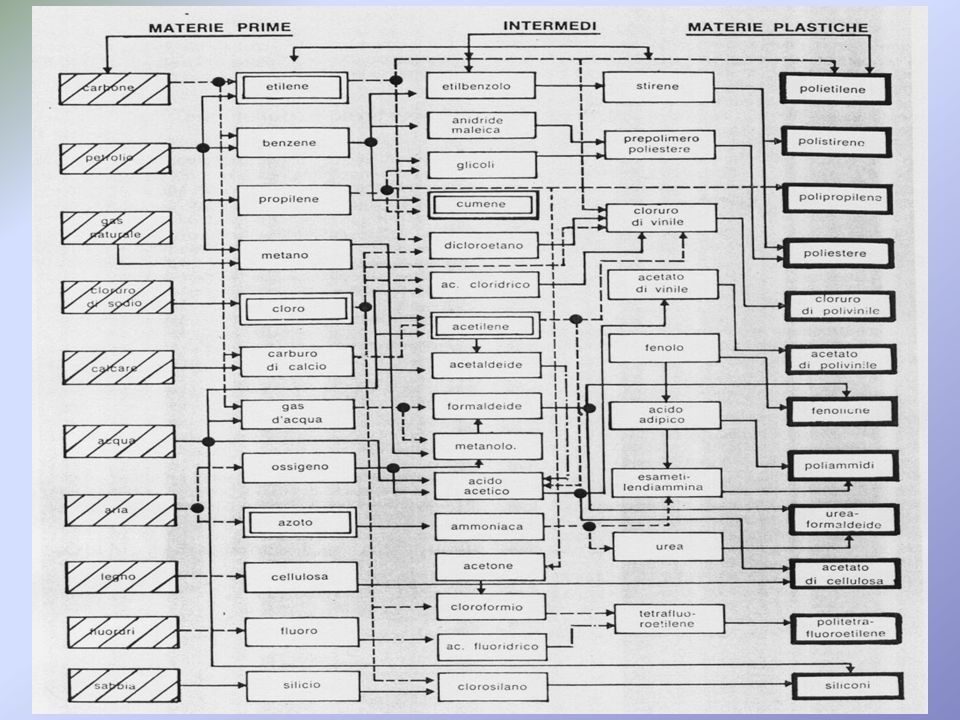
Le materie plastiche Per materie plastiche si intendono tutti quei composti sintetici di natura organica, ottenuti per via chimica, che presentano, appunto, elevate proprietà plastiche. La proprietà plastica di un materiale è la sua capacità di deformarsi sotto l’azione di forze esterne e di mantenere stabilmente la forma acquisita. Le materie plastiche sono sostanze formate da una o più molecole uguali di grande dimensione (“macromolecole”, “monomeri”), organizzate in catene stabili e più o meno lunghe (“polimeri”, “alti polimeri”, “megameri”).
, organizzate in catene stabili e più o meno lunghe ( polimeri , alti polimeri , megameri ).")
34
Termoplastiche: prodotte termicamente senza modificare la struttura, possono essere nuovamente fuse. Termoindurenti: prodotte termicamente modificando la struttura, non sono più ulteriormente modificabili.

36
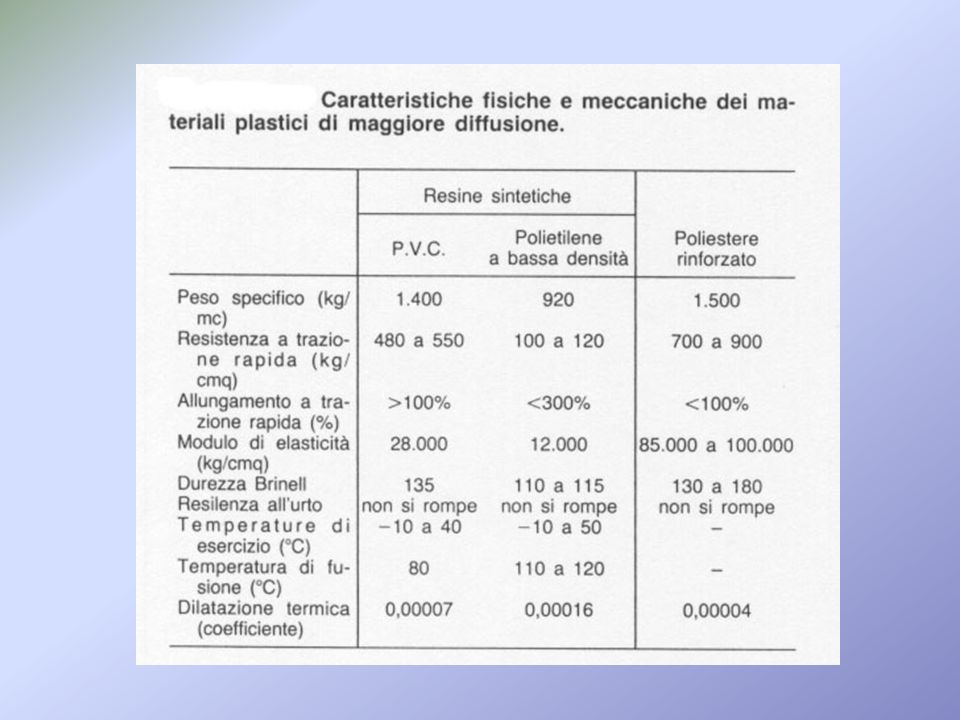
Caratteristiche meccaniche delle materie plastiche

38
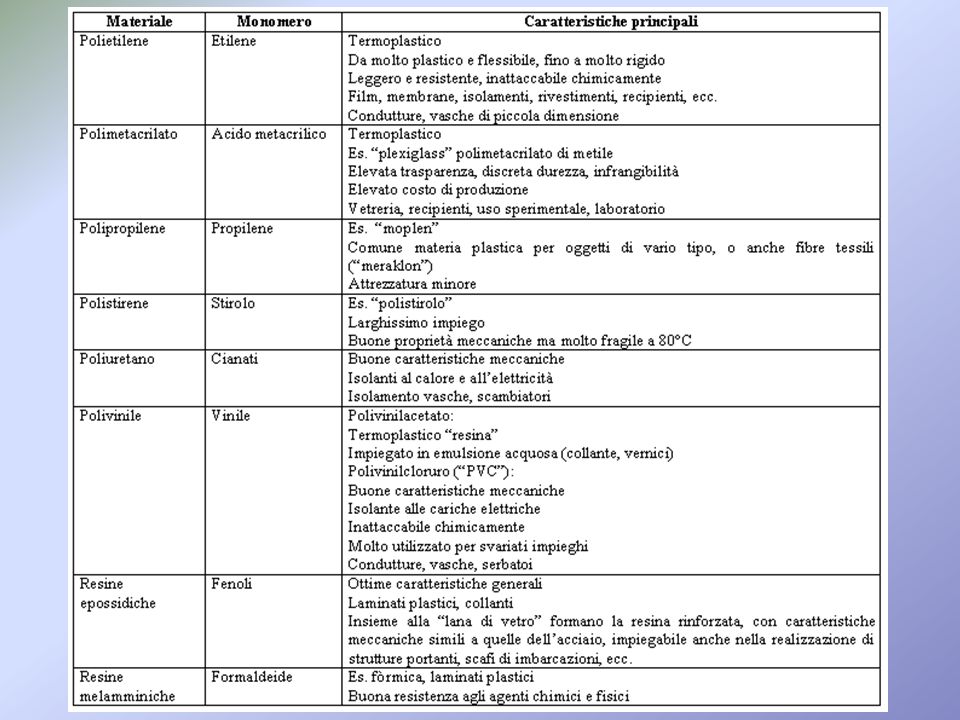
Materiale Monomero Caratteristiche principali Polietilene Etilene Termoplastico Da molto plastico e flessibile, fino a molto rigido Leggero e resistente, inattaccabile chimicamente Film, membrane, isolamenti, rivestimenti, recipienti, ecc. Condutture, vasche di piccola dimensione Polimetacrilato Acido metacrilico Termoplastico Es. “plexiglass” polimetacrilato di metile Elevata trasparenza, discreta durezza, infrangibilità Elevato costo di produzione Vetreria, recipienti, uso sperimentale, laboratorio

39
Materiale Monomero Caratteristiche principali Polipropilene Propilene Es. “moplen” Comune materia plastica per oggetti di vario tipo, o anche fibre tessili (“meraklon”) Attrezzatura minore Polistirene Stirolo Es. “polistirolo” Larghissimo impiego Buone proprietà meccaniche ma molto fragile a 80°C Poliuretano Cianati Buone caratteristiche meccaniche Isolanti al calore e all’elettricità Isolamento vasche, scambiatori
 Attrezzatura minore. Polistirene. Stirolo. Es. polistirolo Larghissimo impiego. Buone proprietà meccaniche ma molto fragile a 80°C. Poliuretano. Cianati. Buone caratteristiche meccaniche. Isolanti al calore e all’elettricità. Isolamento vasche, scambiatori.")
40
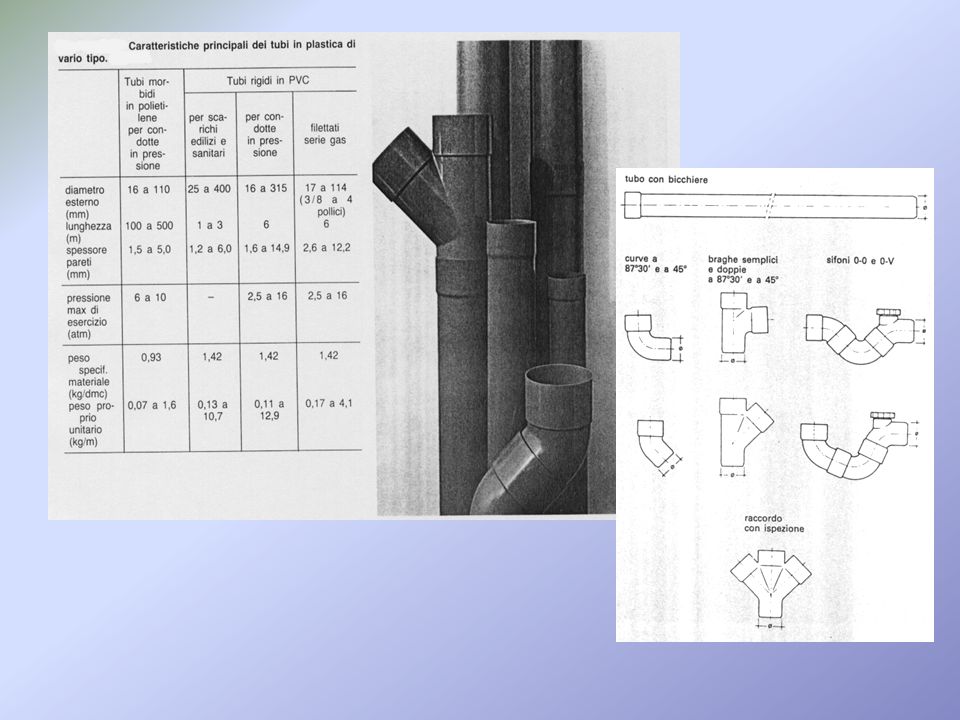
Materiale Monomero Caratteristiche principali Polivinile Vinile Polivinilacetato: Termoplastico “resina” Impiegato in emulsione acquosa (collante, vernici) Polivinilcloruro (“PVC”): Buone caratteristiche meccaniche Isolante alle cariche elettriche Inattaccabile chimicamente Molto utilizzato per svariati impieghi Condutture, vasche, serbatoi
 Polivinilcloruro ( PVC ): Buone caratteristiche meccaniche. Isolante alle cariche elettriche. Inattaccabile chimicamente. Molto utilizzato per svariati impieghi. Condutture, vasche, serbatoi.")
42
Ottime caratteristiche generali Laminati plastici, collanti
Resine epossidiche Fenoli Ottime caratteristiche generali Laminati plastici, collanti Insieme alla “lana di vetro” formano la resina rinforzata, con caratteristiche meccaniche simili a quelle dell’acciaio, impiegabile anche nella realizzazione di strutture portanti, scafi di imbarcazioni, ecc. La lana di vetro è un materiale costituito da ammassi fibrosi,simili ad ovatta, ottenuti per azione di violenti getti d’aria su colate di vetro o di materiale roccioso fuso ( in quest’ultimo caso essa prende il nome di “lana di roccia”). Le fibre che la costituiscono sono piuttosto grossolane ed hanno lunghezza e diametro variabili a seconda delle tecniche di produzione utilizzate. La semplicità del processo di realizzazione , il basso costo delle materie prime e le particolari proprietà di cui è dotata ( bassa conduttività termica,capacità di catturare l’aria negli interstizi tra fibra e fibra ) fanno della lana di vetro un materiale molto usato come isolante termico o termo-acustico in edilizia ed in altre applicazioni industriali. Resine melamminiche Formaldeide Es. fòrmica, laminati plastici Buona resistenza agli agenti chimici e fisici
. Le fibre che la costituiscono sono piuttosto grossolane ed hanno lunghezza e diametro variabili a seconda delle tecniche di produzione utilizzate. La semplicità del processo di realizzazione , il basso costo delle materie prime e le particolari proprietà di cui è dotata ( bassa conduttività termica,capacità di catturare l’aria negli interstizi tra fibra e fibra ) fanno della lana di vetro un materiale molto usato come isolante termico o termo-acustico in edilizia ed in altre applicazioni industriali. Resine melamminiche. Formaldeide. Es. fòrmica, laminati plastici. Buona resistenza agli agenti chimici e fisici.")
43
Gli impermeabilizzanti
Il passaggio di acqua attraverso una superficie è tanto più accentuato quanto il materiale è poroso e “a pori aperti”, cioè comunicanti tra loro. Sono intesi come materiali impermeabilizzanti quelli che hanno una struttura omogenea e compatta e che sono costituiti da sostanze idrorepellenti. Lo scopo dei materiali impermeabilizzanti è quello di chiudere i pori del materiale che viene trattato. L’impermeabilizzazione può avvenire per: imbibizione della superficie (con bagno in liquidi idrorepellenti) iniezione (con resine epossidiche) spalmatura (con bitumi o asfalti) rivestimento (con l’adesione di teli, manti, guaine)
 iniezione (con resine epossidiche) spalmatura (con bitumi o asfalti) rivestimento (con l’adesione di teli, manti, guaine)")
44
Composizione e caratteristiche di alcune vernici impermeabilizzanti e anticorrosive

45
Caratteristiche dei materiali di rivestimento (“GEOMEMBRANE”)
- Grande resistenza al punzonamento e alle radici - Completamente insensibile ai raggi U.V. - Grande elasticità - Dimensionalmente stabile - Chimicamente inerte - Teli di grandi dimensioni (fino a 930 m²) - Mantiene nel tempo le sue caratteristiche originali - Facile applicazione su calcestruzzo e altri supporti - Basso coefficiente di dilatazione termica - Compatibile con la flora e la fauna acquatica
 - Mantiene nel tempo le sue caratteristiche originali. - Facile applicazione su calcestruzzo e altri supporti. - Basso coefficiente di dilatazione termica. - Compatibile con la flora e la fauna acquatica.")
46
Tipi di “geomembrane”, “geotessili”, “gomme sintetiche”
PE, HDPE Poli Etilene, Poli Etilene ad Alta Densità PP Poli Propilene EPDM Etilene Propilene Diene (elastomero o gomma sintetica)
")
47
Esempi di realizzazioni di rivestimenti in geomembrane (EPDM)
")
48
I metalli Ghisa Vantaggi: elevata resistenza alla compressione, non risente di corrosione. Utilizzata per tubazioni, condutture, elementi radianti, caldaie. Svantaggi: bassa resistenza a trazione, elevata fragilità, non saldabilità. Acciaio Vantaggi: materiale economico per realizzare supporti strutturali, per esempio per le vasche. Facilità di lavorazione, montaggio, trasporto. Va molto bene per l’acqua dolce, con appropriati rivestimenti ha lunga durata anche nell’acqua salata. Svantaggi: in situazioni marine il costo viene accresciuto dalla necessità di adeguati rivestimenti. Peso elevato. Suscettibilità alla ruggine, corrosione. Acciaio inossidabile Vantaggi: va molto bene in acqua dolce, abbastanza bene in acqua salata. Molto adatto per superfici vaglianti, sistemi di filtratura. Facilità di pulizia. Svantaggi: è costoso. Non proponibile per larga scala.

49
La GHISA è il primo prodotto ottenuto negli altoforni dalla lavorazione dei minerali ferrosi. Ha un contenuto di carbonio dal 2 al 6%. L’ACCIAIO è il prodotto ottenuto dalla raffinazione della ghisa: Ha un contenuto di carbonio inferiore al 2%. Tipo Carbonio Allungamento Resistenza Resistenza (%) (%) trazione corrosione Extradolce 0,10 – 0,15 22 – 36 ****** * Dolce 0,15 – 0,30 15 – 22 ***** ** Semiduro 0,30 – 0,45 10 – 15 **** *** Duro 0,45 – 0,65 7 – 10 *** **** Extraduro 0,65 – 2,00 3 – 7 ** ***** Ghise > 2,00 - * ******
 (%) trazione corrosione. Extradolce 0,10 – 0,15 22 – 36 ****** * Dolce 0,15 – 0,30 15 – 22 ***** ** Semiduro 0,30 – 0,45 10 – 15 **** *** Duro 0,45 – 0,65 7 – 10 *** **** Extraduro 0,65 – 2,00 3 – 7 ** ***** Ghise > 2,00 - * ******")
50
Trattamenti chimici degli acciai - Leghe di acciai
Le caratteristiche dell’acciaio possono essere ulteriormente migliorate con la modifica della composizione chimica o con particolari trattamenti fisico-chimici. (Fe + C) + Mn, + Si > resistenza meccanica, > saldabilità (Fe + C) + Mo > resistenza meccanica (Fe + C) + Cu, < corrosione (Fe + C) + Cr, Ni > resistenza meccanica, < corrosione Gli acciai inossidabili
 + Mn, + Si > resistenza meccanica, > saldabilità. (Fe + C) + Mo > resistenza meccanica. (Fe + C) + Cu, < corrosione. (Fe + C) + Cr, Ni > resistenza meccanica, < corrosione. Gli acciai inossidabili.")
51
Trattamenti chimico-fisici degli acciai
Tempera = processo di rapido raffreddamento durante la lavorazione > indurimento generale Cementazione = arricchimento in C, in appositi forni > indurimento superficiale Zincatura = immersione a caldo nel bagno di zincatura = deposizione elettrochimica (“galvanica”) a freddo > resistenza alla corrosione
 a freddo. > resistenza alla corrosione.")
52
Altri metalli: alluminio
Vantaggi Leggerezza Inattaccabile dagli agenti atmosferici Piccole vasche e attrezzature (es. scambiatori), con acqua dolce Svantaggi Non va bene in situazioni marine E’ suscettibile ad erosione della superficie E’ più costoso degli acciai Trattamenti: anodizzazione ossidazione della superficie con procedimento elettrochimico lo strato ossidato protegge dall’ulteriore ossidazione Altri metalli: rame Vantaggi Resistenza al biofouling Velocità di corrosione molto bassa (rame/nichel) Svantaggi Possibile tossicità Assorbimento da parte del pesce
, con acqua dolce. Svantaggi. Non va bene in situazioni marine. E’ suscettibile ad erosione della superficie. E’ più costoso degli acciai. Trattamenti: anodizzazione. ossidazione della superficie con procedimento elettrochimico. lo strato ossidato protegge dall’ulteriore ossidazione. Altri metalli: rame. Vantaggi. Resistenza al biofouling. Velocità di corrosione molto bassa (rame/nichel) Svantaggi. Possibile tossicità. Assorbimento da parte del pesce.")
Presentazioni simili



















di sostanze di origine organica o minerale, di consistenza.>")