Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
Tornando ala UNI 4546 ci sono altri concetti che è bene mettere in evidenza.
In particolare al punto 6 è data la definizione di caratteristiche metrologiche di un dispositivo per misurazione e/o regolazione: dati riguardanti le relazioni tra le letture effettuate con un dispositivo per misurazione e/o regolazione e le misure dei parametri con i quali esso interagisce. Viene quindi introdotto il grande capitolo dell’analisi delle prestazioni degli strumenti di misura STATICHE PRESTAZIONI DINAMICHE 1

2
Legame funzionale a volte molto complesso
Considerazioni generali: IN SISTEMA DI MISURA O STRUMENTO OUT disturbi Legame funzionale a volte molto complesso La situazione ideale è quella in cui i disturbi sono eliminati o in cui è possibile trovare una relazione funzionale con OUT. 2

3
FUNZIONE DI TRASFERIMENTO (TF)
Nel caso ideale in cui i disturbi sono eliminati o controllati il sistema può vedersi come un sistema a scatola nera caratterizzato da una funzione che lega l’ingresso all’uscita: la FUNZIONE DI TRASFERIMENTO (TF) IN OUT TF 3
 IN. OUT. TF. 3.")
4
STATICHE: non variabili nel tempo DINAMICHE: variabili nel tempo
Risulta comodo (anche se le norme non fanno questa distinzione) effettuare una divisione in caratteristiche dei sistemi di misura: STATICHE: non variabili nel tempo DINAMICHE: variabili nel tempo Si comincia dalle caratteristiche statiche che sono contemplate nella UNI 4546. 4
 effettuare una divisione in caratteristiche dei sistemi di misura: STATICHE: non variabili nel tempo. DINAMICHE: variabili nel tempo. Si comincia dalle caratteristiche statiche che sono contemplate nella UNI")
5
CARATTERISTICHE STATICHE
esame preliminare per evidenziare i fenomeni fisici utilizzati e le grandezze fisiche cui lo strumento è sensibile esame delle caratteristiche metrologiche (taratura) 5
 5.")
6
Punti determinati sperimentalmente
misura Punti determinati sperimentalmente utilizzo campione lettura taratura 6

7
Il riferimento è dato da campioni o da misure fornite da uno strumento più accurato di quello che si desidera tarare 7

8
Diagramma di taratura:
relazione che permette di ricavare da ogni valore di lettura fornito da un dispositivo di misurazione e/o regolazione la misura da assegnare al misurando. 8

9
Diagramma di taratura:
corrispondenza tra valori di lettura e fasce di valore. Graficamente è costituito da una striscia: la fascia di valori da assegnare al misurando per una lettura Li è data dal segmento DMi la cui semiampiezza è l’incertezza strumentale Is. La curva di taratura (diversa dal diagramma) è l’insieme dei punti centrali dei segmenti DMi. DLi è invece l’insieme dei valori di lettura che ci si aspetta dallo strumento quando misura un misurando M (con incertezza intrinseca trascurabile rispetto ad Is). 9
 è l’insieme dei punti centrali dei segmenti DMi. DLi è invece l’insieme dei valori di lettura che ci si aspetta dallo strumento quando misura un misurando M (con incertezza intrinseca trascurabile rispetto ad Is). 9.")
10
stessa curva di taratura, si allarga l’incertezza strumentale
La curva di taratura è quindi una relazione biunivoca tra ogni valore fornito dallo strumento e il corrispondente valore da assegnare al misurando. Si parla di costante di taratura quando la curva è una retta Un diagramma di taratura è fornito per determinati valori delle grandezze di influenza (da specificare). Qualora sia previsto l’uso in diversi campi di impiego per le grandezze di influenza contenuti l’uno nell’altro si procede in due modi distinti: stessa curva di taratura, si allarga l’incertezza strumentale varia anche la curva di taratura 10
. Qualora sia previsto l’uso in diversi campi di impiego per le grandezze di influenza contenuti l’uno nell’altro si procede in due modi distinti: stessa curva di taratura, si allarga l’incertezza strumentale. varia anche la curva di taratura. 10.")
11
11

12
12

13
E’ opportuno fare alcune importanti distinzioni:
Taratura: insieme di procedimenti per stabilire , verificare o controllare un dispositivo di misura in relazione alle funzioni metrologiche da svolgere. (non necessariamente si deve avere a che fare con sensibilità ed accuratezze elevate). E’ una caratterizzazione significativa solo se i misurandi usati per effettuarla hanno incertezza più stretta dell’incertezza strumentale del dispositivo in esame (in genere da almeno 4-5 volte fino a 10 volte). Le norme devono fissare la massima incertezza dei misurandi in relazione al metodo di misurazione. 13
. E’ una caratterizzazione significativa solo se i misurandi usati per effettuarla hanno incertezza più stretta dell’incertezza strumentale del dispositivo in esame (in genere da almeno 4-5 volte fino a 10 volte). Le norme devono fissare la massima incertezza dei misurandi in relazione al metodo di misurazione. 13.")
14
Incertezza riferimento (deve essere trascurabile)
ù Gr. Mis. Incertezza riferimento (deve essere trascurabile) Riferimento 14
 Riferimento. 14.")
15
La taratura va al di là della semplice tracciatura della curva che lega un misurando ad un numero; coinvolge anche un problema di qualità della misura (la stima dell’incertezza) e oggigiorno, nell’ambito dell’inserimento delle industrie in qualità prevede anche un aspetto legale. In particolare deve essere possibile dimostrare la riferibilità delle misure: proprietà che un sistema di misura acquisisce quando viene sottoposto a taratura impiegando misurandi le cui misure sono state assegnate con riferimento a campioni riconosciuti come primari in un determinato contesto. 15

16
Stabilita la riferibilità, lo strumento di misura è in grado di produrre misure compatibili con il campione primario. Il contesto all’interno del quale ci si muove deve essere più ampio possibile, almeno nazionale e possibilmente internazionale. Tanto più è ampio il contesto, tanto più numerose sono le stazioni in grado di produrre misure compatibili, assicurando in tal modo una base comune per il confronto dei dati e lo scambio dei prodotti industriali. La riferibilità presuppone che sia stata stabilita una gerarchia di campioni e strumenti, con incertezza strumentale crescente; infatti i successivi confronti dal campione primario in giù, aggiungono sempre nuova incertezza. 16

17
Prima di proseguire è opportuno dare altre definizioni indispensabili:
17

18
Portata: limite assoluto superiore del campo di misura
Incertezza strumentale: incertezza associata al valore dato dalla curva di taratura per garantire la compatibilità della misura corrispondente alla lettura effettuata. Con curva di taratura ed incertezza strumentale si hanno tutte le informazioni per passare da lettura a misura. Campo di misura: intervallo comprendente i valori di misura che si possono assegnare mediante un dispositivo per misurazione e/o regolazione. Portata: limite assoluto superiore del campo di misura 18

19
Campo di sicurezza: intervallo comprendente tutte le misure del misurando cui un dispositivo per misurazione può essere applicato senza che il suo diagramma di taratura resti permanentemente alterato 19

20
- scadenza dei periodi di validità del diagramma di taratura (1 anno)
E’ ora possibile riprendere il discorso sulla taratura: Diversa dalla taratura è la verifica di taratura: si tratta di una particolare taratura effettuata in condizioni di riferimento per le grandezze di influenza, stabilite di volta in volta secondo gli scopi della verifica. Quando si esegue: - scadenza dei periodi di validità del diagramma di taratura (1 anno) - una delle grandezze di influenza è fuori dal campo di sicurezza 20
 - una delle grandezze di influenza è fuori dal campo di sicurezza. 20.")
21
- al dispositivo è stato applicato un misurando al di fuori del campo di sicurezza
- il dispositivo è impiegato in condizioni operative diverse rispetto a quelle del diagramma di taratura - sono intervenuti fatti che possono avere alterato il comportamento del dispositivo La relazione di taratura è invece un documento che contiene tutte le informazioni sulle caratteristiche sia del dispositivo di misura, sia delle grandezze di influenza. 21

22
Tipiche informazioni contenute nella relazione sono:
- funzione del dispositivo - diagramma di taratura - campo di misura - campo di riferimento per le grandezze di influenza - campo di sicurezza per il misurando e le grandezze di influenza - informazioni al fine di una corretta utilizzazione - validità nel tempo delle caratteristiche fornite - riferibilità - descrizione del metodo di taratura La relazione diventa un certificato di taratura se: - le informazioni sono quelle essenziali - sono garantite competenza ed imparzialità dell’ente che emette il certificato. 22

23
Controllo di taratura è l’operazione mediante la quale invece si controlla, prima dell’uso, se i valori di lettura in corrispondenza ad una serie assegnata di misurandi sono contenuti entro un diagramma di taratura preassegnato. 23

24
24

25
Il buon utilizzo dello strumento prevede, tra l’altro
La taratura serve a correlare la grandezza da misurare con l’effettiva lettura effettuata sullo strumento (identificazione della legge che lega l’input all’output). Il buon utilizzo dello strumento prevede, tra l’altro - un controllo sulle condizioni ambientali durante l’esecuzione delle misure - il corretto riscaldamento della strumentazione prima della misura - la ripetizione di più cicli di misura in momenti diversi, in ordine sparso, con valori in ingresso ad esempio - sempre crescenti poi sempre decrescenti (isteresi ed attriti), - tornando al valore di input zero tra una misura e la successiva; 25
. Il buon utilizzo dello strumento prevede, tra l’altro. - un controllo sulle condizioni ambientali durante l’esecuzione delle misure. - il corretto riscaldamento della strumentazione prima della misura. - la ripetizione di più cicli di misura in momenti diversi, in ordine sparso, con valori in ingresso ad esempio. - sempre crescenti poi sempre decrescenti (isteresi ed attriti), - tornando al valore di input zero tra una misura e la successiva; 25.")
26
- la verifica della sensibilità dello strumento con piccoli incrementi dell’input a partire da valori medi elevati... Il buon senso guida queste prove, spingendo a ricercare il miglior compromesso tra accuratezza e costi. 26

27
- interessa solo il legame input-output, gli altri ingressi vanno mantenuti il più possibile costanti - input, nella taratura, può essere un CAMPIONE o una GRANDEZZA DI RIFERIMENTO. L’incertezza associata all’input deve essere almeno un ordine di grandezza inferiore rispetto a quella dello strumento di misura 27

28
IL “BEST FITTING” (INTERPOLAZIONE) DEI PUNTI OTTENUTI CON LA TARATURA
Si cerca di interpolare i punti ottenuti con l’operazione di taratura, in modo da avere una espressione analitica che consenta una rapida e facile conversione dal valore letto al valore della grandezza da misurare. Se lo strumento è lineare, la curva che interpola è una retta (regressione lineare), ma si possono avere anche altre funzioni interpolanti (ad es. parabole), oppure ancora funzioni non polinomiali. 28
, ma si possono avere anche altre funzioni interpolanti (ad es. parabole), oppure ancora funzioni non polinomiali. 28.")
29
Se lo strumento è lineare, per identificare i due parametri della retta occorrono almeno due punti di misura (che corrispondono ad una identificazione deterministica). Se i punti a disposizione sono più di due si passa ai procedimenti di minimizzazione. 29

30
ILMETODO DEI MINIMI QUADRATI Sono dati i tre punti A (1,2) B (2,1)
C (3,3) Interessa la retta che al meglio interpola i punti dati. I parametri da riconoscere sono a e b: ci sono 2 incognite e 3 equazioni. Si fissa una funzione obiettivo che è la minimizzazione dell’errore quadratico medio 30
 Interessa la retta che al meglio interpola i punti dati. I parametri da riconoscere sono a e b: ci sono 2 incognite e 3 equazioni. Si fissa una funzione obiettivo che è la minimizzazione dell’errore quadratico medio. 30.")
31
Interessa il minimo rispetto ai due parametri a e b
Volendo scrivere il problema in forma generale: 31

32
Si tratta di risolvere un sistema lineare.
32

33
- Se si cerca di interpolare i dati con funzioni polinomiali, il sistema che risolve il problema della minimizzazione è lineare e facilmente risolvibile. - All’infuori di pochi casi semplici resta comunque l’arbitrarietà della funzione scelta per l’interpolazione dei dati. - Ci sono parametri che indicano quale è la funzione migliore con cui interpolare: l’errore quadratico medio è uno di questi. - Nel caso dello strumento lineare il coefficiente di correlazione lineare è un altro parametro assai importante. 33

34
r = 1 tutti i punti giacciono sulla stessa retta
Questo metodo presuppone che l’incertezza sull’input sia comunque molto piccola. r = 1 tutti i punti giacciono sulla stessa retta r = 0 distribuzione casuale dei valori 34

35
Conclusi i discorsi sulla taratura statica è ora possibile proseguire quello sulle caratteristiche metrologiche dei dispositivi di misura.

36
Sensibilità: inverso della pendenza della curva di taratura in un suo punto. La sua unità di misura è il rapporto tra l’unità in cui è espressa la lettura e l’unità di misura del misurando (un dispositivo ha sensibilità maggiore quanto maggiore è il numero che la rappresenta). Quando è assegnata la costante di taratura la sensibilità è il suo inverso. misurando letture P DL DM misurando letture 36

37
Linearità Uno strumento lineare offre dei vantaggi in quanto è immediata la conversione da lettura a grandezza da misurare (è una costante) ed anche la curva di taratura è più semplice da ricavare (2 punti al minimo). Una curva di taratura non lineare può far comodo se si vuole sfruttare la differente sensibilità nei vari campi di misura. 37
 ed anche la curva di taratura è più semplice da ricavare (2 punti al minimo). Una curva di taratura non lineare può far comodo se si vuole sfruttare la differente sensibilità nei vari campi di misura. 37.")
38
Linearità Esistono però sempre deviazioni dal comportamento perfettamente lineare; spesso, pur consapevoli della non perfetta linearità dello strumento, se ne approssima il comportamento a lineare, almeno in certi campi di misura errore di linearità. E’ lo scostamento massimo della curva di taratura da una retta opportunamente scelta. 38

39
39

40
E’ tipico rappresentare la curva di taratura come in figura:
Errore di linearità: L% della lettura P% del fondo scala, quale dei due è maggiore (solo il primo termine sarebbe troppo penalizzante per valori prossimi allo zero) 40
 40.")
41
Risoluzione: attitudine di un dispositivo per misurazione e/o regolazione a risolvere stati diversi del misurando durante la misurazione. La risoluzione non può essere dedotta dal diagramma di taratura (NON è la sensibilità): riguarda la capacità del dispositivo di segnalare una piccola variazione del misurando senza peraltro valutarne l’ entità; l’unica informazione fornita è che la differenza tra i due stati risolti non è minore del valore della risoluzione Il valore della risoluzione (spesso risoluzione) è la variazione del valore del misurando che provoca una modificazione del valore di lettura di ampiezza pari all’incertezza di lettura. 41
: riguarda la capacità del dispositivo di segnalare una piccola variazione del misurando senza peraltro valutarne l’ entità; l’unica informazione fornita è che la differenza tra i due stati risolti non è minore del valore della risoluzione. Il valore della risoluzione (spesso risoluzione) è la variazione del valore del misurando che provoca una modificazione del valore di lettura di ampiezza pari all’incertezza di lettura. 41.")
42
Si è soliti esprimere il valore della risoluzione in forma normalizzata:
DV’ variazione nota del misurando intorno al valore “vero” V che provoca una variazione DL’ del valore di lettura di poco maggiore dell’incertezza di lettura DL. 42

43
43

44
Errore di risoluzione con un potenziometro
Se si ha uno strumento digitale la risoluzione è data dall’arrotondamento dell’ultima cifra significativa. 44

45
Risoluzione Si ha se in corrispon-
denza di una variazione dell’ingresso non si rileva una variazione dell’uscita. Esempio: digitalizzazione di un segnale analogico. Risoluzione 20 40 60 80 100 Uscita [% f.s.] Ingresso [% f.s.] risoluzione

46
46

47
Ripetibilità: (UNI 4546): “Attitudine degli strumenti a fornire valori di lettura poco differenti tra loro, in letture consecutive eseguite indipendentemente sullo stesso misurando, con procedimento unificato, dallo stesso operatore, nelle stesse condizioni delle grandezze di influenza.” E’ la qualità metrologica di strumenti o misure in cui gli errori accidentali sono piccoli. Diversa è la Stabilità: è definita come la ripetibilità a parte il fatto che le misurazioni vanno eseguite in un intervallo di tempo definito 47

48
Cause: elettrica, meccanica, magnetica
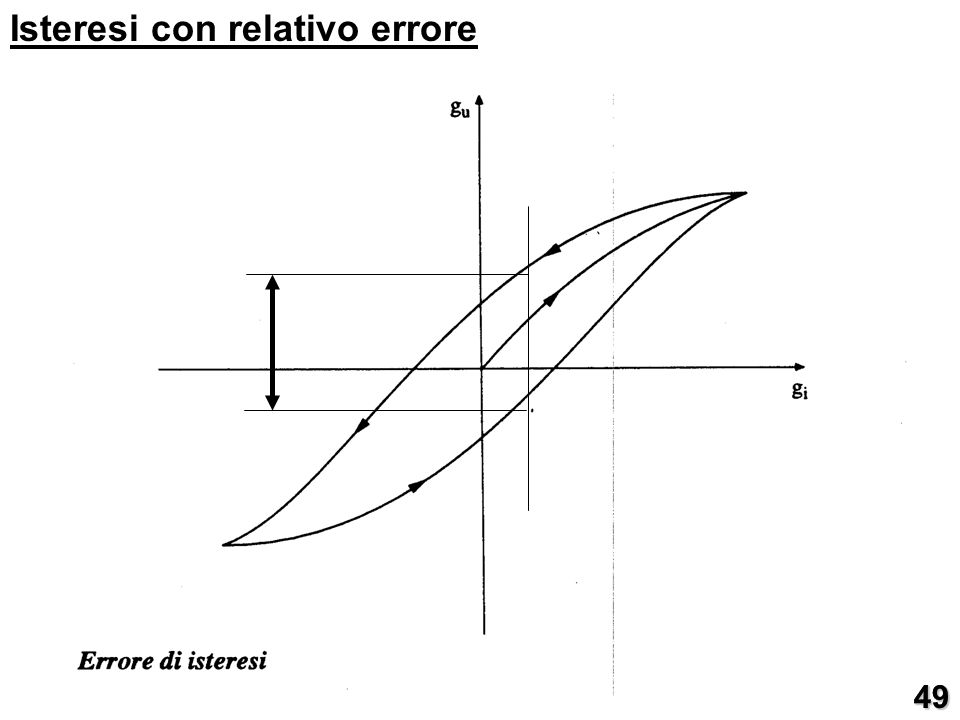
Isteresi: proprietà di uno strumento di fornire valori di lettura diversi in corrispondenza di un medesimo misurando, quando questo viene letto per valori crescenti e per valori decrescenti. Valore dell’isteresi è la differenza dei valori di lettura ottenuti in corrispondenza dello stesso misurando quando questo viene fatto variare per valori crescenti e decrescenti. Cause: elettrica, meccanica, magnetica 48

49
Isteresi con relativo errore
49 49
50
Effetto di zero Ad una variazione dell’ingresso, nell’intorno dello zero, non corrisponde una variazione dell’uscita. 20 40 60 80 100 Uscita [% f.s.] 20 40 60 80 100 Ingresso [% f.s.] 50

51
Si ha quando l’uscita non è stabile nel tempo.
Effetto di deriva 20 40 60 80 100 Uscita [% f.s.] Ingresso [% f.s.] deriva curva nominale Si ha quando l’uscita non è stabile nel tempo. 51

52
Si possono citare elementi che contribuiscono a dare errori di misura, quindi allargano i margini di incertezza, anche avendo apportato la correzione da effetto sistematico - errori di graduazione, la scala graduata su uno strumento non corrisponde ad intervalli uguali -errori di attrito : si ottengono indicazioni diverse a seconda che una certa posizione si raggiunga muovendosi verso valori crescenti o decrescenti (caso tipico con ingranaggi). Si può eliminare prevedendo un meccanismo di ripresa dei giochi o con piccole scosse. E’ diverso dall’errore di isteresi 52
. Si può eliminare prevedendo un meccanismo di ripresa dei giochi o con piccole scosse. E’ diverso dall’errore di isteresi. 52.")
53
Vanno da ultimo ricordati gli errori di lettura che pure contribuiscono ad aumentare l’incertezza, quando lo strumento è a lettura diretta Potere separatore dell’occhio: circa uguale ad 1/1000 della distanza da cui si guarda la scala, con variazioni in funzione delle condizioni in cui si esegue la lettura Parallasse:ago indicatore e scala non sono sullo stesso piano; chi guarda dovrebbe essere sempre perpendicolare alla scala. 53

54
a) la grandezza ha effettivamente quella variazione
Interpolazione: ±10% della distanza tra due tratti successivi della graduazione Un ultimo cenno lo merita il cosiddetto rumore (disturbo incorrelato della grandezza che si misura): si tratta di piccole vibrazioni ad alta frequenza che impediscono una sicura individuazione della posizione dell’indice rispetto alla scala. 3 cause: a) la grandezza ha effettivamente quella variazione b) è una grandezza estranea attiva c) è vero e proprio rumore di fondo, dovuto ad effetti elettronici 54
: si tratta di piccole vibrazioni ad alta frequenza che impediscono una sicura individuazione della posizione dell’indice rispetto alla scala. 3 cause: a) la grandezza ha effettivamente quella variazione. b) è una grandezza estranea attiva. c) è vero e proprio rumore di fondo, dovuto ad effetti elettronici. 54.")
55
Grandezze di disturbo e riduzione dei loro effetti

56
Ingressi di disturbo Il trasduttore elementare può essere sensibile a ingressi non desiderati. L’uscita dipende da altre grandezze oltre che da quella da misurare: SENSORE g i u gd

57
le grandezze di disturbo vengono suddivise in due categorie interferenti e modificanti:
a) grandezze di disturbo interferenti, con carattere additivosull’uscita. g K d i u + Kg
 grandezze di disturbo interferenti, con carattere additivosull’uscita. g. K. d. i. u. + Kg. ")
58
b) grandezze di disturbo modificanti, con carattere moltiplicativo per la sensibilità.
K d u i 1 K(1+K ) g g K ( 1 K g ) u i d d
 g. g. K. ( 1. K. g. ) u. i. d. d.")
59
ESEMPIO APPLICATIVO: ANEMOMETRO A COPPE
Prove in galleria del vento Precauzioni per evitare gli errori sistematici: - non devono esserci ostacoli nelle vicinanze che disturbino la vena fluida che raggiunge le coppe - deve esserci sufficiente elevazione per evitare gli effetti dello strato limite - cura che le condizioni di prova siano le stesse in cui è stata ottenuta la taratura del “riferimento” di velocità - verifica delle buone condizioni di funzionamento del sistema di misura (cavi, sporcizia...) 59
 59.")
60
ESEMPIO DI RAPPORTO DI PROVA
2FOTO + 3 PAGINE DI RAPPORTO+ FOTO VIDEO hP +2 TABELLE EXCEL+ 2 CHART + 2 FOGLI + 2 CHART RISPOSTA DINAMICA GRADINO - Vento a regime e pale bloccate con un filo; - Si taglia il filo e si studia la risposta al gradino Sia V0 la velocità a regime: 60

61
Con il prcedimento di minimizzazione ai minimi quadrati (fare per verifica che si sia capito) si arriva a dimostrare che: ossia è la media aritmetica dei t ottenuti deterministicamente. 61

62
Esempio: taratura di un dinamometro a molla.
L’ingresso principale è la forza, l’uscita è lo spostamento. Un ingresso di disturbo è la temperatura che agisce sul modulo elastico della molla e sulla dilatazione degli elementi meccanici. Forza F Molla K S Spostamento S letto sulla scala graduata

63
Si riportano, in un diagramma cartesiano i valori, con le relative incertezze, dell’ingresso e della corrispondente uscita. 20 40 60 80 100 Uscita [% f.s.] 20 40 60 80 100 Ingresso [% f.s.] Per semplicità di trattazione si considerano momentaneamente i valori privi di incertezza.

64
20 40 60 80 100 Uscita [% f.s.] Ingresso [% f.s.] Nel diagramma, avente rispettivamente l’ingresso e l’uscita in corrispondenza dell’asse delle ascisse e delle ordinate, si ottengono quindi più punti caratterizzanti la risposta dello strumento nelle particolari condizioni di misura.
![Uscita [% f.s.] Ingresso [% f.s.]](http://slideplayer.it/slide/573269/1/images/64/Uscita+%5B%25+f.s.%5D+Ingresso+%5B%25+f.s.%5D.jpg "Nel diagramma, avente rispettivamente l’ingresso e l’uscita in corrispondenza dell’asse delle ascisse e delle ordinate, si ottengono quindi più punti caratterizzanti la risposta dello strumento nelle particolari condizioni di misura.")
65
20 40 60 80 100 Uscita [% f.s.] Ingresso [% f.s.] Nell’ipotesi di continuità di risposta dello strumento tra i valori misurati, si possono congiungere i punti tramite segmenti, ottenendo quindi una spezzata.
![Uscita [% f.s.] Ingresso [% f.s.] Nell’ipotesi di continuità di risposta dello strumento tra i valori misurati,](http://slideplayer.it/slide/573269/1/images/65/Uscita+%5B%25+f.s.%5D+Ingresso+%5B%25+f.s.%5D+Nell%E2%80%99ipotesi+di+continuit%C3%A0+di+risposta+dello+strumento+tra+i+valori+misurati%2C.jpg "si possono congiungere i punti tramite segmenti, ottenendo quindi una spezzata.")
66
Per esempio, nell’ipotesi di comportamento lineare dello strumento, si può sostituire la spezzata con la retta calcolata col metodo dei minimi quadrati (l’incertezza di linearità sarà poi da combinare con le altre fonti di incertezza determinate).
.")
67
20 40 60 80 100 Uscita [% f.s.] Ingresso [% f.s.] scarto positivo negativo curva nominale L’incertezza di non-linearità sarà poi da combinare con le altre fonti di incertezza, per determinare la fascia di incertezza globale.
![Uscita [% f.s.] Ingresso [% f.s.] scarto. positivo. negativo. curva nominale.](http://slideplayer.it/slide/573269/1/images/67/Uscita+%5B%25+f.s.%5D+Ingresso+%5B%25+f.s.%5D+scarto.+positivo.+negativo.+curva+nominale..jpg "L’incertezza di non-linearità sarà poi da combinare con le altre fonti di incertezza, per determinare la fascia di incertezza globale.")
68
Nella figura è riportato l’effetto dovuto alla variazione della corrente di uscita,
cioè la non linearità dovuta all’effetto di carico

69
Risulta utile distinguere le diverse cause di incertezza di uno strumento in deterministiche e casuali. Fra le deterministiche possono rientrare gli errori di linearità e di sensibilità.

70
Fra le casuali possono rientrare gli errori di ripetibilità, di risoluzione e di stabilità.
Gli errori deterministici sono valutabili a taratura ultimata. E’ possibile quindi apportare le correzioni a posteriori.

71
Errore di non linearità.
La retta che si assume come caratteristica equivalente può essere tracciata con vari criteri. Spesso si usa la retta che rende minima la somma dei quadrati degli scarti. 20 40 60 80 100 uscita [% f.s.] Ingresso [% f.s.] non linearità retta nominale

72
Errore di sensibilità La pendenza della curva di taratura differisce da quella nominale prevista dal modello. 20 40 60 80 100 curva nominale Uscita [% f.s.] curva di taratura 20 40 60 80 100 Ingresso [% f.s.]

73
Esempio: digitalizzazione di un segnale analogico.
Errore di risoluzione Si ha se in corrispon- denza di una variazione dell’ingresso non si rileva una variazione dell’uscita. Esempio: digitalizzazione di un segnale analogico. 20 40 60 80 100 Uscita [% f.s.] Ingresso [% f.s.] risoluzione

74
errore di risoluzione in dispositivi digitali: contatore di impulsi in un dato intervallo di tempo (frequenzimetro). clock porta indicatore contatore start stop ST SP 3 impulsi 4 impulsi

75
La somma degli effetti di deriva, risoluzione e mobilità possono essere raggruppati tra loro definendo una banda, intorno alla curva ideale, di possibile variazione dell’uscita. Errore di banda morta 20 40 60 80 100 Uscita [% f.s.] Ingresso [% f.s.] scarto positivo negativo curva nominale

76
Si ha quando la curva di taratura ottenuta per valori crescenti dell’ingresso differisce da quella ottenuta per valori decrescenti. Errore di isteresi. 20 40 60 80 100 Uscita [% f.s.] Ingresso [% f.s.]

77
a b c L’errore può essere espresso come percentuale della lettura (a), come percentuale del fondo scala (b) o come sovrapposizione delle due epressioni,quale dei due è maggiore (c).
, come percentuale del fondo scala (b) o come sovrapposizione delle due epressioni,quale dei due è maggiore (c).")
Presentazioni simili














>")




