Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

2
AREE DI RICERCA, SVILUPPO E COMMERCIO DELLA CHIMICA VERDE
CHIMICA VERDE E’ Invenzione, progettazione e applicazione di processi e prodotti chimici per ridurre o eliminare l’uso e la generazione di sostanze pericolose Un approccio alla sintesi, processi ed uso di prodotti chimici che riducano i rischi per l’uomo e per l’ambiente AREE DI RICERCA, SVILUPPO E COMMERCIO DELLA CHIMICA VERDE Natura dei composti dei partenza Natura dei reagenti e delle trasformazioni Natura delle condizioni di reazione Natura del prodotto finale

3
LA SINTESI IDEALE IL SOGNO
SELETTIVITA’ 100% NESSUN COPRODOTTO NESSUN SOLVENTE REAGENTI ED INTERMEDI ATOSSICI E NON PERICOLOSI SINTESI A BASSE TEMPERATURE E BASSE PRESSIONI NESSUN PROBLEMA DI SEPARAZIONE DEL CATALIZZATORE DAI REAGENTI E DAI PRODOTTI TURNOVER NUMBER (TON) MOLTO ALTO (PICCOLE QUANTITA’ DI CATALIZZATORE)
 MOLTO ALTO (PICCOLE QUANTITA’ DI CATALIZZATORE)")
4
12 PRINCIPI DELLA GREEN CHEMISTRY

5
Atom Economy Questo parametro, introdotto da B.Trost e detto anche efficienza atomica (EA), è il rapporto fra il peso molecolare del composto desiderato e la somma totale dei pesi molecolari di tutte le sostanze prodotte nella reazione stechiometrica. Esempio: produzione di fenolo da benzensolfonato di sodio Si vede che la produzione di 116 g di fenato sodico produce contemporaneamente 126 g di solfito di sodio e 18 g di acqua: in termini di massa, la reazione produce più sottoprodotti che prodotto principale. Poiché l’efficienza atomica è il rapporto fra il peso molecolare del composto desiderato e la somma totale dei pesi molecolari di tutte le sostanze prodotte nella reazione stechiometrica, in questo caso l’efficienza è pari a 116/260, cioè del 44,6%.
, è il rapporto fra il peso molecolare del composto desiderato e la somma totale dei pesi molecolari di tutte le sostanze prodotte nella reazione stechiometrica. Esempio: produzione di fenolo da benzensolfonato di sodio. Si vede che la produzione di 116 g di fenato sodico produce contemporaneamente 126 g di solfito di sodio e 18 g di acqua: in termini di massa, la reazione produce più sottoprodotti che prodotto principale. Poiché l’efficienza atomica è il rapporto fra il peso molecolare del composto desiderato e la somma totale dei pesi molecolari di tutte le sostanze prodotte nella reazione stechiometrica, in questo caso l’efficienza è pari a 116/260, cioè del 44,6%.")
6
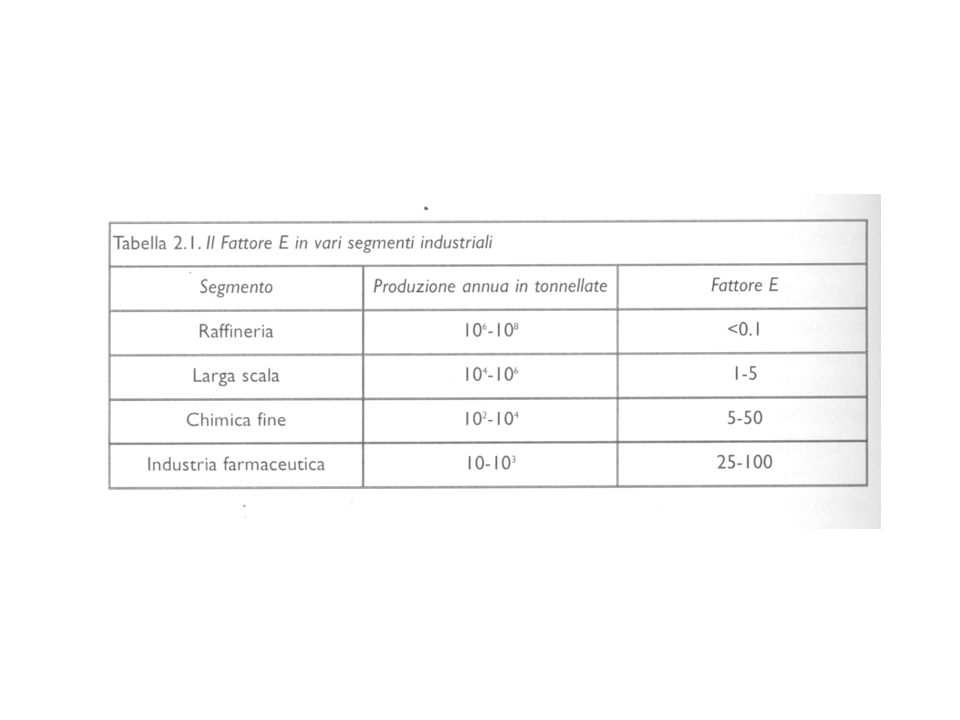
Un altro chimico, Sheldon, ha introdotto un altro parametro, il Fattore E (environment) definito come il rapporto fra il peso degli scarti ed il peso totale del prodotto desiderato. Nel calcolo esso tiene conto anche della resa di reazione e dell’eventuale alimentazione di solvente fresco a causa di riciclo inefficace. Unica eccezione è relativa all’acqua, che non viene considerata qualora sia un sottoprodotto di reazione. In un processo ideale il fattore E dovrebbe essere uguale a zero. Se la reazione del fenato sodico per dare fenolo avvenisse con una resa del 100%, il fattore E sarebbe pari a 126/116, cioè 1,09%. Secondo Sheldon questo numero è caratteristico dei processi industriali su larga scala ma, in processi di Chimica Fine, come quelli farmaceutici, per es., il valore di E può superare anche 100.

8
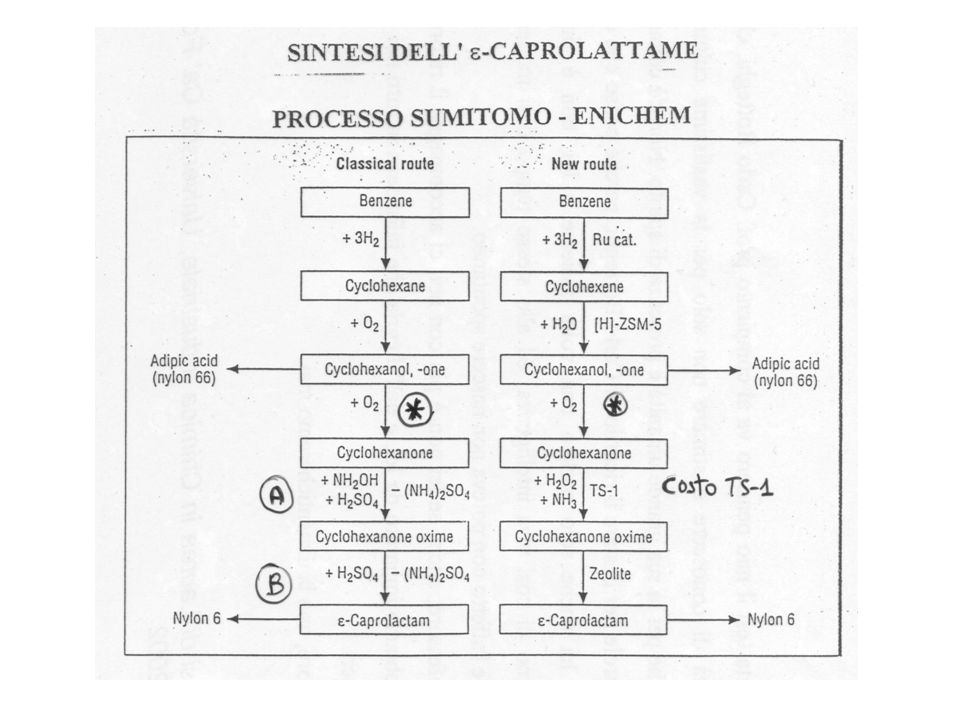
Consideriamo anche l’esempio della sintesi dell’e-caprolattame, precursore del Nylon 6. La reazione classica prevede la reazione del cicloesanone con solfato di idrossilammina, formazione dell’ossima e trasposizione di Beckmann con acido solforico: l’efficienza atomica è del 29% ed il fattore E vicino a 4,5. Lo schema di sintesi proposto dalla Sumitomo invece, prevede una via catalitica (uso di zeoliti) ed è una reazione di ammossimazione con acqua ossigenata ed ammoniaca: l’efficienza atomica risulta essere del 75% ed il fattore E uguale a zero (l’acqua non deve essere considerata).
 ed è una reazione di ammossimazione con acqua ossigenata ed ammoniaca: l’efficienza atomica risulta essere del 75% ed il fattore E uguale a zero (l’acqua non deve essere considerata).")
9
Bisogna sempre considerare anche, oltre all’ammontare dei sottoprodotti indesiderati, l’impatto che questi possono avere sull’ambiente. Pertanto il fattore E deve essere moltiplicato per il quoziente di rischio ambientale Q. Infatti, un Kg di NaCl non può essere considerato paragonabile ad un Kg di un sale di cromo: il fattore Q tiene pertanto conto della pericolosità intrinseca dei prodotti indesiderati della reazione. Il valore di Q è 1 per il non tossico cloruro di sodio, e potrebbe essere da 100 a 1000 per un sale di cromo, in base alla sua tossicità, difficoltà di smaltimento o di riciclo. Bisogna notare che il fattore Q, per una stessa sostanza, è legato anche all’ammontare con cui tale sostanza è prodotta. Ad es., la generazione fino a tonnellate annue di NaCl può essere considerata ad impatto ambientale trascurabile, tale da considerare Q prossimo a zero. Tuttavia, al crescere della quantità di NaCl (es t/a), può diventarne più difficoltoso il trattamento ed il rilascio nell’ambiente e Q pertanto diventa 1.
, può diventarne più difficoltoso il trattamento ed il rilascio nell’ambiente e Q pertanto diventa 1.")
10
USO E PROUZIONE DI SOSTANZE CON UNA TOSSICITA’ MINIMA
I fattori importanti nella valutazione della pericolosità di un composto per l’uomo sono: dose tossica, tipo di danno, reversibilità. Il danno può essere contenuto anche limitandone la biodisponibilità, cioè limitando la capacità di raggiungere il bersaglio biologico (ad es. impedendo di raggiungere lo stomaco se è lì che può provocare il danno): occorre conoscenza di come le sostanze penetrano nel corpo. Ad esempio se si vuole evitare l’assorbimento di una sostanza attraverso le vie respiratorie, basta aumentare le dimensioni delle particelle della sostanza in quanto sono effettivamente respirabili solo particelle con dimensioni inferiori a 10 mm. Altro esempio: si può evitare l’assorbimento di una sostanza via pelle variandone la solubilità in acqua o in ambiente lipofilo; variando la polarità della sostanza in questione mediante opportune modifiche strutturali si può renderla non idonea all’assorbimento cutaneo.
: occorre conoscenza di come le sostanze penetrano nel corpo. Ad esempio se si vuole evitare l’assorbimento di una sostanza attraverso le vie respiratorie, basta aumentare le dimensioni delle particelle della sostanza in quanto sono effettivamente respirabili solo particelle con dimensioni inferiori a 10 mm. Altro esempio: si può evitare l’assorbimento di una sostanza via pelle variandone la solubilità in acqua o in ambiente lipofilo; variando la polarità della sostanza in questione mediante opportune modifiche strutturali si può renderla non idonea all’assorbimento cutaneo.")
11
Necessità di progettare composti adatti al loro scopo ma che presentino una tossicità ridotta. Oggigiorno, nota la struttura molecolare di un composto è possibile prevederne, con buona approssimazione, molte proprietà. Lo sviluppo sostenibile di una nuova classe di composti per una data applicazione può prevedere le linee di azione schematizzate:

12
Innanzitutto deve essere definito un test-kit, cioè un certo numero di sostanze appartenenti alla classe in esame che, anche se con differenze strutturali, possono essere potenzialmente utili per l’applicazione. La predizione dell’attività e del possibile impatto sulla salute e sull’ambiente è effettuato tenendo conto delle relazioni note con le sigle SAR e QSAR, cioè Strucutre-Activity Relationship e Quantitative Strucutre-Activity Relationship. La SAR è quella relazione secondo la quale molecole simili hanno proprietà simili, intese come reattività o attività biologica. Esempio: è noto che i nitrili (R-CH2-CN) sono tossici perché rilasciano cianuro (CN-) nel corpo umano. E’ stato dimostrato che il meccanismo con cui avviene questo rilascio prevede la preliminare formazione di un radicale in posizione a al nitrile (R-CH.-CN), cui fa seguito la formazione del cianuro. Impedendo la formazione del radicale, ad es. inserendo dei sostituenti metilici al posto degli idrogeni, si blocca il meccanismo di rilascio del cianuro e la sostanza R-CMe2-CN perde tossicità.
 sono tossici perché rilasciano cianuro (CN-) nel corpo umano. E’ stato dimostrato che il meccanismo con cui avviene questo rilascio prevede la preliminare formazione di un radicale in posizione a al nitrile (R-CH.-CN), cui fa seguito la formazione del cianuro. Impedendo la formazione del radicale, ad es. inserendo dei sostituenti metilici al posto degli idrogeni, si blocca il meccanismo di rilascio del cianuro e la sostanza R-CMe2-CN perde tossicità.")
13
Nel caso non sia noto il meccanismo di azione biologica, allora si può ricorrere alla sostituzione della funzione sospetta con gruppi alternativi. Esempio: la manifattura degli adesivi per i parabrezza delle auto;molti di questi composti sono a base di isocianati (RNCO) che sono tossici. La ricerca ha portato all’uso alternativo di esteri aceto acetati (CH3COCH2COOR), tramite i quali si ottengono adesivi ugualmente efficaci ma privi della funzione organica sotto accusa. La relazione QSAR è ancora più incisiva perché esprime la dipendenza quantitativa di una proprietà dai parametri strutturali della molecola. Ad es., legare la K di equilibrio di una reazione alla presenza di un dato sostituente in una determinata posizione di un anello aromatico.
 che sono tossici. La ricerca ha portato all’uso alternativo di esteri aceto acetati (CH3COCH2COOR), tramite i quali si ottengono adesivi ugualmente efficaci ma privi della funzione organica sotto accusa. La relazione QSAR è ancora più incisiva perché esprime la dipendenza quantitativa di una proprietà dai parametri strutturali della molecola. Ad es., legare la K di equilibrio di una reazione alla presenza di un dato sostituente in una determinata posizione di un anello aromatico.")
14
Una volta terminata la fase computazionale si procede alla sintesi delle molecole selezionate e alla valutazione effettiva della loro attività e del loro impatto su salute e ambiente. Vengono allora valutati cinque parametri eco-tossicologici: Velocità di Rilascio (R), Intervallo Spaziotemporale (S), Bioaccumulo (B), Attività Biologica (AB), Incertezza (I). Ai primi quattro parametri è assegnato un valore da 1 a 4 in ordine di rischio crescente. Siccome questa attribuzione può essere dubbia, ciascuno dei numeri è accompagnato da una lettera che ne indica l’attendibilità (da a, elevata, a d, bassa). Il quinto parametro, l’incertezza (I), tiene conto proprio di questa difficoltà e con valori da 1 a 4 indica l’incertezza crescente nella stima della valutazione del rischio.
, Intervallo Spaziotemporale (S), Bioaccumulo (B), Attività Biologica (AB), Incertezza (I). Ai primi quattro parametri è assegnato un valore da 1 a 4 in ordine di rischio crescente. Siccome questa attribuzione può essere dubbia, ciascuno dei numeri è accompagnato da una lettera che ne indica l’attendibilità (da a, elevata, a d, bassa). Il quinto parametro, l’incertezza (I), tiene conto proprio di questa difficoltà e con valori da 1 a 4 indica l’incertezza crescente nella stima della valutazione del rischio.")
15
I cinque valori sono riportati in un diagramma penta dimensionale, usando ciascun apotema del pentagono come scala per ogni parametro. Ad es., con R = 2, S = 3, B = 4, AB = 1 e I = 2 si ottiene il seguente grafico: La superficie individuata all’interno del diagramma è indicativa dell’entità del rischio, che è tanto più elevato quanto più esse è periferica ed estesa.

16
La velocità di Rilascio (R) misura l’ammontare di sostanza involontariamente emessa nell’ambiente nell’unità di tempo durante il suo uso. L’Intervallo Spaziotemporale (S) tiene conto del fatto che se una sostanza è immessa nella biosfera, il suo effetto sull’ambiente dipenderà dalla sua tendenza a disperdersi in esso e dalla sua persistenza. Il Bioaccumulo (B) indica quanto un certo composto sia in grado di accumularsi all’interno di un organismo, in concentrazioni crescenti man mano che si sale di livello trofico nella catena alimentare. Ad es., insetticidi o pesticidi clorurati sono stati trovati spesso in quantità ingenti nel fegato di pesci e uccelli. L’Attività Biologica (AB) tiene conto degli effetti di un composto sulla vita. Il quinto parametro, l’Incertezza (I), è attribuito sulla base di quanto precisi sono i valori assegnati ai precedenti quattro. Tutto il processo è poi corredato da valutazioni di carattere economico e sociale.
 tiene conto del fatto che se una sostanza è immessa nella biosfera, il suo effetto sull’ambiente dipenderà dalla sua tendenza a disperdersi in esso e dalla sua persistenza. Il Bioaccumulo (B) indica quanto un certo composto sia in grado di accumularsi all’interno di un organismo, in concentrazioni crescenti man mano che si sale di livello trofico nella catena alimentare. Ad es., insetticidi o pesticidi clorurati sono stati trovati spesso in quantità ingenti nel fegato di pesci e uccelli. L’Attività Biologica (AB) tiene conto degli effetti di un composto sulla vita. Il quinto parametro, l’Incertezza (I), è attribuito sulla base di quanto precisi sono i valori assegnati ai precedenti quattro. Tutto il processo è poi corredato da valutazioni di carattere economico e sociale.")
18
POLIAMMIDI Poliammidi o Nylon: prodotti di policondensazione di diammine con acidi carbossilici o prodotti di polimerizzazione di lattami. Nelle macromolecole lineari i gruppi ammidici si alternano con catene di gruppi CH2 di determinata lunghezza; i gruppi terminali sono carbossilici o amminici. Nomenclatura: - una cifra indica la derivazione da un solo componente bifunzionale (es. lattame); Nylon 6 da e-caprolattame. - due cifre indicano la derivazione da due componenti (diammina e acido bicarbossilico); Nylon 6,6 da acido adipico ed esametilendiammina. Il Nylon 6,6 è il capostipite delle poliammidi ed è stato sintetizzato nel 1933; la DuPont ha iniziato a produrlo già nel 1936. Il Nylon 6 ed il Nylon 6,6 sono destinati per il 90% al settore delle fibre e per il 10% al settore dei polimeri termoplastici.
; Nylon 6 da e-caprolattame. - due cifre indicano la derivazione da due componenti (diammina e acido bicarbossilico); Nylon 6,6 da acido adipico ed esametilendiammina. Il Nylon 6,6 è il capostipite delle poliammidi ed è stato sintetizzato nel 1933; la DuPont ha iniziato a produrlo già nel Il Nylon 6 ed il Nylon 6,6 sono destinati per il 90% al settore delle fibre e per il 10% al settore dei polimeri termoplastici.")
19
PROCESSO CLASSICO DI PRODUZIONE DELL’ACIDO ADIPICO
Stadio 1: Ossidazione del cicloesanone con aria Temp °C P = 8-15 bar Cat. = naftenati di Mn o Co Il cicloesilidroperossido intermedio viene trasformato, in presenza di un catalizzatore, in una miscela anolo/anone. Conversione: 10-12% pewr avere selettività di 80-85%.

20
Stadio 2 Ossidazione della miscela anolo/anone con HNO3 al 60% (Monsanto ossida cicloesanolo puro ottenuto per riduzione del fenolo in presenza di Pd a 150°C e 10 bar). Catalizzatore: metavanadato di ammonio/nitrato di rame Temp. = 50-80°C P atmosferica Si forma inevitabilmente ossido nitroso (N2O), prodotto stechiometrico, che provoca la distruzione dell’ozono, smog, piogge acide. Nonostante un efficace recupero e riciclo di N2O, ne vengono ancora emesse nell’atmosfera diverse migliaia di tonnellate all’anno
. Catalizzatore: metavanadato di ammonio/nitrato di rame. Temp. = 50-80°C. P atmosferica. Si forma inevitabilmente ossido nitroso (N2O), prodotto stechiometrico, che provoca la distruzione dell’ozono, smog, piogge acide. Nonostante un efficace recupero e riciclo di N2O, ne vengono ancora emesse nell’atmosfera diverse migliaia di tonnellate all’anno.")
21
Nuova tecnologia per fenolo: ossidazione del benzene con N2O;
N2O si forma nell’ossidazione del cicloesanone ad acido adipico con HNO3; N2O (gas serra) viene generalmente incenerito o distrutto cataliticamente (alti costi); Rhodia riconverte N2O in HNO3.
 viene generalmente incenerito o distrutto cataliticamente (alti costi); Rhodia riconverte N2O in HNO3.")
22
Sintesi dell’acido adipico: metodo di Noyori
Ossidazione con H2O2 al 30%: in queste percentuali rientra nei limiti di sicurezza e l’unico sottoprodotto è H2O. Rese a partire da cicloesene (ottenuto per parziale idrogenazione del benzene): 90%. Rapporto molare Cicloesene/W/PTC (trasferitore di fase) = 100/1/1 Temp. = 75-90°C; t = 8h. Da 100g di cicloesene si ottengono 161g di acido adipico. Unico solvente: H2O (catalisi bifasica). Reazione in un solo stadio (6 passaggi)
: 90%. Rapporto molare Cicloesene/W/PTC (trasferitore di fase) = 100/1/1. Temp. = 75-90°C; t = 8h. Da 100g di cicloesene si ottengono 161g di acido adipico. Unico solvente: H2O (catalisi bifasica). Reazione in un solo stadio (6 passaggi)")
23
Acido adipico via biochimica
Occorre modificare l’Escherichia Coli per non arrivare all’acido Shikimico, precursore di amminoacidi. Riduzione dell’acido muconico con Pt/C 10% a T amb. e 50 psi per 3h con resa del 90%. Il glucosio è disponibile da risorse rinnovabili quali la cellulosa. Per diventare operativo (molto lontani): problemi di scale-up e di processo; necessità di ristrutturazione e adattamento della produzione agricola e dell’industria chimica.
: problemi di scale-up e di processo; necessità di ristrutturazione e adattamento della produzione agricola e dell’industria chimica.")
24
Sintesi dell’acido adipico

26
BASF DSM-Shell HCN più cosotso di CO

27
5° PRINCIPIO DELLA GREEN CHEMISTRY
L’uso di sostanze ausiliarie (solventi, agenti di separazione, ecc.) dovrebbe essere evitato dove possibile oppure innocuo quando necessario I SOLVENTI
 dovrebbe essere evitato dove possibile oppure innocuo quando necessario. I SOLVENTI.")
28
Nel 1733 Hermannus Boerhaave (medico olandese) scrisse:
“Oltre ai quattro elementi fuoco, acqua, aria e terra dobbiamo considerare un quinto elemento, il solvente, che è essenziale per i chimici per effettuare tutte le loro belle reazioni.” Nel 1890 Wilhelm Ostwald scrisse: “Quasi tutti i processi chimici, che avvengono in natura, sia in organismi animali che vegetali o sulla superficie non vivente della terra………avvengono fra sostanze in soluzione”.

29
1862: Berthollet, studiando l’esterificazione dell’acido acetico con etanolo, notò per la prima volta l’influenza dei solventi sulla velocità di reazione. 1890: Menschutkin affermò che una reazione non può essere separata dal mezzo in cui avviene.

30
Cos’è un solvente organico?
E’ una sostanza organica capace di sciogliere altre sostanze per dare un sistema omogeneo. Consente ai diversi reagenti di incontrarsi per far avvenire la reazione. Serve per attivare i reagenti. Non deve reagire con essi, ma deve favorire la reazione. Deve poter essere rimosso alla fine (e possibilmente essere riciclato). Quali sono i campi di utilizzo dei solventi organici? I solventi in chimica sono onnipresenti. Vengono impiegati come mezzo di reazione, per separazioni, per purificazioni, e come smacchianti. Principalmente vengono usati nell’industria delle vernici, lacche, pitture ed inchiostri. Grandi quantità servono per la preparazione di fibre sintetiche e di polimeri. Servono nella purificazione di sostanze chimiche.
. Quali sono i campi di utilizzo dei solventi organici I solventi in chimica sono onnipresenti. Vengono impiegati come mezzo di reazione, per separazioni, per purificazioni, e come smacchianti. Principalmente vengono usati nell’industria delle vernici, lacche, pitture ed inchiostri. Grandi quantità servono per la preparazione di fibre sintetiche e di polimeri. Servono nella purificazione di sostanze chimiche.")
31
Solventi “classici” per reazioni organiche, alcuni inconvenienti:
Tossici Infiammabili Volatili Costosi Inquinanti Quali sono i fattori economici? Costi di produzione Costi di impianto Costi di recupero Costi di smaltimento Costi di purificazione Stoccaggio

32
Perché i solventi classici sono pericolosi?
Per l’uomo: contatto, vapori, ingestione, (avvelenamento, effetti cancerogeni e teratogeni, ecc.) Per l’ambiente: perdite, scarico incontrollato, gas di sfiato, (piogge acide, ozono atmosferico, effetto serra, ecc.)
 Per l’ambiente: perdite, scarico incontrollato, gas di sfiato, (piogge acide, ozono atmosferico, effetto serra, ecc.)")
33
I solventi “classici” hanno però dei vantaggi
Finora la chimica è stata sviluppata sfruttando le proprietà dei solventi classici: generano specie solvatate che possono essere più reattive; possono avere caratteristiche acide o basiche; possono formare dei legami ad idrogeno; se ne può sfruttare la polarità; se ne possono sfruttare gli effetti sulla cinetica e selettività delle reazioni.

34
Criteri da considerare quando si cerca un solvente pulito
Criteri che riguardano le proprietà del solvente (efficacia migliore o paragonabile al solvente classico): Potere solvatante meccanismo di solvatazione stato della soluzione: temperatura, agitazione, pressione Reattività delle specie solvatate Sufficiente reattività Fornisce i prodotti desiderati Selettività della reazione Comprensione del meccanismo di azione del nuovo solvente Ottimizzazione delle condizioni sperimentali Criteri che riguardano la natura del solvente: Come si distribuisce/disperde nell’ambiente Come viene assimilato da parte degli organismi viventi (volatilità, lipofilicità, peso e dimensioni molecolari, degradazione) Canali di assorbimento per l’uomo e gli animali (pelle/occhi, polmoni, apparato digerente) Tossicità
: Potere solvatante. meccanismo di solvatazione. stato della soluzione: temperatura, agitazione, pressione. Reattività delle specie solvatate. Sufficiente reattività. Fornisce i prodotti desiderati. Selettività della reazione. Comprensione del meccanismo di azione del nuovo solvente. Ottimizzazione delle condizioni sperimentali. Criteri che riguardano la natura del solvente: Come si distribuisce/disperde nell’ambiente. Come viene assimilato da parte degli organismi viventi (volatilità, lipofilicità, peso e dimensioni molecolari, degradazione) Canali di assorbimento per l’uomo e gli animali (pelle/occhi, polmoni, apparato digerente) Tossicità.")
35
ESEMPI DI NUOVI SOLVENTI ALTERNATIVI
ACQUA CO2 SUPERCRITICA IDROCARBURI PERFLUORURATI LIQUIDI IONICI

36
ETEROGENIZZAZIONE DI CATALIZZATORI OMOGENEI
Ancoraggio ad un supporto solido: polimerizzazione di un opportuno monomero: il metallo, tramite il legante fosfinico risulta ancorato ad una matrice polimerica - funzionalizzazione di un supporto preformato quale un polimero Pol = polimero - adsorbimento su supporti quali zeoliti, silice, allumina, ecc. Principale incoveniente: leaching

37
SVILUPPI Catalizzatori omogenei supportati in fase liquida
Solubilizzazione di un catalizzatore omogeneo in un sottile film di solvente altobollente, poco volatile, adsorbito su un supporto solido. Solventi più usati: bifenile, polietilenglicol, trifenilfosfina fusa. Film solv./cat. Supporto solido Limiti: -solo substrati gassosi (substrati liquidi possono solubilizzare lo strato di solvente, disattivando così il catalizzatore per leaching); -perdita di solvente e disattivazione per aggregazione delle particelle metalliche. SVILUPPI CATALIZZATORI BIFASICI “ACQUOSI” “NON ACQUOSI”
; -perdita di solvente e disattivazione per aggregazione delle particelle metalliche. SVILUPPI. CATALIZZATORI BIFASICI. ACQUOSI NON ACQUOSI")
38
PROCESSO SHOP (SHELL Higher Olefin Process)
Separazione del prodotto di reazione dal catalizzatore (solubile): Distillazione, rettifica, tutte operazioni che comportano uno stress termico del catalizzatore. Questo può causare reazioni di decomposizione e progressiva disattivazione del catalizzatore; inoltre, difficilmente il recupero del catalizzatore è quantitativo e questo comporta una perdita di produttività. PROCESSO SHOP (SHELL Higher Olefin Process) Primo processo industriale di catalisi bifasica Oligomerizzazione dell’etilene ad a-olefine lineari, principalmente C4-20, a °C e bar nella fase polare 1,4-butandiolo contenete il catalizzatore [Ni(1,5-COD)2]/(C6H5)2PCH2COOH: i prodotti costituiscono una fase liquida trasparente sovrastante la fase catalitica.
: Distillazione, rettifica, tutte operazioni che comportano uno stress termico del catalizzatore. Questo può causare reazioni di decomposizione e progressiva disattivazione del catalizzatore; inoltre, difficilmente il recupero del catalizzatore è quantitativo e questo comporta una perdita di produttività. PROCESSO SHOP (SHELL Higher Olefin Process) Primo processo industriale di catalisi bifasica. Oligomerizzazione dell’etilene ad a-olefine lineari, principalmente C4-20, a °C e bar nella fase polare 1,4-butandiolo contenete il catalizzatore [Ni(1,5-COD)2]/(C6H5)2PCH2COOH: i prodotti costituiscono una fase liquida trasparente sovrastante la fase catalitica.")
39
C2H4 Olefine C2H4 Oligomerizzazione C12-18 C C + solvente Reattori Separatore di fase Distillazione C20 Metatesi Isomerizzazione C10-14 C4-10 Diagramma di flusso semplificato del processo SHOP (SHELL Higher Olefin Process)
")
40
CATALISI BIFASICA P A + B Fase Prodotti Catalizzatore Fase catalitica
Poiché la formazione di un sistema bifasico liquido è dovuta alle differenti forze intermolecolari dei due liquidi, la scelta della fase catalitica dipende principalmente dalle proprietà solventi della “fase prodotto” ad alta conversione. Se il prodotto è apolare la fase catalitica deve essere polare e viceversa. E’ fondamentale che il catalizzatore sia tale da solubilizzarsi nella fase catalitica e pertanto essere il più possibile “simile” a tale fase dato che “similia similibus solvuntur”.

41
CATALISI BIFASICA ACQUOSA
MLx A + B Prodotti Fase gas Fase gas Fase organica Fase organica Fase acquosa Catalizzatore idrosolubile Catalizzatore Limitazioni Solubilità dei reagenti organici Possibili reazioni con l’acqua

42
ACQUA

43
REAZIONE DI DIELS-ALDER
La reazione di Diels-Alder fra ciclopentadiene ed acrilonitrile mostra solo un piccolo aumento di velocità passando da un idrocarburo come solvente a metanolo ma l’aumento è molto grande in acqua. Questo aumento non è un semplice effetto polare in quanto la reazione è poco sensibile alla differente polarità degli altri due solventi ma è un tipico effetto idrofobico.

44
Quando i due reagenti idrofobici si avvicinano diminuisce la superficie idrofobica esposta all’acqua: lo stato di transizione si trova quindi ad energia più bassa rispetto ai reagenti Stato di transizione

46
REAZIONI CATALITICHE IN AMBIENTE BIFASICO ACQUOSO

47
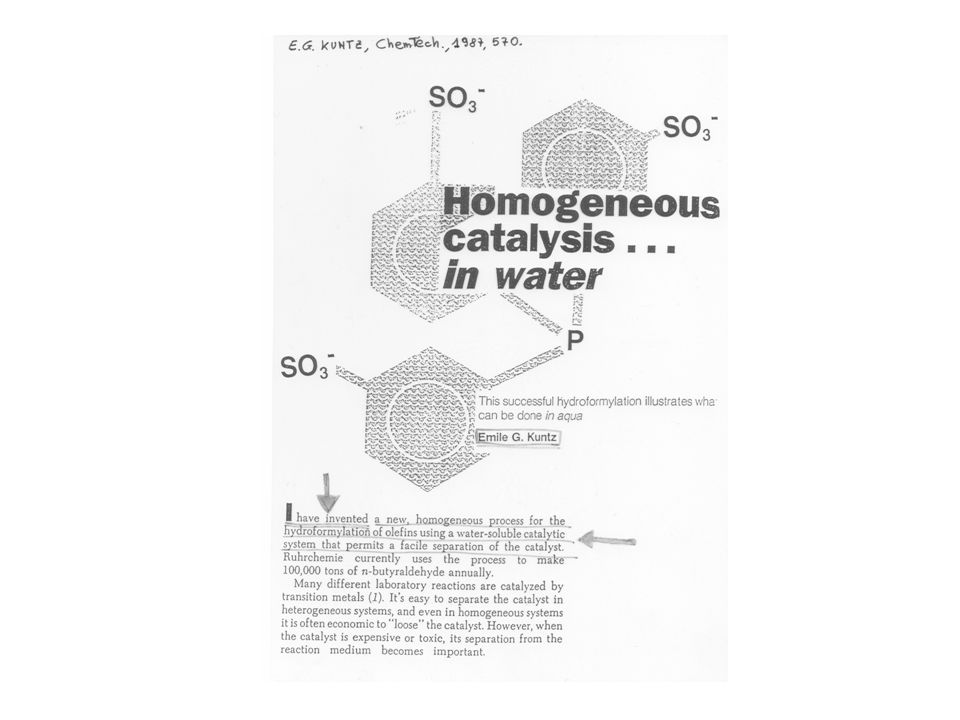
Impianto di idroformilazione (oxo-sintesi) in ambiente bifasico acquoso (Oberhausen, Germania)
 in ambiente bifasico acquoso (Oberhausen, Germania)")
48
PROCESSO UNION CARBIDE
R-CH=CH2+ CO + H2 RCH2CH2CHO + R(CH3)CHCHO normale (n) iso (i) psi CO/H2, 100°C, P/Rh = 1000 Vantaggi Alta attività catalitica Buona selettività n/i Svantaggi Difficile separazione del catalizzatore da aldeidi Cn (n>8)
CHCHO. normale (n) iso (i) psi CO/H2, 100°C, P/Rh = Vantaggi. Alta attività catalitica. Buona selettività n/i. Svantaggi. Difficile separazione del catalizzatore. da aldeidi Cn (n>8)")
49
PROCESSO RURHRCHEMIE/
RHONE-POULENC R-CH=CH2+ CO + H2 RCH2CH2CHO + R(CH3)CHCHO normale (n) iso (i) psi CO/H2, 125°C, P/Rh < 100 Vantaggi Facile separazione dei prodotti Alta selettività n/i Svantaggi Limitata solubilità delle olefine in H2O
CHCHO. normale (n) iso (i) psi CO/H2, 125°C, P/Rh < 100. Vantaggi. Facile separazione dei prodotti. Alta selettività n/i. Svantaggi. Limitata solubilità delle olefine in H2O.")
50
Solubilità a T amb. (ppm) Solubilità di alcheni lineari in acqua
Alchene Solubilità a T amb. (ppm) Etilene 131 Propene 200 1-Butene 222 1-Pentene 148 1-Esene 50 1-Ottene 2,7 Solubilità di alcheni lineari in acqua
 Etilene Propene Butene Pentene Esene Ottene. 2,7. Solubilità di alcheni lineari in acqua.")
51
Gas esausto Agitatore Olefina Separatore Syngas Colonna di stripping Separatore di fase Aldeide grezza Reattore H2O Scambiatore di calore Vapore Diagramma di flusso del processo Ruhrchemie/Rhone Poulenc per la produzione di n-butanale (Oberhausen).
.")
52
Dati caratteristici del processo Ruhrchemie-Rhône Poulenc
Condizioni operative Valore medio Temperatura 125°C P gas di sintesi 50 bar V(H2O)/V(solvente org.) 6 TPPTS/Rh >60 Conversione 99% Selettività aldeidi C4 95% n-Butanale i-Butanale 4,5% Selettività n/i 19 Fattore “E” 0,04 Dati caratteristici del processo Ruhrchemie-Rhône Poulenc
/V(solvente org.) 6. TPPTS/Rh. >60. Conversione. 99% Selettività aldeidi C4. 95% n-Butanale. i-Butanale. 4,5% Selettività n/i. 19. Fattore E 0,04. Dati caratteristici del processo Ruhrchemie-Rhône Poulenc.")
53
Uno scarto inerte può essere riciclato o rilasciato nell’ambiente.
Evitare/minimizzare scarti: per scarto si intende qualsiasi cosa prodotta in un processo che non sia il prodotto desiderato. Principalmente si tratta di sali inorganici (es. NaCl, Na2SO4, (NH4)2SO4), formati in stadi di neutralizzazione, o derivati da reagenti inorganici stechiometrici (es., ossidanti metallici stechiometrici). Nell’industria chimica lo scarto può essere inerte o contaminato. Uno scarto inerte può essere riciclato o rilasciato nell’ambiente. Uno scarto contaminato richiede trattamenti speciali!!!
2SO4), formati in stadi di neutralizzazione, o derivati da reagenti inorganici stechiometrici (es., ossidanti metallici stechiometrici). Nell’industria chimica lo scarto può essere inerte o contaminato. Uno scarto inerte può essere riciclato o rilasciato nell’ambiente. Uno scarto contaminato richiede trattamenti speciali!!!")
54
Le acque di scarto sono un tipico esempio di scarto contaminato che necessita di essere trattato prima di essere riciclato o rilasciato nell’ambiente. In ogni caso però, indipendentemente dal tipo di scarto, lo scarto costa denaro. Pertanto c’è una forte motivazione a ridurre gli scarti.

55
Una misura dello scarto è data dal Fattore E
IL FATTORE E Una misura dello scarto è data dal Fattore E Il Fattore E indica la reale quantità di scarto formato in un processo per la produzione di 1 Kg di prodotto. Nel processo di idroformilazione in ambiente bifasico acquoso il Fattore E è solo 0,04, indicando così una bassa quantità di formazione di sottoprodotti indesiderati, rendendo pertanto il processo globale ancora più interessante ed “appetibile” da un punto di vista di chimica sostenibile.

56
Parametri tecnici dell’oxo sintesi
HCo(CO)4 HCo(CO)3PBu3 HRh(CO)(PR3)3 R = C6H5 R = m-C6H4SO3Na P(bar) 50-100 15-20 10-100 T(°C) 85-115 50-130 n/i 80/20 88/12 92/8 95-99/5-1 Selet. Media Bassa Alta Molto alta Idrog. Produzione n-butanale (sistema bifasico-acquoso): t/a; Costo Rh: $/Kg Perdita = 2 Kg Rh/10 anni (0,0025% vendita n-butanale) n-butanale: 1 euro/Kg.
4. HCo(CO)3PBu3. HRh(CO)(PR3)3. R = C6H5. R = m-C6H4SO3Na. P(bar) T(°C) n/i. 80/20. 88/12. 92/ /5-1. Selet. Media. Bassa. Alta. Molto alta. Idrog. Produzione n-butanale (sistema bifasico-acquoso): t/a; Costo Rh: $/Kg. Perdita = 2 Kg Rh/10 anni (0,0025% vendita n-butanale) n-butanale: 1 euro/Kg.")
57
FLUIDI SUPERCRITICI

58
Punto triplo Punto critico Un fluido supercritico è qualsiasi composto al di sopra del suo punto critico, che è il massimo sia di T che di P a cui un liquido ed un gas coesistono. Sopra il punto critico, compressioni isotermiche provocano un continuo aumento in densità senza però condensazione ad uno stato liquido. Tutte le sostanze, in teoria, hanno un punto critico, ma molte degradano prima di raggiungerlo.

59
Gli esperimenti che hanno portato alla scoperta del punto critico furono messi a punto da Denis Papin in Inghilterra nel Papin progettò un reattore a pressione che chiamò “digestore” e l’usò per provare che l’ebollizione di H2O può essere “soppressa” per azione della pressione. In seguito il barone Cagniard de Latour (1822) riprese gli esperimenti. Denis Papin
 riprese gli esperimenti. Denis Papin.")
60
J’ai introduit une petit marmite a Papin, construite avec un bout de canon de fusil tres epais, une certaine quantitè d’alcool a 36 degrés…… Le liquide [….] a disparu complètemnt, et s’est converti en une vapeur tellement transparente…. ….on pourrait peut-etre obtenir quelques autres rèsultats intèressana pour la chimie… (Baron Charles Cagniard de LaTour)
")
61
Cagniard de LaTour: “Ho introdotto in un piccolo digestore di Papin, costruito dalla parte terminale di una canna di cannone a pareti spesse, una certa quantità di alcol a 36°C ed una sfera di marmo; il liquido occupava circa un terzo della capacità interna dell’apparato. Avendo ascoltato il tipo di rumore che il marmo produceva facendolo rotolare nella canna, prima a freddo, e poi scaldando via via su un fuoco, sono arrivato al punto in cui il marmo sembrava rimbalzare ad ogni collisone, come se il liquido non esistesse più all’interno della canna”.

62
Diagramma di stato della CO2

63
Caratteristiche della CO2 allo stato supercritico
Simile ai gas: occupa l’intero volume alta velocità di diffusione bassa viscosità nessuna tensione di vapore miscibile con i gas Simile ai liquidi: densità omogenea solvente per solidi e liquidi diffusione del calore

64
La CO2 come solvente Vantaggi: poco costosa non corrosiva non infiammabile non tossica può essere recuperata e riciclata non genera scarti e non lascia residui non ha effetti dannosi sullo strato di ozono atmosferico è un solvente dalle proprietà modulabili

65
Inconvenienti: La CO2 come solvente liquido o supercritico
è necessaria alta pressione per ottenere la CO2 allo stato liquido o supercritico scarsa solubilità di alcuni reagenti

66
DENSITA’ E POTERE SOLVENTE DI scCO2 IN FUNZIONE DELLA TEMPERATURA E DELLA PRESSIONE

67
FLUIDI SUPERCRITICI

68
viene immessa nell’atmosfera dai processi di combustione
E l’effetto serra? La CO2 di un processo può essere completamente riciclata Se ne userebbe comunque una quantità minore di quanta ne viene immessa nell’atmosfera dai processi di combustione

69
Esempio di impiego di CO2 supercritica
Estrazione della caffeina dai chicchi di caffè (ca t/a), al posto di CH2Cl2 Serve anche per l’estrazione dell’aroma del luppolo
, al posto di CH2Cl2. Serve anche per l’estrazione dell’aroma del luppolo.")
70
Impiego di scCO2 nell’estrazione della caffeina, in sostituzione di solventi organici clorurati tossici. Data la sua alta diffusibilità e bassa tensione superficiale, la CO2 supercritica può penetrare profondamente nei chicchi, dove il 97-99% della caffeina può essere estratto riducendo così il contenuto della caffeina dall’originale % ad un valore residuo di circa 0.1%. Il processo ha il vantaggio di produrre un estratto pregiato (caffeina) ed un raffinato altrettanto pregiato (caffè decaffeinato). Il processo è stato commercializzato dalla Hag, compagnia di caffè tedesca, nel Ora la Hag appartiene a Maxwell House (una corporazione della Philip Morris) ed ha creato un grosso impianto negli USA. Molti altri impianti sono poi stati creati in tutto il mondo e si stima che in totale vengano prodotte t/a di caffè decaffeinato.
 ed un raffinato altrettanto pregiato (caffè decaffeinato). Il processo è stato commercializzato dalla Hag, compagnia di caffè tedesca, nel Ora la Hag appartiene a Maxwell House (una corporazione della Philip Morris) ed ha creato un grosso impianto negli USA. Molti altri impianti sono poi stati creati in tutto il mondo e si stima che in totale vengano prodotte t/a di caffè decaffeinato.")
71
Il processo è un processo batch per il caricamento ma l’estrazione è in continuo. Un processo in continuo vero e proprio non è ancora fattibile in quanto non è disponibile una via tecnica economica che permetta un continuo carico e scarico del materiale solido (chicchi non macinati) in un regime di alta pressione (>10 MPa). Vengono usati grossi reattori di estrazione che possono essere alti più di 20 m e larghi 3 m di diametro. La fase CO2 caricata di caffeina passa attraverso una camera di assorbimento in un’unità separatrice. La caffeina viene estratta dalla fase supercritica mediante una doccia di goccioline di acqua. CO2 torna al reattore

72
Diagramma di flusso semplificato per la decaffeinizzazione dei chicchi di caffè mediante scCO2

73
Esempio di impiego di CO2 supercritica
Impiego nella pulitura a secco al posto della trielina (tricloroetilene)
")
74
Impiego nella pulitura a secco
Sebbene numerosi studi abbiano mostrato che percloroetilene sia altamente tossico e forse anche cancerogeno, oggi i “lavatori a secco” usano per ca. 95% percloroetilene come solvente. Al momento, CO2 compressa insieme a surfattanti per la pulitura è considerata un sostituto con alto potenziale. Negli anni ’90 il gruppo di De Simone (USA) trovò un detergente per CO2 liquida con proprietà pulenti. Queste molecole formano micelle inverse e dove presenti impurezze, queste vengono incapsulate negli spazi interni idrofilici. Questi insiemi sono capaci di diffondere nella fase CO2 dove vengono continuamente estratti. Il primo prototipo di lavatrice che utilizza la tecnologia della CO2 fu costruito nel Oggigiorno milioni di Kg di indumenti sono puliti nel mondo utilizzando questa tecnologia.
 trovò un detergente per CO2 liquida con proprietà pulenti. Queste molecole formano micelle inverse e dove presenti impurezze, queste vengono incapsulate negli spazi interni idrofilici. Questi insiemi sono capaci di diffondere nella fase CO2 dove vengono continuamente estratti. Il primo prototipo di lavatrice che utilizza la tecnologia della CO2 fu costruito nel Oggigiorno milioni di Kg di indumenti sono puliti nel mondo utilizzando questa tecnologia.")
75
APPLICAZIONI IN CATALISI IMMOBILIZZAZIONE DEL CATALIZZATORE
Combinare un contatto intimo dei reagenti e del catalizzatore durante la reazione ma con il massimo grado di discriminazione nella fase di separazione. Creare confini di fase facilita grandemente la separazione ma crea spesso barriere di trasferimento di massa riducendo così TON e/o selettività. Altro problema è il leaching del catalizzatore ed una contaminazione incrociata fra il substrato e la fase catalitica. Le proprietà di scCO2 rendono questo fluido idoneo per certi processi.

76
Idrogenazione catalitica enantioselettiva di immine: sintesi dell’erbicida Metolachlor
Lo stato dell’arte è rappresentato da una sintesi classica che richiede l’uso di H2SO4 e I2 (o di HI), oltre al catalizzatore (complesso di Ir) A. Togni, Angew. Chem. Int. Ed. Engl., 1996, 35, 1475
, oltre al catalizzatore (complesso di Ir) A. Togni, Angew. Chem. Int. Ed. Engl., 1996, 35,")
77
La stessa reazione in CO2 supercritica (scCO2) è
un esempio di un nuovo processo Immina Ammina scCO2 scCO2 scCO2 scCO2 Immina Ammina H2 Estrazione H2 H2 H2 = Catalizzatore

78
…..la cui efficienza si conserva dopo ripetuti cicli.
eccesso enantiomerico % n° cicli catalitici

79
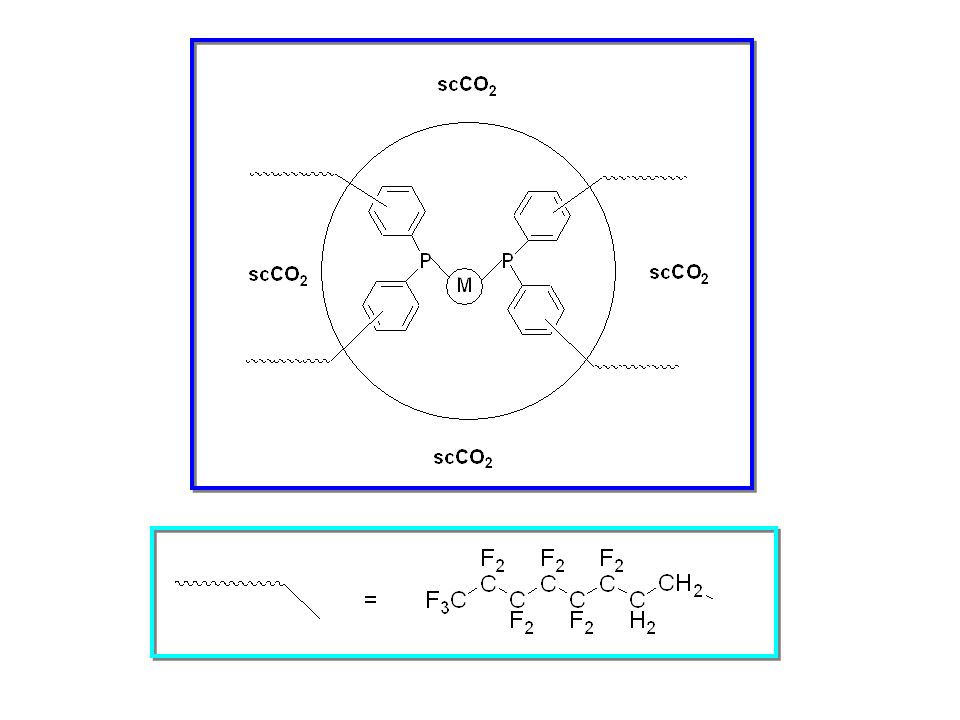
Solubilità di leganti organici in scCO2
Per aumentare la solubilità in scCO2 del complesso organometallico impiegato come catalizzatore in una reazione, ad es. idrogenazione, occorre funzionalizzarlo con perfluoroalcani

81
R = iBu R = H ee (%)
")
82
IDROCARBURI PERFLUORURATI

83
Gli idrocarburi perfluorurati come solventi

84
Gli idrocarburi perfluorurati come solventi
Dissolvono grandi quantità di gas Sono immiscibili con solventi organici La separazione dei prodotti è facile Vengono usati soprattutto in sistemi bifasici

85
Sopravvivenza dei mammiferi che respirano liquidi organici
Da SCIENCE del 24 Giugno 1966 (vol. 152, n° 3730) Sopravvivenza dei mammiferi che respirano liquidi organici equilibrati con ossigeno a pressione atmosferica. Riassunto. Dato che l’ossigeno e la CO2 sono molto solubili in certi oli al silicone e in fluorocarburi, questi liquidi consentono la respirazione di mammiferi. Le cavie ed i gatti che respirano […] fluorocarburi sopravvivono per settimane. La respirazione delle cavie è ottimale in questi liquidi organici a circa 20°C. Nei gatti, l’ossigenazione arteriosa è eccellente, ma vi è difficoltà nella eliminazione della CO2. Tutti gli animali hanno subito danni polmonari per aver respirato fluorocarburi. Ulteriori studi sulla respirazione tramite liquidi organici potrà portare allo sviluppo di un metodo sicuro per consentire la respirazione dell’uomo mediante liquidi all’equilibrio con gas a pressione atmosferica. L.C. Clark Jr., F. Gollan
 Sopravvivenza dei mammiferi che respirano liquidi organici. equilibrati con ossigeno a pressione atmosferica. Riassunto. Dato che l’ossigeno e la CO2 sono molto solubili in certi oli al silicone e in fluorocarburi, questi liquidi consentono la respirazione di mammiferi. Le cavie ed i gatti che respirano […] fluorocarburi sopravvivono per settimane. La respirazione delle cavie è ottimale in questi liquidi organici a circa 20°C. Nei gatti, l’ossigenazione arteriosa è eccellente, ma vi è difficoltà nella eliminazione della CO2. Tutti gli animali hanno subito danni polmonari per aver respirato fluorocarburi. Ulteriori studi sulla respirazione tramite liquidi organici potrà portare allo sviluppo di un metodo sicuro per consentire la respirazione dell’uomo mediante liquidi all’equilibrio con gas a pressione atmosferica. L.C. Clark Jr., F. Gollan.")
86
Fase gas Fase gas Fase gas Fase idrocarburica Fase idrocarburica
Fase acquosa Fase fluorurata HRh(CO)(PPh3)3 HRh(CO)[P(C6H4SO3Na)3]3 HRh(CO)[P[(CH2)2(CF2)5CF3]3]3
(PPh3)3. HRh(CO)[P(C6H4SO3Na)3]3. HRh(CO)[P[(CH2)2(CF2)5CF3]3]3.")
87
Catalisi bifasica fluorurata
Fase Prodotti P A + B L L Catalizzatore L L = Catene fluorurate L Fluoro-Fase I.T. Horvath, Acc. Chem. Res., 1998, 31, 641.

88
Ossidazione di aldeidi ad acidi carbossilici
P O2 O2 Fase org Fase org. O2 P E E P Fase omogenea F-Fase F-Fase Cat. Cat. Cat. Solvente = perfluorodecalina Temp. = 60°C; p(O2) = 1 atm; t = 12 h; Resa = 87% Cat. =
 = 1 atm; t = 12 h; Resa = 87% Cat. =")
89
Toluene + esano Toluene + esano + C6F11CF3 Fase fluorurata C6F11CF3 Soluzione monofasica di n-esano (3 ml)-toluene (1 ml)-C6F11CF3 (3 ml). Il colore blue della fase fluorurata è dovuto ad un complesso perfluoroalchilato di cobalto-ftalocianina Separazione di fase di n-esano (3 ml)-toluene (1 ml)-C6F11CF3 (3 ml) in un sistema bifasico fluorurato a temperatura ambiente. Il colore blue della fase fluorurata è dovuto ad un complesso perfluoroalchilato di cobalto-ftalocianina
-toluene (1 ml)-C6F11CF3 (3 ml). Il colore blue della fase fluorurata è dovuto ad un complesso perfluoroalchilato di cobalto-ftalocianina. Separazione di fase di n-esano (3 ml)-toluene (1 ml)-C6F11CF3 (3 ml) in un sistema bifasico fluorurato a temperatura ambiente. Il colore blue della fase fluorurata è dovuto ad un complesso perfluoroalchilato di cobalto-ftalocianina.")
90
Idroformilazione catalizzata da complessi di rodio “fluorurati”
Il catalizzatore di rodio fluorurato può essere usato per una vasta gamma di olefine Aldeidi pesanti sono facilmente separate dalla fase fluorurata* L’attività del catalizzatore e la selettività n/i è paragonabile a quella dei catalizzatori di rodio modificati con fosfine (processo Union Carbide) Eccellente stabilità del catalizzatore a basso leaching nella “fase prodotto” Il solvente fluorurato separa il catalizzatore dai prodotti ed agisce anche come un trasferitore di calore Studi NMR hanno evidenziato la presenza di due specie di rodio nella fase fluorurata: HRh(CO)P[(CH2)2(CF2)5CF3]3 e HRh(CO)P[(CH2)2(CF2)5CF3]2. *Separazione liquido-liquido a 40°C (%) Composto: C6F11CF3 1-decene undecanale Fase superiore , , ,8 Fase inferiore , , tracce
 Eccellente stabilità del catalizzatore a basso leaching nella fase prodotto Il solvente fluorurato separa il catalizzatore dai prodotti ed agisce anche come un. trasferitore di calore. Studi NMR hanno evidenziato la presenza di due specie di rodio nella fase fluorurata: HRh(CO)P[(CH2)2(CF2)5CF3]3 e HRh(CO)P[(CH2)2(CF2)5CF3]2. *Separazione liquido-liquido a 40°C (%) Composto: C6F11CF3 1-decene undecanale. Fase superiore 2,7 19,5 77,8. Fase inferiore 99,3 0,7 tracce.")
91
Idroformilazione in semi-continuo dell’1-decene
Il reattore viene caricato con Rh(CO)2Acac, P[CH2CH2(CF2)3]3, C7F14 e 5 bar CO/H2 (1/1) a 25°C. Il reattore viene scaldato a 100°C e caricato con 1-decene a 10 bar CO/H2 (1/1). Tempo di reazione: 3 ore. Il reattore viene raffreddato a 15°C ed i prodotti separati Il reattore viene caricato con 5 bar CO/H2 (1/1) a 25°C, scaldato a 100°C e caricato con 1-decene a 10 bar CO/H2 (1/1). Prodotti separati Fase gas Prodotti F-Fase
2Acac, P[CH2CH2(CF2)3]3, C7F14 e 5 bar CO/H2 (1/1) a 25°C. Il reattore viene scaldato a 100°C e caricato. con 1-decene a 10 bar CO/H2 (1/1). Tempo di reazione: 3 ore. Il reattore viene raffreddato a 15°C ed i. prodotti separati. Il reattore viene caricato con 5 bar CO/H2 (1/1) a 25°C, scaldato a 100°C e caricato con 1-decene. a 10 bar CO/H2 (1/1). Prodotti. separati. Fase. gas. Prodotti. F-Fase.")
92
ALTRE APPLICAZIONI Nuovo ipotetico approccio per la rimozione di prodotti chimici indesiderati dal sangue: estrazione mediante reagenti fluorurati trasformazioni chimiche di tali prodotti con reagenti o catalizzatori fluorurati. Fluoroidrocarburi sono stati già usati con successo come trasportatori di ossigeno o come “sostituenti del sangue” ed anche per diagnosi e rilascio di farmaci.

93
ESEMPIO Colesterolo insolubile in perfluorodecalina a T ambiente; dopo l’aggiunta di 10 equivalenti di 2-perfluoroottiletanolo come reagente fluorurato, il colesterolo è rivelabile in fase fluorurata. La formazione di una “tenda da doccia fluorurata” intorno al colesterolo attraverso interazioni attrattive fra i gruppi ossidrilici del 2-perfluorottiletanolo e del colesterolo potrebbe essere una possibile spiegazione per la solubilizzazione del colesterolo.

94
LIQUIDI IONICI

95
I liquidi ionici (o sali fusi) come solventi
I liquidi ionici sono liquidi interamente costituiti da ioni, ovvero: sali organici con un basso punto di fusione, presenti allo stato liquido a temperatura ambiente. Possono essere liquidi ionici i sali inorganici quali NaCl, per es.?

96
I liquidi ionici (o sali fusi) come solventi
I liquidi ionici sono Liquidi interamente costituiti da ioni, ovvero sali organici con un basso punto di fusione (<100°C); Possono essere presenti allo stato liquido a temperatura ambiente; Hanno una tensione di vapore praticamente non misurabile
; Possono essere presenti allo stato liquido a temperatura ambiente; Hanno una tensione di vapore praticamente non misurabile.")
97
I liquidi ionici come solventi
Gli archetipi dei liquidi ionici sono i sali cloroalluminati (AlCl4-) dei seguenti cationi: 1-Butilpiridinio: [Nbupy]+ 1-Etil-3-metilimidazolio: [emim]+
 dei seguenti cationi: 1-Butilpiridinio: [Nbupy]+ 1-Etil-3-metilimidazolio: [emim]+")
98
Tipici cationi ed anioni usati per la formazione di liquidi ionici

99
I liquidi ionici come solventi
Vantaggi: tensione di vapore nulla e volatilità molto bassa possono agire da solventi e da catalizzatori al contempo sono facilmente riciclabili le reazioni procedono in condizioni blande di T e P i prodotti sono facilmente separabili alcuni sono liquidi nell’intervallo di temperatura – °C!

100
Perché usare i liquidi ionici come solventi?
I liquidi ionici eliminano i problemi collegati alla solvolisi (dovuta alla presenza di –OH nel solvente) ed alla solvatazione Sono un mezzo capace di sciogliere un gran numero di molecole organiche ed inorganiche fino a concentrazioni molto alte (bastano pertanto volumi di reazione minori).
 ed alla solvatazione. Sono un mezzo capace di sciogliere un gran numero di molecole. organiche ed inorganiche fino a concentrazioni molto alte (bastano. pertanto volumi di reazione minori).")
101
I liquidi ionici come solventi
Inconvenienti: La tossicità non è ancora completamente determinata I costi di produzione di grandi quantità possono essere elevati

102
I liquidi ionici come solventi
Consideriamo il sale [emim]Cl/AlCl3: le proprietà del liquido ionico variano al variare della frazione molare di AlCl3. E’ possibile pertanto passare da: proprietà basiche AlCl3/[emim]+<1 proprietà acide AlCl3/[emim]+>1

103
Reazioni di Friedel-Crafts (F-C) in liquidi ionici
Normalmente le reazioni di alchilazione e di acilazione di F-C vengono condotte in un solvente inerte in presenza di AlCl3

104
Reazioni di Friedel-Crafts (F-C) in liquidi ionici
Le stesse reazioni avvengono, a temperatura ambiente, nel liquido ionico [emim]Cl/AlCl3. In questo caso il solvente agisce anche da catalizzatore acido di Lewis

105
10 Anioni (PF6-, BF4-) + 1 catione (vari sotituenti)
AlCl4- Termicamente stabile fra -100°C e +200°C. Rapporto [emim]Cl/AlCl3 = 1 : pf 6°C; Rapporto [emim]Cl/AlCl3 = 35/65 : pf -96°C. Densità e viscosità dipendono dalla lunghezza delle catene alchiliche sull’anello. 10 Anioni (PF6-, BF4-) + 1 catione (vari sotituenti) Circa 600 liquidi ionici
 + 1 catione (vari sotituenti) Circa 600 liquidi ionici.")
106
PROCESSO DIMERSOL/DIFASOL
Processo Dimersol (IFP): dimerizzazione olefine (propene e butene) a eseni e otteni. 25 Impianti nel mondo: produzione totale 3x106 t/a. Olefine C8 vengono idroformilate ad alcoli C9 usati nell’industria dei plasticizzanti. Il processo opera senza solvente in presenza di un catalizzatore a base di Ni tipo [LNiCH2R][AlCl4] (L = PR3) Catalizzatore solubile in solventi aromatici o clorurati (maggiore attività in soluzione). Problema: separazione dei prodotti dal catalizzatore
: dimerizzazione olefine (propene e butene) a eseni e otteni. 25 Impianti nel mondo: produzione totale 3x106 t/a. Olefine C8 vengono idroformilate ad alcoli C9 usati nell’industria dei plasticizzanti. Il processo opera senza solvente in presenza di un catalizzatore a base di Ni tipo [LNiCH2R][AlCl4] (L = PR3) Catalizzatore solubile in solventi aromatici o clorurati (maggiore attività in soluzione). Problema: separazione dei prodotti dal catalizzatore.")
107
Anni ’90: ricercatori IFP scoprono che liquidi ionici cloroalluminati erano solventi per il catalizzatore di Ni. Sistema ternario [bmim]Cl-AlCl3-EtAlCl2 (bmim = 1-butil-3-metilimidazolo) + NiCl2: formazione di una specie cataliticamente attiva stabilizzata dal liquido ionico. Il Processo Dimersol può essere condotto in sistema bifasico liquido-liquido a P atmosferica e T fra -15°C e + 5°C. Vantaggi: I prodotti di reazione non sono solubili nel liquido ionico (meno densi) e vengono separati; Maggiore attività del catalizzatore (>250 Kg propene dimerizzato per 1 g cat.) Migliore selettività verso dimeri desiderati (no oligomeri superiori) Processo DIFASOL (IFP): dimerizzazione in continuo di butene
 + NiCl2: formazione di una specie cataliticamente attiva stabilizzata dal liquido ionico. Il Processo Dimersol può essere condotto in sistema bifasico liquido-liquido a P atmosferica e T fra -15°C e + 5°C. Vantaggi: I prodotti di reazione non sono solubili nel liquido ionico (meno densi) e vengono separati; Maggiore attività del catalizzatore (>250 Kg propene dimerizzato per 1 g cat.) Migliore selettività verso dimeri desiderati (no oligomeri superiori) Processo DIFASOL (IFP): dimerizzazione in continuo di butene.")
Presentazioni simili










 + soluto In genere solvente liquido (es.acqua) E soluto solido, liquido, aeriforme.>")




1 VELOCITA DI REAZIONE ED EQUILIBRI.>")
1 Soluzioni e sospensioni.>")
![AA + bB pP + qQ V = -1/a x d[A]/dt = -1/b x d[B]/dt =1/p x d[P]/dt =1/q x d[Q]/dt DEFINIZIONE di velocità di reazione.](/2/576433/big_thumb.jpg "AA + bB pP + qQ V = -1/a x d[A]/dt = -1/b x d[B]/dt =1/p x d[P]/dt =1/q x d[Q]/dt DEFINIZIONE di velocità di reazione.>")

