Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
Tecniche di Gestione della Qualità Prof. Alessandro Ruggieri Prof. Enrico Mosconi A.A. 2011-2012

2
LE CARTE DI CONTROLLO

3
LA CARTA DI CONTROLLO COSTITUISCE UN METODO GRAFICO PER VALUTARE SE UN PROCESSO E’ O NON E’ SOTTO CONTROLLO. LA FORMA PIU’ COMUNE DELLA CARTA DI CONTROLLO REGISTRA CRONOLOGICAMENTE E GRAFICAMENTE I VALORI DI UN PARAMETRO DI UN PRODOTTO O DI UN PROCESSO, CON IN RIFERIMENTO A DEI LIMITI CHE TENGONO PRESENTE LA VARIABILITA’ NATAURALE DEL PROCESSO PRESO IN ESAME

4
CAUSE COMUNI E CAUSE SPECIALI La variabilità che dipende dal sistema è originata da tutta una serie di cause legate tra loro e che vengono chiamate CAUSE COMUNI Le cause che NON dipendono dal funzionamento naturale del sistema e che possono creare di per sé una variabilità sono chiamate CAUSE SPECIALI

5
Quando un sistema è disturbato da una o più cause speciali si dice che è FUORI CONTROLLO o non è più in STATO DI CONTROLLO. I suoi parametri non sono più prevedibili finché le cause speciali non sono rimosse.

6
Valore anomalo di un parametro Causa speciale STRUMENTO LA CARTA DI CONTROLLO SEGNALE STATISTICO

7
TIPI DI CARTE DI CONTROLLO TIPI DI CARTETIPI DI DATICARTE DI CONTROLLO ADOTTATE CARTE DI CONTROLLO PER VARIABILI La caratteristica di un prodotto è rappresentabile su una scala di valori continua CONTINUIX - R ESEMPIO: Misure (0,01 mm) Volume Peso di prodotto (g) Energia consumata (kWh) CARTE DI CONTROLLO PER ATTRIBUTI Le caratteristiche non possono essere misurate, quindi ciascuna unità prodotta viene valutata conforme o meno a seconda che possieda o meno certi attributi DISCRETIpn ESEMPIO: Numero di parti difettose Frazione difettosa Rapporto tra prodotti di seconda qualità e prodotto totale
 Volume Peso di prodotto (g) Energia consumata (kWh) CARTE DI CONTROLLO PER ATTRIBUTI Le caratteristiche non possono essere misurate, quindi ciascuna unità prodotta viene valutata conforme o meno a seconda che possieda o meno certi attributi DISCRETIpn ESEMPIO: Numero di parti difettose Frazione difettosa Rapporto tra prodotti di seconda qualità e prodotto totale")
8
Carte di controllo per attributi (Carta P) La carta di controllo per attributi più comune è la Carta P, utilizzata nel caso di dati categorici del tipo: conforme/non conforme. L’attenzione, con dati di questo tipo, si concentra sulla proporzione di pezzi difettosi. Per costruire una carta di controllo P si fissano 3 valori: 1. LC = Limite Centrale 2. LS = Limite Superiore 3. LI = Limite inferiore

9
Limite centrale = Media del processo Limite Superiore = Media del processo + 3 scarti quadratici media Limite Inferiore = Media del processo - 3 scarti quadratici media LC = LS LI Xi = n di pezzi difettosi del sottogruppo i ni = ampiezza campionaria del sottogruppo i pi = Xi/ni k = n di sottogruppi considerati P = proporzione media pezzi difettosi N = ampiezza media dei sottogruppi

10
Per uguali ni N = ni P = N = P = In generale

11
CARTE DI CONTROLLO PER VARIABILI La carta per la media X è la più usata per controllare la CENTRALITA’ del processo. La carta basata sul range campionario o sulla deviazione standard campionaria sono quelle più usate per controllare la VARIABILITÀ

12
ELEMENTI FONDAMENTALI DELLA CARTA DI CONTROLLO X-R LA MEDIA DEL PARAMETRO; IL RANGE, LO SCARTO TRA IL VALORE MIN E MAX; I LIMITI SUPERIORI ED INFERIORI ENTRO I QUALI IL PROCESSO SI MANTIENE SE RISPETTA LA SUA VARIABILITA’

13
COME SI COTRUISCE UNA CARTA DI CONTROLLO Per costruire una carta di controllo si fissano tre valori: LSC= limite superiore; CL = valore centrale; LIC=limite inferiore.

14
CARTA DI CONTROLLO PER R Raccolta dei dati Calcolo del valore di R per ogni osservazione R = ( Max – Min) Successivamente si calcola il valore medio delle escursioni R, prendendo in considerazione i valori R1, R2, ecc. delle escursioni di ciascun campione. R1 + R2 + …… + Rn ------------------------------ M Rm =

15
CARTA DI CONTROLLO PER R Il calcolo dei limiti di controllo richiede l’utilizzo di opportune tabelle. Per la carta di controllo per R si usano le seguenti formule: Limite Superiore (LSC) = D4Rm Limite Inferiore (LIC) = D3Rm Limite Centrale =Rm
 = D4Rm Limite Inferiore (LIC) = D3Rm Limite Centrale =Rm.")
16
CARTA DI CONTROLLO PER LA MEDIA 1. Raccolta dei dati 2. Calcolare la media dei valori medi, cioè la Σ di tutti i valori medi X1, X2, ecc. dei singoli campioni, divisa per il numero dei campioni esaminati. X1 + X2+ …..+ Xn -------------------- M Xm =

17
CARTA DI CONTROLLO PER LA MEDIA Il calcolo dei limiti di controllo richiede l’utilizzo di opportune tabelle. Per la carta di controllo per la media si usano le seguenti formule: Limite Superiore (LSC) = Xm + A2Rm Limite Inferiore (LIC) = Xm – A2Rm Limite Centrale = Xm
 = Xm + A2Rm Limite Inferiore (LIC) = Xm – A2Rm Limite Centrale = Xm.")
18
Carta di controllo per la lunghezza di un elemento: CL= 8 cm; UCL=8,5 cm; LCL=7,5 cm.

19
L’asse orizzontale indica la sequenza temporale con la quale sono stati raccolti i dati; L’asse verticale indica il valore della caratteristica del prodotto in esame, nel nostro caso il diametro del foro. La carta permette di seguire nel tempo, di monitorare la situazione in esame, inquadrare la caratteristica del diametro del foro rilevata sul nastro laminato forato.

20
SCELTA DEI LIMITI DI CONTROLLO Errore di I Tipo di una carta di controllo Concludere che il processo è fuori controllo quando è sotto controllo Errore di II Tipo di una carta di controllo Concludere che il processo è sotto controllo quando non lo è controllo

21
SCELTA DEI LIMITI DI CONTROLLO Quanto più i limiti vengono posizionati LONTANO dalla LC Minore sarà il rischio di I tipo Maggiore sarà il rischio di II tipo Quanto più i limiti vengono posizionati VICINO al LC Maggiore sarà il rischio di I tipo Minore sarà il rischio di II tipo

22
INTERPRETAZIONE DELLA CARTA DI CONTROLLO Uno o più punti FUORI o SULLA LINEA LIMITE CARTACOSA SIGNIFICACAUSE POSSIBILI XSpostamento della media del processo 1.Errore da parte dell’operatore (distrazione) 2.Difetto della macchina RVariazione della dispersione del processo 1.Errore da parte dell’operatore (distrazione) 2.Difetto della macchina
 2.Difetto della macchina RVariazione della dispersione del processo 1.Errore da parte dell’operatore (distrazione) 2.Difetto della macchina")
24
Serie di punti CONSECUTIVI da una STESSA PARTE CARTACOSA SIGNIFICACAUSE POSSIBILI XSpostamento della media del processo 1.Differenti materie prime 2.Nuovo operatore inesperto 3.Un difetto di una parte della macchina 4.Mutamento della messa a punto della macchina RDispersione dei valori decisamente aumentata o diminuita 1.Operatore inesperto 2.Improvvisa variazione nel gioco di un meccanismo 3.Grande variazione nel materiale

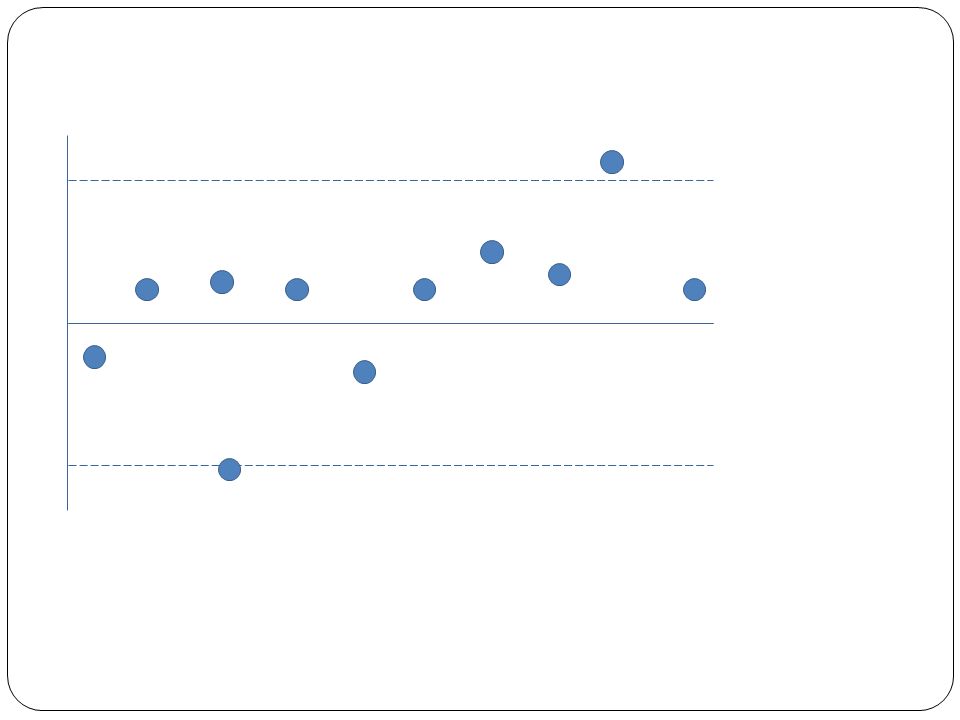
25
8 consecutivi 10 su 12

26
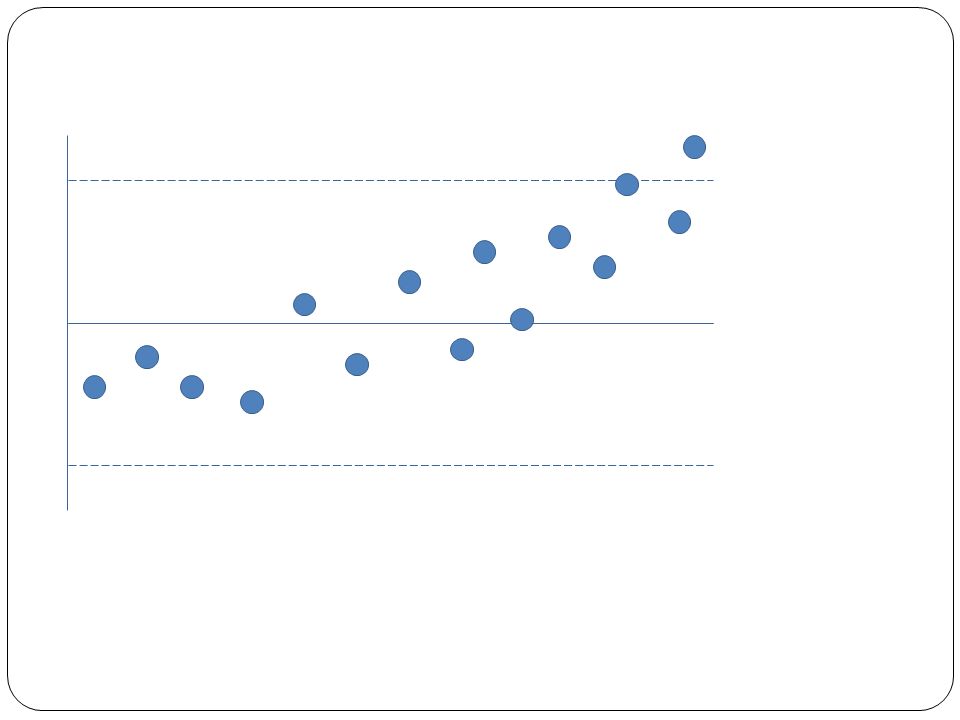
Sequenza dei punti CRESCENTE o DECRESCENTE CARTACOSA SIGNIFICACAUSE POSSIBILI XLa media del processo segue una tendenza continua di aumento o diminuzione 1.Usura dell’utensile 2.Graduale deterioramento di una parte 3.Mutamento graduale della viscosità di un prodotto chimico RAmpiezza della dispersione segue una tendenza continua di aumento o diminuzione 1.Miglioramento dell’abilità dell’operatore (Trend in discesa) 2.Diminuzione dell’abilità dovuta a fatica 3.Miglioramento (o peggioramento) dell’omogeneità del materiale
 2.Diminuzione dell’abilità dovuta a fatica 3.Miglioramento (o peggioramento) dell’omogeneità del materiale")
28
INTERPRETAZIONE DELLA CARTA DI CONTROLLO Se uno o più punti della carta di controllo delle medie sono fuori dai limiti, mentre i corrispondenti valori delle carte di tipo R sono entro i limiti, significa che nel processo è avvenuto qualcosa che ne modifica il valore del diametro. Se uno o più punti della carta di controllo R sono fuori dai limiti, significa che i pezzi prodotti hanno dei diametri più dispersi anche se costanti nella media.

Presentazioni simili