Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
La legge 283/62 Il D.P.R.327/80 Sono le due principali norme che trovano applicazione in tutte le categorie alimentari compresa la ristorazione collettiva e le attività che adottano il legame caldo, refrigerato o surgelato.

2
La legge 283/62 regolamenta: le modalità per il rilascio delle autorizzazioni ampliamenti e modifiche il rilascio del libretto sanitario l’abbigliamento del personale

3
Il D.P.R. 327/80 regolamenta: Le temperature di trasporto e conservazione degli alimenti L’igiene del personale L’idoneità sanitaria dei mezzi di trasporto L’impiego dei coloranti e additivi L’etichettatura dei prodotti alimentari

4
Il Decreto Legislativo 155 del 26 maggio 1997 regolamenta l’igiene dei prodotti alimentari e dispone l’adozione dell’autocontrollo attraverso l’impiego della metodologia HACCP per garantire che tutte le fasi della produzione siano effettuate in modo igienico

5
Art. 3 - Autocontrollo 1. Il responsabile dell'industria deve garantire che la preparazione, la trasformazione, la fabbricazione, il confezionamento, il deposito, il trasporto, la distribuzione, la manipolazione, la vendita o la fornitura, compresa la somministrazione, dei prodotti alimentari siano effettuati in modo igienico.

6
2. Il responsabile della industria alimentare deve individuare nella propria attività ogni fase che potrebbe rivelarsi critica per la sicurezza degli alimenti e deve garantire che siano individuate, applicate, mantenute ed aggiornate le adeguate procedure di sicurezza avvalendosi dei principi su cui è basato il sistema di analisi dei rischi e di controllo dei punti critici HACCP (Hazard Analysis and Critical Control Points)
.")
7
a) Analisi dei potenziali rischi per gli alimenti b) Individuazione dei punti in cui possono verificarsi dei rischi c) Decisioni da adottare a riguardo ai punti critici individuati d) Individuazione ed applicazione di procedure di controllo e di sorveglianza dei punti critici e) Riesame periodico dell’analisi dei rischi, dei punti critici e delle procedure di controllo e di sorveglianza
 Analisi dei potenziali rischi per gli alimenti b) Individuazione dei punti in cui possono verificarsi dei rischi c) Decisioni da adottare a riguardo ai punti critici individuati d) Individuazione ed applicazione di procedure di controllo e di sorveglianza dei punti critici e) Riesame periodico dell’analisi dei rischi, dei punti critici e delle procedure di controllo e di sorveglianza")
8
3. Il responsabile dell'industria alimentare deve tenere a disposizione dell'autorità competente preposta al controllo tutte le informazioni concernenti la natura, la frequenza e i risultati relativi alla procedura di cui al comma 2.

9
Le modalità per l’applicazione del D.L.155 sono descritte nei manuali di Corretta Prassi Igienica di categoria convalidati dal Ministero della Sanità

10
I MANUALI DI CORRETTA PRASSI IGIENICA RIPORTANO LE LINEE GUIDA GENERALI PER: LE CARATTERISTICHE DEI LOCALI LE ATTREZZATURE E GLI STRUMENTI LA PRODUZIONE LA STESURA DEI PIANI DI AUTOCONTROLLO LA GESTIONE DELLA DOCUMENTAZIONE

11
Circolare 7 agosto 1998 n. 11 Il sistema di di autocontrollo deve essere “specifico” per singola realtà e, di conseguenza, deve essere evitata l’adozione e l’applicazione di “manuali precostituiti” elaborati a tavolino o applicati a realtà aziendali diverse

12
Pertanto, il protocollo di autocontrollo della singola struttura aziendale deve: 1) Riferirsi al processo produttivo o al flusso operativo aziendale 2) Contenere le misure igieniche che l’azienda ha previsto 3) Riportare la descrizione delle varie fasi del o dei procedimenti produttivi con l’indicazione dei rischi igienici individuati in tale percorso e delle misure adottate per prevenirli e/o eliminarli 4) Indicare le verifiche analitiche previste e la loro periodicità
 Riferirsi al processo produttivo o al flusso operativo aziendale 2) Contenere le misure igieniche che l’azienda ha previsto 3) Riportare la descrizione delle varie fasi del o dei procedimenti produttivi con l’indicazione dei rischi igienici individuati in tale percorso e delle misure adottate per prevenirli e/o eliminarli 4) Indicare le verifiche analitiche previste e la loro periodicità")
13
Art. 8 - Sanzioni a) la sanzione amministrativa pecuniaria da lire due milioni a lire dodici milioni per l’inosservanza dell'obbligo di cui all'articolo 3, comma 3; (tenuta delle registrazioni) b) la sanzione amministrativa pecuniaria da lire tre milioni a lire diciotto milioni per la mancata o non corretta attuazione del sistema di autocontrollo c) la sanzione amministrativa pecuniaria da lire dieci milioni a lire sessanta milioni per la violazione degli obblighi di ritiro dal commercio dei prodotti riscontrati nocivi dal sistema di autocontrollo
 la sanzione amministrativa pecuniaria da lire due milioni a lire dodici milioni per l’inosservanza dell obbligo di cui all articolo 3, comma 3; (tenuta delle registrazioni) b) la sanzione amministrativa pecuniaria da lire tre milioni a lire diciotto milioni per la mancata o non corretta attuazione del sistema di autocontrollo c) la sanzione amministrativa pecuniaria da lire dieci milioni a lire sessanta milioni per la violazione degli obblighi di ritiro dal commercio dei prodotti riscontrati nocivi dal sistema di autocontrollo.")
14
FASI Ricevimento materie prime Conservazione Confezionamento Tutte le fasi che prevedono l’uso di attrezzature CAUSE Fornitori non qualificati Conservazione dei prodotti per la pulizia insieme alle materie prime Utilizzo di materiali non idonei al contatto con gli alimenti Scorretta procedura di pulizia e disinfezione delle attrezzature CONTAMINAZIONE CHIMICA Contaminanti:metalli, pesticidi, ormoni, antibiotici, detersivi, sostanze dovute alla cessione degli imballaggi

15
CONTAMINAZIONE MICROBICA Contaminanti: Batteri, Tossine microbiche, Virus, Muffe FASI Preparazione uova fresche Manipolazione per preparazioni varie Esposizione Confezionamento Tutte le fasi che prevedono l’uso di attrezzature e utensili CAUSE Contaminanti presenti sul guscio di uova fresche Scarsa igiene del personale Non corretta protezione del prodotto esposto Scarsa igiene del materiale di confezionamento Scarsa igiene di attrezzature e utensili

16
CONTAMINAZIONE DA CORPI ESTRANEI Contaminanti: Vetro, metallo, ossa,legno,materie plastiche FASI In qualsiasi fase CAUSE Manutenzione inadeguata delle attrezzature e utensili Inadeguata formazione del personale

17
CONTAMINAZIONE CROCIATA E’ provocata dal contatto improprio di derrate sporche o contaminate con derrate “pulite” FASI Conservazione Preparazioni varie Esposizione CAUSE non corretta separazione delle diverse categorie merceologiche Lavorazione promiscua di prodotti di diversa tipologia Esposizione di prodotti finiti insieme a materie prime contaminate

18
CONTAMINAZIONE ANIMALE Contaminanti: Tossine di origine animale, ( pesci, bivalvi, ecc.), uova e frammenti di insetti, parassiti, escrementi di roditori FASI Ricevimento materie prime Conservazione Esposizione CAUSE Presenza di materie prime infestate da parassiti o insetti Non corretta esecuzione del piano di disinfestazione e derattizzazione Non adeguata protezione dei prodotti esposti da mosche e vettori di origine animale
, uova e frammenti di insetti, parassiti, escrementi di roditori FASI Ricevimento materie prime Conservazione Esposizione CAUSE Presenza di materie prime infestate da parassiti o insetti Non corretta esecuzione del piano di disinfestazione e derattizzazione Non adeguata protezione dei prodotti esposti da mosche e vettori di origine animale")
19
SVILUPPO MICROBICO Condizioni essenziali per lo sviluppo microbico : Temperatura, Tempo, Umidità, Acidità, presenza di nutrimento FASI Trasporto Conservazione Raffreddamento Scongelamento CAUSE Tempo e/o temperatura di trasporto inadeguati Temperatura di conservazione inadeguata o conservazione oltre la data di scadenza Tempo e/o temperatura di raffreddamento inadeguati

20
Il rischio di contaminazione dei prodotti alimentari si riduce notevolmente attraverso l’applicazione di precise procedure di pulizia e disinfezione relative a: LOCALI ED IMPIANTI ATTREZZATURE ED UTENSILI NORME IGIENICHE PER IL PERSONALE

21
LA FORMAZIONE DEL PERSONALE SU: Nozioni di igiene Fattori di sviluppo microbico Igiene del personale Procedure di pulizia Contaminazioni alimentari Autocontrollo, procedure HACCP (per i responsabili) Clean Dirty
 Clean Dirty")
22
HACCP HAZARD ANALYSIS AND CRITICAL CONTROL POINT

23
Nasce in America come strumento di prevenzione nella preparazione dei pasti per le missioni spaziali

24
Si afferma come metodologia ufficiale del codex alimentarius nell’industria alimentare di prima trasformazione

25
Compare nelle direttive verticali relative alla produzione di carni, prodotti della pesca, ovoprodotti e lattiero-caseari

26
Diventa strumento di attuazione della Direttiva CCE 93/43 Poi recepita in Italia con il D.L.155/97

27
Controllo del flusso di produzione Ottimizzazione delle risorse impiegate Razionalizzazione della spesa Affidabilità igienica dei prodotti Visibilità commerciale Qualità accresciuta I vantaggi HACCP

28
L’ HACCP è un approccio sistematico di prevenzione dei rischi biologici, chimici e fisici riconosciuto a livello internazionale Applicando il sistema basato sull’HACCP i pericoli che possono avere un impatto sulla sicurezza dell’alimento vengono individuati e gestiti preventivamente prima che l’alimento venga prodotto o consumato

29
L’ HACCP deve essere applicato ad ogni specifica combinazione prodotto/processo

30
Il sistema HACCP si basa sull’esame sistematico delle molteplici fasi e operazioni adottate nell’esercizio e l’identificazione delle fasi critiche per la sicurezza delle lavorazioni (CCP).
.")
31
Uno studio HACCP effettuato in modo corretto deve essere in grado di : Identificare i pericoli connessi ai prodotti e/o alle lavorazioni Individuare i CCP Stabilire i limiti di accettabilità per ogni CCP Individuare le procedure di monitoraggio e le azioni correttive

32
Preparazione e impostazione Analisi dei rischi Identificazion e dei punti critici di controllo CCP Definizione dei limiti critici Individuazione delle azioni correttive Definizione del sistema di documentazione Definizione delle procedure di verifica Definizione del sistema di monitoraggio

33
Esame dei dati Identificare le varie fasi del processo produttivo Identificare i pericoli associati ad ogni fase

34
Verificare se esistono misure preventive per il pericolo identificato Definire quale azione o attività è necessaria per eliminare il pericolo o ridurre il rischio a livelli accettabile Le misure preventive sono rappresentate dal mantenere in efficienza le attrezzature, gli strumenti di controllo e di registrazione,dal rispetto dei piani di igiene del personale e di sanificazione di ambienti e attrezzature, dal rispetto dei parametri di processo (tempi, temperature, ecc)
")
35
L’accettabilità del rischio per ogni situazione è stimata mediante l’applicazione della matrice di rischio

36
Categorie di gravità: Minore - Il danno scompare spontaneamente e rapidamente senza ulteriori conseguenze Maggiore - Il danno prevede l’impiego di semplici provvedimenti terapeutici e richiede un tempo lungo per la sua scomparsa Seria - Il danno prevede l’impiego di terapia farmacologica e/o un periodo di degenza in ospedale Critica - Il danno può pregiudicare la vita Categorie di frequenza/probabilità: Alta- la situazione di pericolo si verifica più di 10 volte l’anno Media - La situazione di pericolo si origina 2-10 volte l’anno Bassa - la situazione di pericolo si verifica raramente e comunque meno di una volta all’anno

37
Una volta identificati i pericoli, utilizzando l’albero delle decisioni, è possibile determinare se la fase in esame è un CCP per quel pericolo Si tratta di identificare il punto, la fase o la procedura del processo a cui può essere applicato il controllo per prevenire, eliminare o ridurre a livello accettabile un rischio per la sicurezza dell’alimento

38
Stabilire per ogni CCP i limiti critici Il limite critico è quel valore che separa l’accettabilità dall’inaccettabilità I limiti critici più spesso utilizzati sono : Temperatura, tempo, parametri soggettivi (conformi, accettabili, non conformi) Il limite critico deve derivare da una varietà di fonti (norme, regolamenti,linee guida, esperienza diretta ecc.)
 Il limite critico deve derivare da una varietà di fonti (norme, regolamenti,linee guida, esperienza diretta ecc.)")
39
Il monitoraggio è una serie programmata di osservazioni o misure per dimostrare che un CCP e’ sotto controllo Definire gli strumenti che devono essere utilizzati Definire la frequenza del monitoraggio Definire le schede di raccolta dei dati Definire le responsabilità

40
Le azioni correttive sono quelle azioni che vengono messe in atto quando i risultati del monitoraggio fanno vedere che un CCP è uscito dai suoi limiti critici Definire le procedure da seguire quando devono includere le azioni da intraprendere per assicurare che il CCP è stato riportato sotto controllo ed il comportamento da seguire quando ci siano prodotti difettosi

41
Le procedure di verifica devono essere stabilite per assicurare che il sistema HACCP funziona. Tali procedure devono includere: Controllo del piano HACCP e delle relative procedure L’archiviazione delle registrazioni devono includere la revisione delle azioni correttive intraprese a seguito di deviazioni L’esame microbiologico dei prodotti intermedi e del prodotto finito

42
Il passaggio critico Elaborazione del manuale Applicazione delle procedure Verifica del buon funzionamento del sistema

43
MANUALE DI AUTOCONTROLLO AZIENDALE Indice Sommario Studio HACCP Procedure Piani Check list Schede registrazione dati Allegati

45
COSTITUZIONE DEL GRUPPO DI STUDIO Individuare le risorse umane necessarie allo studio dell’analisi dei rischiIndustria Dispone di proprie risorse interneDispone di proprie risorse interne spesso qualificate Possiede un laboratorio per il Q.C.Possiede un laboratorio per il Q.C. Opera in conformità con le ISO 9000Opera in conformità con le ISO 9000 Commercio, artigianato e produzione Dispone del solo titolareDispone del solo titolare Possiede una formazione insufficientePossiede una formazione insufficiente Cura sia gli aspetti igienici che quelli gestionaliCura sia gli aspetti igienici che quelli gestionali

46
DESCRIZIONE DEI PRODOTTI O DEI PROCESSI Elencare le materie prime, le attrezzature, le istruzioni di lavoro per la preparazioneIndustria Dispone di schede prodotto complete Possiede linee produttive ben definite Commercio, artigianato e produzione Applica ricette apprese dall’esperienzaApplica ricette apprese dall’esperienza Produce una varietà di pietanze variabile come numero e tipologiaProduce una varietà di pietanze variabile come numero e tipologia

47
COSTRUZIONE DEL DIAGRAMMA DI FLUSSO Ordinare in forma logica le fasi del processo indicando il flusso delle lavorazioniIndustria Possiede i diagrammi di flusso di tutti i processi Commercio, artigianato e produzione Di norma non se ne conosce il significato e l’utilità

48
INDIVIDUARE I PERICOLI E LE MISURE PREVENTIVE Raccogliere le informazioni relative al controllo dei pericoli nel processo IndustriaIndustria Il gruppo di studio effettua la ricerca su manuali e testi simili di riferimentoIl gruppo di studio effettua la ricerca su manuali e testi simili di riferimento Valuta la probabilità dei rischi, le modalità di trasmissione, i fattori di contaminazione, sopravvivenza e sviluppoValuta la probabilità dei rischi, le modalità di trasmissione, i fattori di contaminazione, sopravvivenza e sviluppo Commercio, artigianato e produzioneCommercio, artigianato e produzione Possiede il manuale di corretta prassi igienica della categoriaPossiede il manuale di corretta prassi igienica della categoria Ha seguito un corso di formazioneHa seguito un corso di formazione

49
IDENTIFICARE I PUNTI CRITICI DI CONTROLLO Rapportare i pericoli ai processi, le materie prime, le attrezzature, gli ambienti di lavoro IndustriaIndustria Il gruppo di studio è addestrato ad applicare ad ogni operazione l’ albero delle decisioniIl gruppo di studio è addestrato ad applicare ad ogni operazione l’ albero delle decisioni Commercio, artigianato e produzioneCommercio, artigianato e produzione Non possiede alcuna capacità per applicare la metodologia dell’albero delle decisioniNon possiede alcuna capacità per applicare la metodologia dell’albero delle decisioni

50
FISSARE I LIMITI CRITICI Individuare, per ogni CCP, il valore che separa l’accettabilità dalla inaccettabilità di un pericolo IndustriaIndustria Il gruppo di studio rapporta i CCP agli standards di riferimento nazionali ed internazionaliIl gruppo di studio rapporta i CCP agli standards di riferimento nazionali ed internazionali Valuta l’applicabilità al processo in studioValuta l’applicabilità al processo in studio Commercio, artigianato e produzioneCommercio, artigianato e produzione Conosce i parametri limite legati alla pratica quotidiana ed al buon sensoConosce i parametri limite legati alla pratica quotidiana ed al buon senso

51
STABILIRE IL MONITORAGGIO DEI CCP Industria il gruppo di studio stabilisce la tipologia e la frequenza dei controlli il controllo dei parametri critici è sovente automatizzato o affidato a risorse interne specifiche Commercio, artigianato e produzione si dispone di informazioni approssimative e spesso inesatte circa la natura e la frequenza dei controlli manca la cultura del documentare le operazioni critiche

52
DEFINIRE LE AZIONI CORRETTIVE Industria esistono procedure finalizzate al rientro dei parametri critici entro i relativi limiti i tempi a valle della produzione consentono il controllo delle partite difettose attraverso la rintracciabilità dei lotti Commercio, artigianato e produzione è una consuetudine diffusa “l’arte di arrangiarsi” spesso la produzione è a ridosso della vendita o della somministrazione

53
STABILIRE LE PROCEDURE PER LA VERIFICA Industria sono in vigore procedure per la verifica dei parametri di processo la produzione industriale è di frequente certificata ISO 9000 Commercio, artigianato e produzione una verifica può essere accidentale in occasione di prelievi da parte delle ASL, quando oramai è troppo tardi per riparare

54
STABILIRE LA DOCUMENTAZIONE Industria le attività di controllo dei parametri critici di processo sono registrate su opportuna modulistica l’applicazione delle norme ISO 9000 prevede la registrazione dei parametri di processo Commercio, artigianato e produzione non è prevista alcuna modulistica

55
PROGETTO ARCHIMEDE

56
MODALITÀ DI EROGAZIONE DEL SERVIZIO HACCP attraverso il circuito ascom attraverso le 20 filiali biolab in italia Servizio HACCP

57
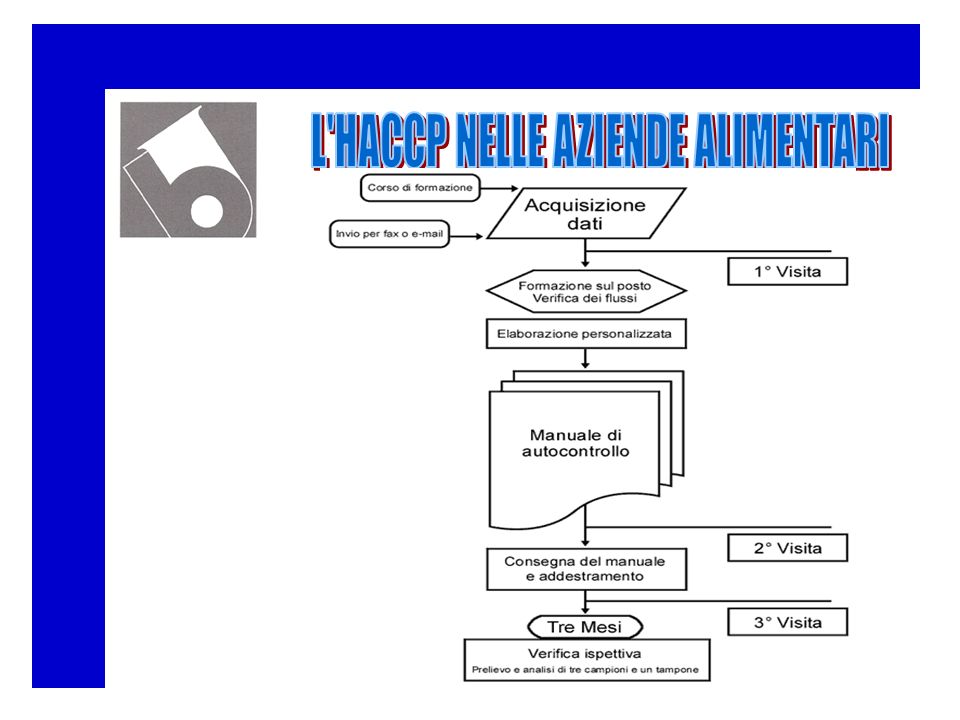
Controllo del processo Verifiche sul prodotto Servizio HACCP Formazione In aula con supporti visivi docenza finalizzata alla esposizione dei requisiti di corretta prassi igienica e della metodologia HACCP costituzione del gruppo di studio

58
ANALISI DEL PROCESSO Presso l’azienda per la acquisizione dei dati necessari alla valutazione dei rischi compilazione di liste di controllo e consegna degli attestati di partecipazione al corso di formazione Servizio HACCP

59
ELABORAZIONE DEL DOCUMENTO DELL’AUTOCONTROLLO Sulla base dei dati raccolti nel corso della verifica in azienda, viene elaborato il documento dell’autocontrollo specifico attraverso l’utilizzo di un software dedicato Servizio HACCP

60
SERVIZIO PER IL MONITORAGGIO Verifica ispettiva del processo Verifica del prodotto Controlli di processo Prove di laboratorio Servizio HACCP

Presentazioni simili








, cap 12070. INDICE Macchine usateMacchine usate Prodotti alimentari nella giornataProdotti alimentari nella giornata.>")










