Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
Tecniche di Gestione della Qualità Prof. Alessandro Ruggieri Prof. Enrico Mosconi A.A. 2011-2012

2
LE CARTE DI CONTROLLO

3
Una carta di controllo è un grafico in cui vengono rappresentati dei valori raccolti nel tempo. Attraverso le carte di controllo è possibile monitorare la variazione nelle caratteristiche di un bene o di un servizio e studiare nel tempo la natura della variabilità del processo produttivo Una carta di controllo è un grafico in cui vengono rappresentati dei valori raccolti nel tempo. Attraverso le carte di controllo è possibile monitorare la variazione nelle caratteristiche di un bene o di un servizio e studiare nel tempo la natura della variabilità del processo produttivo Dati categoriciDati discretiDati continui La proporzione di voli di una certa compagnia aerea che hanno viaggiato con più di 15 minuti di ritardo in un dato giorno Il numero di pezzi difettosi in un lotto La quantità esatta di succo di frutta contenuto in bottiglie da un litro

4
CARTA DI CONTROLLO MONITORARE L’OUTPUT DI UN PROCESSO OBIETTIVO UN PROCESSO E’ UN INSIEME DI FASI FINALIZZATE AD UNO SPECIFICO RISULTATO

5
CAUSE COMUNI E CAUSE SPECIALI Le CAUSE STRAORDINARIE di variazione rappresentano grosse fluttuazioni nei dati, che non sono imputabili al processo oggetto di analisi. Queste fluttuazioni sono il risultato di cambiamenti nel processo, che possono indicare il verificarsi di problemi oppure, al contrario, l’insorgere di novità interessanti da esplorare. Le CAUSE ORDINARIE di variazione rappresentano le fluttuazioni intrinseche nel processo e sono il risultato di numerose piccole cause che operano casualmente Le CAUSE STRAORDINARIE di variazione rappresentano grosse fluttuazioni nei dati, che non sono imputabili al processo oggetto di analisi. Queste fluttuazioni sono il risultato di cambiamenti nel processo, che possono indicare il verificarsi di problemi oppure, al contrario, l’insorgere di novità interessanti da esplorare. Le CAUSE ORDINARIE di variazione rappresentano le fluttuazioni intrinseche nel processo e sono il risultato di numerose piccole cause che operano casualmente

6
Valore anomalo di un parametro Causa speciale STRUMENTO LA CARTA DI CONTROLLO SEGNALE STATISTICO

7
± 3 scarti quadratici medi Tipicamente una carta di controllo stabilisce dei limiti, uno inferiore e uno superiore, che si collocano a ± 3 scarti quadratici medi dalla misura statistica di interesse (media, proporzione, range, ecc.). Limiti di controllo ± 3 scarti quadratici medi Misura statistica di interesse ± 3 scarti quadratici medi Limiti di controllo ± 3 scarti quadratici medi Misura statistica di interesse ± 3 scarti quadratici medi Se i dati seguono una distribuzione normale l’intervallo μ ±3 σ include il 99.73% delle osservazioni Limite superiore di controllo (UCL) (LS) = media del processo + 3 scarti quadratici medi Limite inferiore di controllo (LCL) (LI) = media del processo - 3 scarti quadratici medi
 (LS) = media del processo + 3 scarti quadratici medi Limite inferiore di controllo (LCL) (LI) = media del processo - 3 scarti quadratici medi.")
8
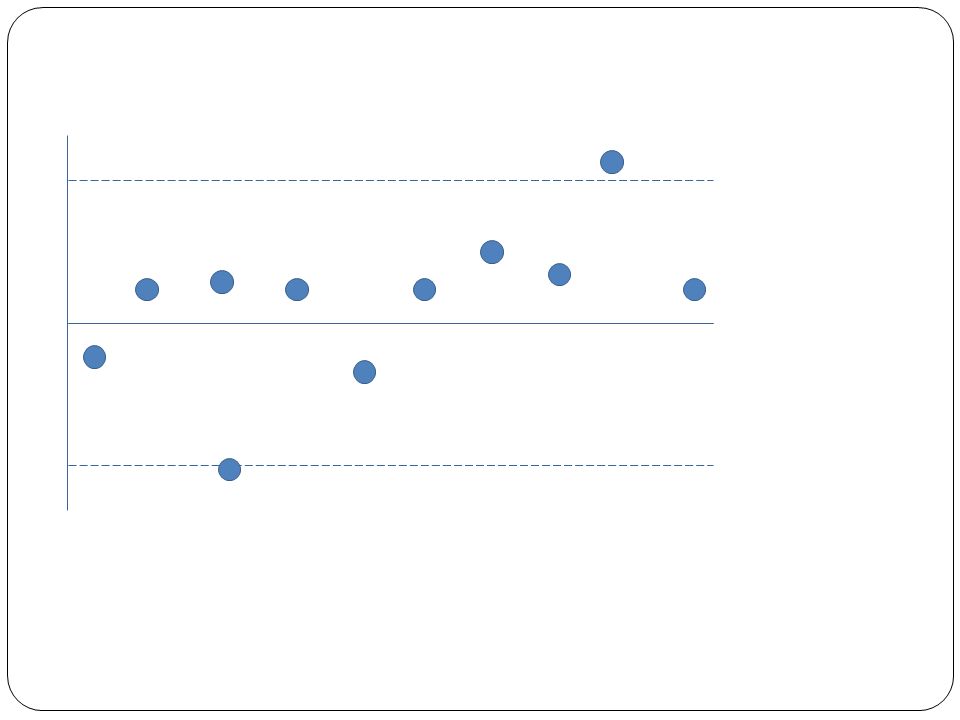
Una volta definiti i limiti di controllo, la carta ci consente: (1)di individuare eventuali andamenti sistematici (pattern) dei valori che rappresentano il processo nel tempo; (2)di stabilire se ciascun punto cade all’interno o all’esterno dei limiti imposti Sono buoni indizi a favore dell’esistenza di un trend la presenza di otto valori consecutivi al di sopra o al di sotto del valore centrale della carta, oppure l’individuazione di otto valori consecutivi crescenti o decrescente.
di individuare eventuali andamenti sistematici (pattern) dei valori che rappresentano il processo nel tempo; (2)di stabilire se ciascun punto cade all’interno o all’esterno dei limiti imposti Sono buoni indizi a favore dell’esistenza di un trend la presenza di otto valori consecutivi al di sopra o al di sotto del valore centrale della carta, oppure l’individuazione di otto valori consecutivi crescenti o decrescente.")
9
Un processo fuori controllo è un processo che ha sia delle cause comuni sia delle cause straordinarie di variazione. Per la presenza di queste ultime, che come si è visto sono da considerare estrinseche al processo medesimo, il processo “fuori controllo” non è prevedibile Un processo fuori controllo è un processo che ha sia delle cause comuni sia delle cause straordinarie di variazione. Per la presenza di queste ultime, che come si è visto sono da considerare estrinseche al processo medesimo, il processo “fuori controllo” non è prevedibile Un processo sotto controllo è un processo che contiene solo cause ordinarie di variazione. Poiché queste fonti di variazione sono intrinseche al processo stesso, un processo “sotto controllo” è prevedibile. Si parla di processi in stato di controllo statistico. Un processo sotto controllo è un processo che contiene solo cause ordinarie di variazione. Poiché queste fonti di variazione sono intrinseche al processo stesso, un processo “sotto controllo” è prevedibile. Si parla di processi in stato di controllo statistico.

10
TIPI DI CARTE DI CONTROLLO TIPI DI CARTETIPI DI DATICARTE DI CONTROLLO ADOTTATE CARTE DI CONTROLLO PER VARIABILI La caratteristica di un prodotto è rappresentabile su una scala di valori continua CONTINUIX - R ESEMPIO: Misure (0,01 mm) Volume Peso di prodotto (g) Energia consumata (kWh) CARTE DI CONTROLLO PER ATTRIBUTI Le caratteristiche non possono essere misurate, quindi ciascuna unità prodotta viene valutata conforme o meno a seconda che possieda o meno certi attributi DISCRETIpn ESEMPIO: Numero di parti difettose Frazione difettosa Rapporto tra prodotti di seconda qualità e prodotto totale
 Volume Peso di prodotto (g) Energia consumata (kWh) CARTE DI CONTROLLO PER ATTRIBUTI Le caratteristiche non possono essere misurate, quindi ciascuna unità prodotta viene valutata conforme o meno a seconda che possieda o meno certi attributi DISCRETIpn ESEMPIO: Numero di parti difettose Frazione difettosa Rapporto tra prodotti di seconda qualità e prodotto totale")
11
Carte di controllo per attributi (Carta P) La carta di controllo per attributi più comune è la Carta P, utilizzata nel caso di dati categorici del tipo: conforme/non conforme. L’attenzione, con dati di questo tipo, si concentra sulla proporzione di pezzi difettosi. Per costruire una carta di controllo P si fissano 3 valori: 1. LC = Limite Centrale 2. LS = Limite Superiore 3. LI = Limite inferiore

12
Limite centrale = Media del processo Limite Superiore = Media del processo + 3 scarti quadratici media Limite Inferiore = Media del processo - 3 scarti quadratici media LC = LS LI Xi = n di pezzi difettosi del sottogruppo i ni = ampiezza campionaria del sottogruppo i pi = Xi/ni k = n di sottogruppi considerati P = proporzione media pezzi difettosi N = ampiezza media dei sottogruppi

13
Per uguali ni N = ni P = N = P = In generale

14
CARTE DI CONTROLLO PER RANGE (R) E PER MEDIA (X) Tipicamente, le carte di controllo per dati quantitativi vengono sviluppate in coppia: 1.una ha lo scopo di monitorare la variabilità del processo (e deve essere analizzata per prima se si vogliono evitare errori) e 2.l’altra riguarda la media del processo. Tipicamente, le carte di controllo per dati quantitativi vengono sviluppate in coppia: 1.una ha lo scopo di monitorare la variabilità del processo (e deve essere analizzata per prima se si vogliono evitare errori) e 2.l’altra riguarda la media del processo. Si tratta di carte di controllo per processi rappresentati da dati quantitativi. Tale carte vengono dette carte di controllo per variabile e sono sicuramente più complete e accurate rispetto a quelle presentate per l’analisi di dati categorici. Perché un processo possa essere considerato “sotto controllo” è necessario che entrambe le carte non presentino valori esterni ai limiti di controllo.
 e 2.l’altra riguarda la media del processo. Si tratta di carte di controllo per processi rappresentati da dati quantitativi. Tale carte vengono dette carte di controllo per variabile e sono sicuramente più complete e accurate rispetto a quelle presentate per l’analisi di dati categorici. Perché un processo possa essere considerato sotto controllo è necessario che entrambe le carte non presentino valori esterni ai limiti di controllo..")
15
CARTE DI CONTROLLO PER VARIABILI La carta basata sul range campionario o sulla deviazione standard campionaria sono quelle più usate per controllare la VARIABILITÀ La carta per la media X è la più usata per controllare la CENTRALITA’ del processo.

16
ELEMENTI FONDAMENTALI DELLA CARTA DI CONTROLLO X-R LA MEDIA DEL PARAMETRO; IL RANGE, LO SCARTO TRA IL VALORE MIN E MAX; I LIMITI SUPERIORI ED INFERIORI ENTRO I QUALI IL PROCESSO SI MANTIENE SE RISPETTA LA SUA VARIABILITA’

17
La Carta R: una carta di controllo per dispersione La carta di controllo sul range del processo permette di effettuare un’analisi preliminare delle cause di variabilità: la presenza di valori esterni ai limiti di controllo in questa carta segnala l’esistenza di fonti straordinarie di variabilità, le quali devono essere identificate ed eliminate prima di continuare nell’analisi. In caso contrario, se cioè la carta R non presenta situazioni “fuori controllo”, è possibile procedere alla costruzione della carta di controllo intorno alla media. La carta di controllo sul range del processo permette di effettuare un’analisi preliminare delle cause di variabilità: la presenza di valori esterni ai limiti di controllo in questa carta segnala l’esistenza di fonti straordinarie di variabilità, le quali devono essere identificate ed eliminate prima di continuare nell’analisi. In caso contrario, se cioè la carta R non presenta situazioni “fuori controllo”, è possibile procedere alla costruzione della carta di controllo intorno alla media.

18
CARTA DI CONTROLLO PER R Raccolta dei dati Calcolo del valore di R per ogni osservazione R = ( Max – Min) Successivamente si calcola il valore medio delle escursioni R, prendendo in considerazione i valori R1, R2, ecc. delle escursioni di ciascun campione. R1 + R2 + …… + Rn ------------------------------ M Rm =

19
CARTA DI CONTROLLO PER R Il calcolo dei limiti di controllo richiede l’utilizzo di opportune tabelle. Per la carta di controllo per R si usano le seguenti formule: Limite Superiore (LSC) = D4Rm Limite Inferiore (LIC) = D3Rm Limite Centrale =Rm
 = D4Rm Limite Inferiore (LIC) = D3Rm Limite Centrale =Rm.")
20
CARTA DI CONTROLLO PER LA MEDIA 1. Raccolta dei dati 2. Calcolare la media dei valori medi, cioè la Σ di tutti i valori medi X1, X2, ecc. dei singoli campioni, divisa per il numero dei campioni esaminati. X1 + X2+ …..+ Xn -------------------- M Xm = Una volta appurato che il processo è “sotto controllo” dal punto di vista della Carta R, è possibile passare alla valutazione del processo dal punto di vista della media.

21
CARTA DI CONTROLLO PER LA MEDIA Il calcolo dei limiti di controllo richiede l’utilizzo di opportune tabelle. Per la carta di controllo per la media si usano le seguenti formule: Limite Superiore (LSC) = Xm + A2Rm Limite Inferiore (LIC) = Xm – A2Rm Limite Centrale = Xm
 = Xm + A2Rm Limite Inferiore (LIC) = Xm – A2Rm Limite Centrale = Xm.")
22
Carta di controllo per la lunghezza di un elemento: CL= 8 cm; UCL=8,5 cm; LCL=7,5 cm.

23
L’asse orizzontale indica la sequenza temporale con la quale sono stati raccolti i dati; L’asse verticale indica il valore della caratteristica del prodotto in esame, nel nostro caso il diametro del foro. La carta permette di seguire nel tempo, di monitorare la situazione in esame, inquadrare la caratteristica del diametro del foro rilevata sul nastro laminato forato.

24
SCELTA DEI LIMITI DI CONTROLLO Errore di I Tipo di una carta di controllo Concludere che il processo è fuori controllo quando è sotto controllo Errore di II Tipo di una carta di controllo Concludere che il processo è sotto controllo quando non lo è controllo

25
SCELTA DEI LIMITI DI CONTROLLO Quanto più i limiti vengono posizionati LONTANO dalla LC Minore sarà il rischio di I tipo Maggiore sarà il rischio di II tipo Quanto più i limiti vengono posizionati VICINO al LC Maggiore sarà il rischio di I tipo Minore sarà il rischio di II tipo

26
INTERPRETAZIONE DELLA CARTA DI CONTROLLO Uno o più punti FUORI o SULLA LINEA LIMITE CARTACOSA SIGNIFICACAUSE POSSIBILI XSpostamento della media del processo 1.Errore da parte dell’operatore (distrazione) 2.Difetto della macchina RVariazione della dispersione del processo 1.Errore da parte dell’operatore (distrazione) 2.Difetto della macchina
 2.Difetto della macchina RVariazione della dispersione del processo 1.Errore da parte dell’operatore (distrazione) 2.Difetto della macchina")
28
Serie di punti CONSECUTIVI da una STESSA PARTE CARTACOSA SIGNIFICACAUSE POSSIBILI XSpostamento della media del processo 1.Differenti materie prime 2.Nuovo operatore inesperto 3.Un difetto di una parte della macchina 4.Mutamento della messa a punto della macchina RDispersione dei valori decisamente aumentata o diminuita 1.Operatore inesperto 2.Improvvisa variazione nel gioco di un meccanismo 3.Grande variazione nel materiale

29
8 consecutivi 10 su 12

30
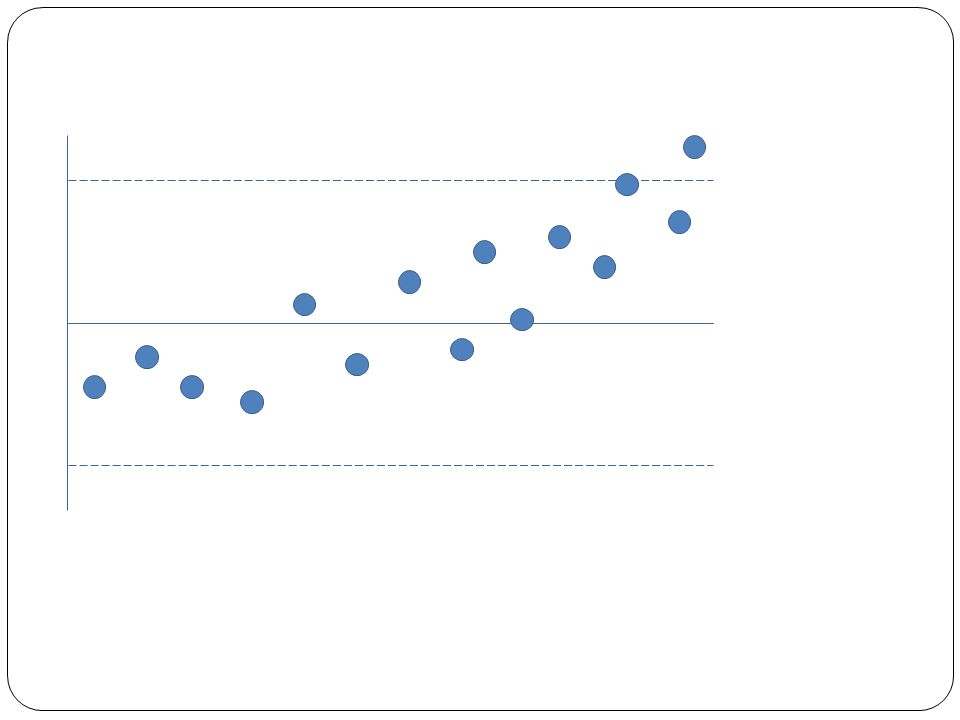
Sequenza dei punti CRESCENTE o DECRESCENTE CARTACOSA SIGNIFICACAUSE POSSIBILI XLa media del processo segue una tendenza continua di aumento o diminuzione 1.Usura dell’utensile 2.Graduale deterioramento di una parte 3.Mutamento graduale della viscosità di un prodotto chimico RAmpiezza della dispersione segue una tendenza continua di aumento o diminuzione 1.Miglioramento dell’abilità dell’operatore (Trend in discesa) 2.Diminuzione dell’abilità dovuta a fatica 3.Miglioramento (o peggioramento) dell’omogeneità del materiale
 2.Diminuzione dell’abilità dovuta a fatica 3.Miglioramento (o peggioramento) dell’omogeneità del materiale")
32
INTERPRETAZIONE DELLA CARTA DI CONTROLLO Se uno o più punti della carta di controllo delle medie sono fuori dai limiti, mentre i corrispondenti valori delle carte di tipo R sono entro i limiti, significa che nel processo è avvenuto qualcosa che ne modifica il valore del diametro. Se uno o più punti della carta di controllo R sono fuori dai limiti, significa che i pezzi prodotti hanno dei diametri più dispersi anche se costanti nella media.

Presentazioni simili
 e nel verificare se con i dati a disposizione è possibile rifiutarla o no.>")










>")






 Taratura degli strumenti (cfr: UNI 4546) Si parla di taratura in regime statico se lo strumento verrà utilizzato soltanto per misurare.>")
