Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
СТАНКИ ДЛЯ ОБРАБОТКИ КРОМКИ ПАНЕЛИ КРОМКООБЛИЦОВОЧНЫЕ Villa Verucchio – 1 febbraio 2001

2
Общие характеристики Основа станка

3
Станина Стальная конструкция с ребрами жесткости обеспечивает высокую прочность и превосходную устойчивость станков

4
Прочные компоненты для интенсивного использования Станина Станина

5
13 мм Станина

6
Эффективно Подающая гусеница с ползунами покрытыми резиной имеющей высокий коэффициент трения. Каждая пластина съемная и может быть легко заменена Подающая гусеница

7
Круглая направляющая позволяет выполнять прямолинейное движение гусеницы и оказывает высокое сопротивление боковым нагрузкам Плоская направляющая служит для поддержки и устойчивости. K 201 K 203 K 208 OLIMPIC S 212 OLIMPIC S 220 OLIMPIC N 300 Круглая и плоская направляю щая Подающая гусеница

8
Для моделей: OLIMPIC S 212 OLIMPIC S 220 OLIMPIC N 300 Верхний роликовый прижим

9
S 212 - S 220 - N 300 Различные конструкции прижимов K 208 K 201 – K 203 Верхний роликовый прижим

10
На всей гамме станков Прижимные ролики из резины посажены на отдельный подшипник для обеспечения легкого линейного перемещения заготовки На всей гамме станков K 208 OLIMPIC S 212 OLIMPIC S 220 OLIMPIC N 300 Два ряда прижимных роликов Верхний роликовый прижим

11
Общие характеристики Gruppi operatori

12
Движение осуществляется по призматическим направляющим Копиры на двух двигателях Gruppo rettificatore in entrata

13
Приводной клеенаносящий вал

14
Клеенаносящий вал с функцией реверса Легкозаменяемые ролики Клеевая ванночка

15
1.Клеевая ванночка для термоплавкого клея с быстрым разогревом полностью покрыта изнутри тефлоном для облегчения быстрой замены клея. 2.Нанесение клея на панель осуществляется посредством клеевого наносящего ролика (K 201 - K 203 – K 208) (S 212 – S 220 – N 300) 3.Клеевой валец с приспособлением для регулировки количества наносимого клея: - в направлении движения панели (K 201 - K 203 – K 208) - с возможностью изменения направления вращения для оптимального наклеивания кромок из массива (S 212 – S 220 – N 300) Клеевая ванночка
 (S 212 – S 220 – N 300) 3.Клеевой валец с приспособлением для регулировки количества наносимого клея: - в направлении движения панели (K K 203 – K 208) - с возможностью изменения направления вращения для оптимального наклеивания кромок из массива (S 212 – S 220 – N 300) Клеевая ванночка.")
16
Клеевая ванночка расположена ниже плоскости рабочего стола Такая система обеспечивает постоянную рециркуляцию даже не использованного клея с клеенаносящего вала Преимущества: Непрерывная рециркуляция клея Уменьшается риск ожога клеем Полностью отсутствует риск выхода клея Используется на всех моделях кромкооблицовочных станков scm Клеевая ванночка

17
3 4 Vasca colla SOTTO la linea di lavoro (начиная с модели K 203 E ) a)Aвтоматическое (начиная с модели K 203 E ) b)Изнутри покрыта тефлоном для облегчения быстрой замены клея Клеевая ванночка
 a)Aвтоматическое (начиная с модели K 203 E ) b)Изнутри покрыта тефлоном для облегчения быстрой замены клея Клеевая ванночка")
18
Piccola vasca colla (1 Kg. c.a) alimentata tramite PRE-FUSORE Applicazione del collante
 alimentata tramite PRE-FUSORE Applicazione del collante")
19
Таблица 1- Основные характеристики термоплавкого гранулированного клея EVA Table 1- General caracteristics of EVA based hot melts for edgebanding Технические характеристики Technical parameter Технические данные Average values Температура применения Typical application temperature Вязкость при температуре 220° c Brookfield viscosity at 220° c Punto di rammollim. (Ring & Ball) Ring & Ball melting point Верхний предел наклеенного клея Heat resistance of the glue joint Нижний предел наклеенного клея Cold resistance of the glue joint Время затвердевания на поверхности Max open time Минимальное время приклеивания Minimum setting time Potere collante Bond strenght Сопротивление растворителям Solvent resistance 190-220° c 30.000-90.000 mPa.s 80-120° c 60-80° c -5/ -10°c 1-4 сек 3-10 сек 40-70 Кг малое very poor
 Ring & Ball melting point Верхний предел наклеенного клея Heat resistance of the glue joint Нижний предел наклеенного клея Cold resistance of the glue joint Время затвердевания на поверхности Max open time Минимальное время приклеивания Minimum setting time Potere collante Bond strenght Сопротивление растворителям Solvent resistance ° c mPa.s ° c 60-80° c -5/ -10°c 1-4 сек 3-10 сек Кг малое very poor.")
20
Таблица 2 - Caratteristiche delle principali colle termofusibili della NATIONAL Table 2 – Main features of NATIONALs hot melts

21
a)1 ° rullo di caricamento motorizzato e frizionato b)Прижимные ролики с пневматическим регулированием давления (Начиная с мод. K 203 E – F) (Начиная с мод. K 203 E – F) Подача и прижим кромки
 (Начиная с мод. K 203 E – F) Подача и прижим кромки.")
22
c)Rulli di pressione a conicità contrapposta (K 208, S 212, S 220) d)Rulli di caricamento bordo facilmente intercambiabili, a seconda del bordo da applicare (K 208, S 212, S 220) (a partire dal mod. K 203 E – F) e)Caricamento automatico bordi in rotolo e bordi in striscie (a partire dal mod. K 203 E – F) Подача и прижим кромки
 e)Caricamento automatico bordi in rotolo e bordi in striscie (a partire dal mod. K 203 E – F) Подача и прижим кромки.")
23
K 2081 + 2 OLIMPIC S 2121 + 2 OLIMPIC S 2201 + 4 OLIMPIC N 3001 + 3 / 4 / 6 Прижимные валы Подача и прижим кромки

24
a)Ручной наклон осуществляется без использования каких либо инструментов b)Два независимых высокочастотных двигателя c)Перемещение двигателей по призматическим направляющим и ползунам с внутренней рециркуляцией шариков не допускают ни малейшего люфта и обеспечивают повышенную точностью и надежность торцовочного узла Торцовочный узел
Ручной наклон осуществляется без использования каких либо инструментов b)Два независимых высокочастотных двигателя c)Перемещение двигателей по призматическим направляющим и ползунам с внутренней рециркуляцией шариков не допускают ни малейшего люфта и обеспечивают повышенную точностью и надежность торцовочного узла Торцовочный узел")
25
Сравнения между разными типами устройств направляющих Призматические направляющие Торцовочный узел Торцовочный узел

26
a)Узел твердо установлен на основании станка K 201 HF – K 203 Узел снятия свесов
Узел твердо установлен на основании станка K 201 HF – K 203 Узел снятия свесов")
27
b)Узел не наклоняется и служит для обрезки излишков наклеенной кромки сверху и снизу c)Каждый электродвигатель снабжен вертикальными и горизонтальными копирами, для высокоточного выравнивания режущего инструмента по линии реза d)Механические цифровые индикаторы для вертикального позиционирования e)Автоматический тормоз электродвигателя K 201 HF – K 203 Узел снятия свесов
Узел не наклоняется и служит для обрезки излишков наклеенной кромки сверху и снизу c)Каждый электродвигатель снабжен вертикальными и горизонтальными копирами, для высокоточного выравнивания режущего инструмента по линии реза d)Механические цифровые индикаторы для вертикального позиционирования e)Автоматический тормоз электродвигателя K 201 HF – K 203 Узел снятия свесов")
28
b)Фронтальные и вертикальные копиры K 208 a)Жестко прикреплен к основанию станка Узел снятия свесов
Фронтальные и вертикальные копиры K 208 a)Жестко прикреплен к основанию станка Узел снятия свесов")
29
c)2 позиции для быстрого переключения механической обработки K 208 Узел снятия свесов
2 позиции для быстрого переключения механической обработки K 208 Узел снятия свесов")
30
d)Наклон от 0 до 15° e)Быстрое отключение двигателей f)Вертикальные и горизонтальные движения по призматическим направляющим K 208 Узел снятия свесов
Наклон от 0 до 15° e)Быстрое отключение двигателей f)Вертикальные и горизонтальные движения по призматическим направляющим K 208 Узел снятия свесов")
31
a) refilatore sovrapposto inclinabile fino a circa 2°, per la lavorazione del massello b)Фронтальные и вертикальные копиры c)2 позиции для быстрого переключения механической обработки d)Быстрое отключение двигателей a)Вертикальные и горизонтальные движения по призматическим направляющим S 212 Узел снятия свесов
 refilatore sovrapposto inclinabile fino a circa 2°, per la lavorazione del massello b)Фронтальные и вертикальные копиры c)2 позиции для быстрого переключения механической обработки d)Быстрое отключение двигателей a)Вертикальные и горизонтальные движения по призматическим направляющим S 212 Узел снятия свесов")
32
f)Патрубок для всасывания стружки находится в удобном положении S 212 Узел снятия свесов
Патрубок для всасывания стружки находится в удобном положении S 212 Узел снятия свесов")
33
Фронтальные и вертикальные диски S 212 Узел снятия свесов

34
ROUND K K 203 – K 208 Узел закругления кромки

35
ROUND SK S 212 – S 220 Скорость подачи: 12 и 18 м/мин Узел закругления кромки

36
ROUND 4M S 212 – S 220 Обрабатывает деревянную кромку на скорости 18 м/мин Узел закругления кромки

37
ROUND K Многосторонность Может работать также как линейная Единица Отделки Узел закругления кромки

38
Положение 1 Положение 2 ROUND K Многосторонность Непосредственное переключение обработки в 2 положения Закругление кромки

39
ROUND K может обходить заготовку от 1 до всех 6 положений (только для CNC) : 1 6 5 4 2 3 ROUND K Закругление кромки
 : ROUND K Закругление кромки")
40
a)Движение по призматическим направляющим b)Быстрое переключение параметров обработки c)Функция закругления (опция) d)Нормально функционирующая аспирация e)Высокая производительность (мин. Расстояние между двумя панелями 500 мм.) f)Copiatori oscillanti для лучшей обработки 3мм. кромки K 203 / K 208 - ROUND K S 212 / S 220 – ROUND SK Закругление кромки
 f)Copiatori oscillanti для лучшей обработки 3мм. кромки K 203 / K ROUND K S 212 / S 220 – ROUND SK Закругление кромки.")
41
1 Старая система Закругление кромки

42
COPIATORE OSCILLANTE 2 Закругление кромки

43
3 COPIATORE OSCILLANTE Capitolo 1 – Caratteristiche generali Gruppo arrotondatore

44
4 COPIATORE OSCILLANTE Capitolo 1 – Caratteristiche generali Gruppo arrotondatore

45
5 COPIATORE OSCILLANTE Capitolo 1 – Caratteristiche generali Gruppo arrotondatore

46
a)Possibilità di lavorare senza scheggiatura bordi in impiallacciatura e 3 mm massello b)Kit a 2-posizioni per cabio rapido della lavorazione c)Funzione refilatore d)Alta efficienza produttiva: spazio tra 2 pannelli: 600 mm a 12 m/min 750 mm a 18 m/min S 212 / S 220 – ROUND 4M Capitolo 1 – Caratteristiche generali Gruppo arrotondatore
Possibilità di lavorare senza scheggiatura bordi in impiallacciatura e 3 mm massello b)Kit a 2-posizioni per cabio rapido della lavorazione c)Funzione refilatore d)Alta efficienza produttiva: spazio tra 2 pannelli: 600 mm a 12 m/min 750 mm a 18 m/min S 212 / S 220 – ROUND 4M Capitolo 1 – Caratteristiche generali Gruppo arrotondatore")
47
ROUND 4MROUND SK 1Velocità di lavoro18 m/min.12/18 m/min. 2Arrotondatura massello/impiallacc. SINO 3Funzione refilatoreSTANDARD 4Esclusione pneumaticaSTANDARD 5Esclusione a 20 mmStd: rapida manuale Optional: elettrica 6 Kit a 2 posizioniOptional 7 Costo più elevato 8 Più versatile Principali differenze tra Round 4M and Round SK Capitolo 1 – Caratteristiche generali Gruppo arrotondatore

48
Controllo Numerico Grafico Grafico Capitolo 2

49
Disponibile come Opzionale sulle seguenti composizioni K208 F - K 208 ER – K 208 ERT-L S 212 F e tutte le composizioni con il ROUND SK e 4M S 220 : tutte le composizioni con il ROUND SK e 4M Capitolo 2 – Controllo Numerico Grafico

50
Esclusioni pneumatiche per tutti i gruppi refilatori (sovrapposti e inclinabili) Esclusioni pneumatiche per raschiabordo Inclinazione pneumatica intestatori da quadro comandi (solo per S 212 e S 220) Kit a 2 posizioni per gruppo arrotondatore (solo per S 212 e S 220) (solo per K 208 ER e ERT-L) Kit per funzione refilatore su Round K (solo per K 208 ER e ERT-L) Il dispositivo a CN include di serie quanto segue: Capitolo 2 – Controllo Numerico Grafico
 Esclusioni pneumatiche per raschiabordo Inclinazione pneumatica intestatori da quadro comandi (solo per S 212 e S 220) Kit a 2 posizioni per gruppo arrotondatore (solo per S 212 e S 220) (solo per K 208 ER e ERT-L) Kit per funzione refilatore su Round K (solo per K 208 ER e ERT-L) Il dispositivo a CN include di serie quanto segue: Capitolo 2 – Controllo Numerico Grafico")
51
1elimina tutti i microinterruttori 2comanda lintervento a tempo dei gruppi operatori anche variando la velocità di avanzamento 3comanda lintervento on-off dei gruppi operatori 4elimina tutti i relè nel quadro elettrico 5avvio automatico dei gruppi operatori selezionati nel programma di lavorazione 63 diverse lingue selezionabili Capitolo 2 – Controllo Numerico Grafico Funzioni principali

52
CN grafico su S 212 CN grafico su K 208 100 diversi programmi memorizzabili 50 diversi programmi memorizzabili Capitolo 2 – Controllo Numerico Grafico Caratteristiche principali

53
(S 212, S 220 e K 208 nella versione grafica) 1)Display grafico da 5,7 (S 212, S 220 e K 208 nella versione grafica) Nella versione alfanumerica, K 208 ha due righe di 20 caratteri ognuna Capitolo 2 – Controllo Numerico Grafico Caratteristiche principali
 1)Display grafico da 5,7 (S 212, S 220 e K 208 nella versione grafica) Nella versione alfanumerica, K 208 ha due righe di 20 caratteri ognuna Capitolo 2 – Controllo Numerico Grafico Caratteristiche principali")
54
2)Programmazione delle funzioni semplice e senza errori grazie allinterfaccia grafica 3)Tasto funzione (K208) o comando rapido ( S212 S220) per scegliere il PRIMO o il SECONDO passaggio (USANDO LO STESSO PROGRAMMA) 4)Quando il programma è in corso vengono visualizzati il numero di pezzi lavorati e la velocità di avanzamento 5)Avvio e stop del cingolo sono manuali come il richiesto dalle normative di sicurezza Capitolo 2 – Controllo Numerico Grafico Caratteristiche principali
Programmazione delle funzioni semplice e senza errori grazie allinterfaccia grafica 3)Tasto funzione (K208) o comando rapido ( S212 S220) per scegliere il PRIMO o il SECONDO passaggio (USANDO LO STESSO PROGRAMMA) 4)Quando il programma è in corso vengono visualizzati il numero di pezzi lavorati e la velocità di avanzamento 5)Avvio e stop del cingolo sono manuali come il richiesto dalle normative di sicurezza Capitolo 2 – Controllo Numerico Grafico Caratteristiche principali")
55
Tutti I dati di processo sotto indicati sono sempre disponibili in DUE diversi formati: (K 208) (S 212 and S 220) a)DATI GIORNALIERI (K 208) DATI DI COMMESSA(S 212 and S 220) b)DATI TOTALI (a partire dal momento di inizio di utilizzo della macchina) 1CHILOMETRI PERCORSI DAL CINGOLO DAVANZAMENTO 2NUMERO DI PANNELLI LAVORATI 3METRI DI PANNELLI LAVORATI (bordo applicato) 4ORE DI ACCENSIONE 5USURA DEGLI UTENSILI (solo K 208) (Per refilatori sovrapposti) Capitolo 2 – Controllo Numerico Grafico Dati di Processo
 (S 212 and S 220) a)DATI GIORNALIERI (K 208) DATI DI COMMESSA(S 212 and S 220) b)DATI TOTALI (a partire dal momento di inizio di utilizzo della macchina) 1CHILOMETRI PERCORSI DAL CINGOLO DAVANZAMENTO 2NUMERO DI PANNELLI LAVORATI 3METRI DI PANNELLI LAVORATI (bordo applicato) 4ORE DI ACCENSIONE 5USURA DEGLI UTENSILI (solo K 208) (Per refilatori sovrapposti) Capitolo 2 – Controllo Numerico Grafico Dati di Processo")
56
Per ogni eventuale errore, vengono visualizzati i seguenti messaggi: a)IL CODICE DI ERRORE b)LA DESCRIZIONE DELLERRORE Capitolo 2 – Controllo Numerico Grafico Dati di Processo
IL CODICE DI ERRORE b)LA DESCRIZIONE DELLERRORE Capitolo 2 – Controllo Numerico Grafico Dati di Processo")
57
(S 212 and S 220) a)Scarico automatico dei pannelli rimasti in macchina, se avviene un errore o un emergenza che ferma lavanzamento (S 212 and S 220) b)Accesso diretto a tutte le funzioni senza dover attraversare i vari menù c)Gestione archivio programmi con funzioni di: - visualizzazione - copia - cancellazione Capitolo 2 – Controllo Numerico Grafico Funzioni speciali (incluse nella dotazione di serie)
 a)Scarico automatico dei pannelli rimasti in macchina, se avviene un errore o un emergenza che ferma lavanzamento (S 212 and S 220) b)Accesso diretto a tutte le funzioni senza dover attraversare i vari menù c)Gestione archivio programmi con funzioni di: - visualizzazione - copia - cancellazione Capitolo 2 – Controllo Numerico Grafico Funzioni speciali (incluse nella dotazione di serie)")
58
Gamma Bordatrici Capitolo 3

59
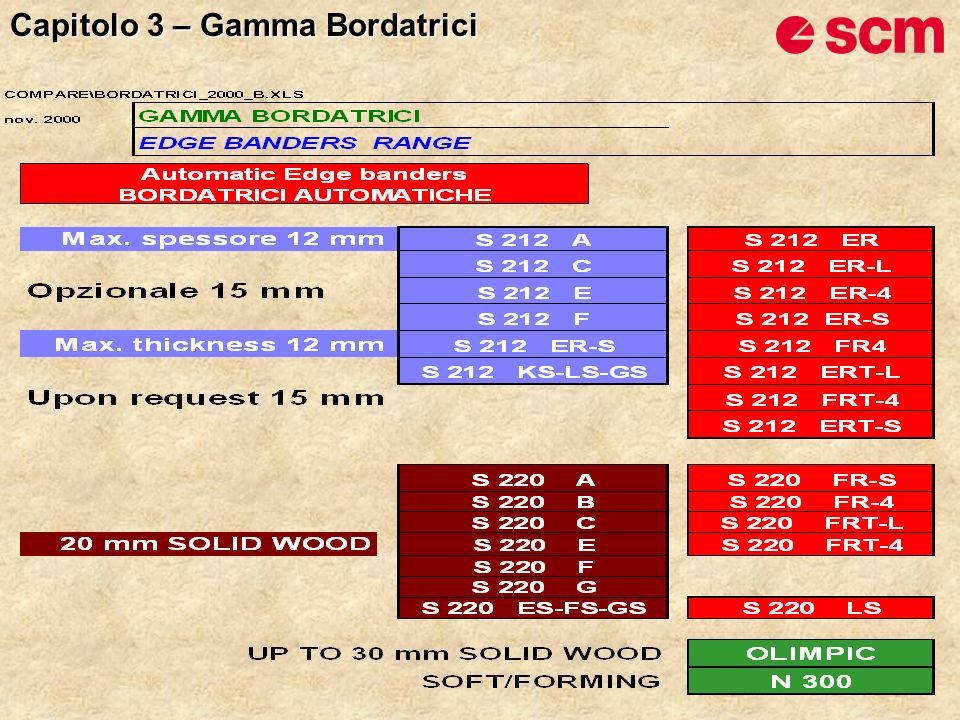
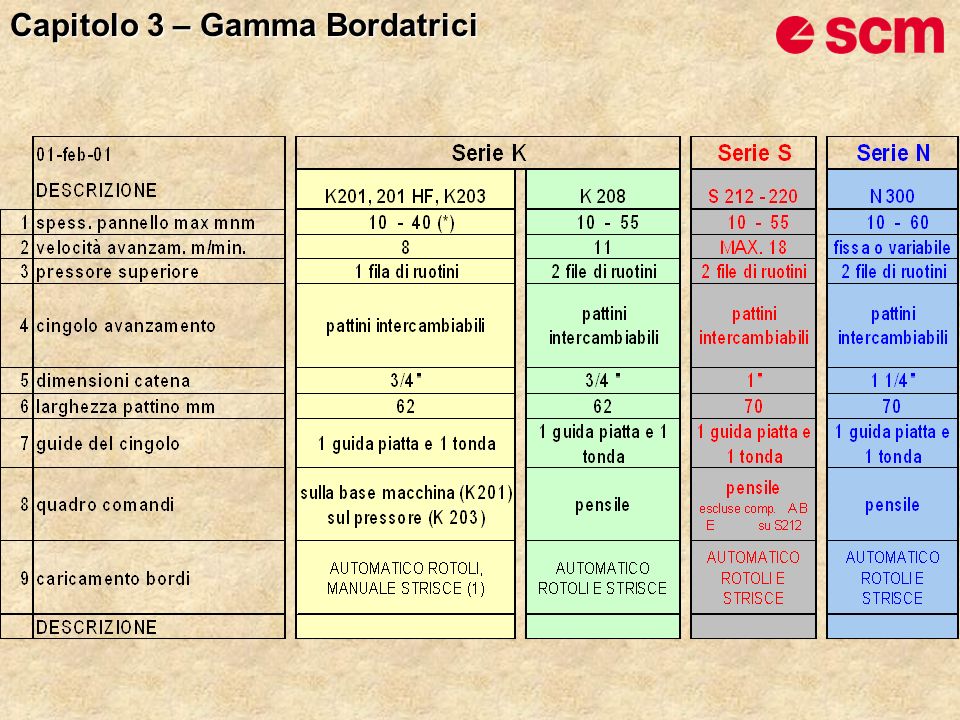
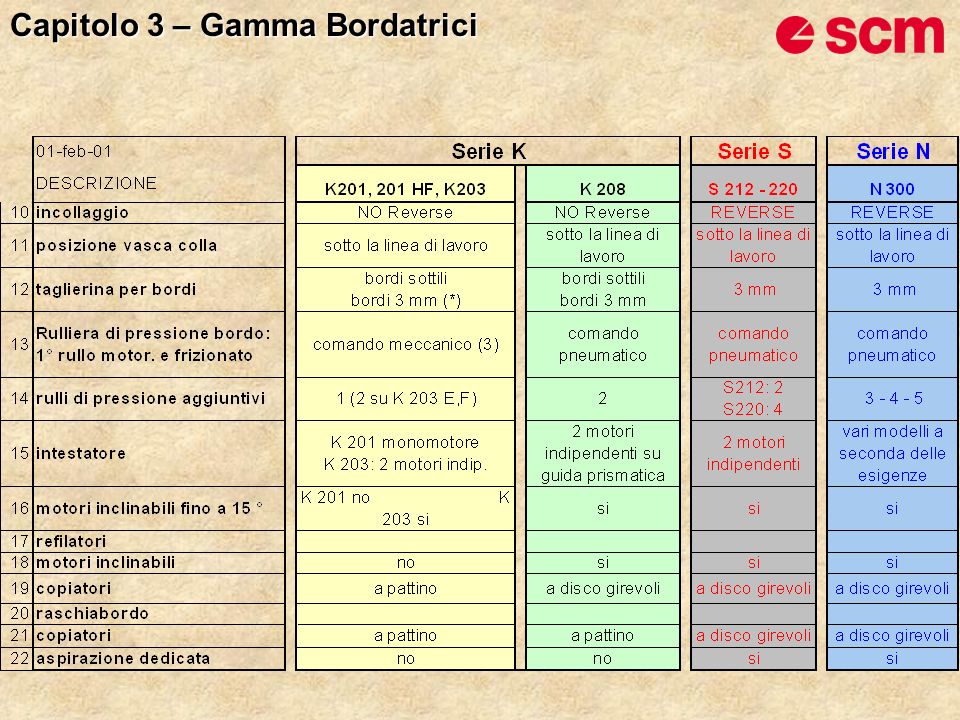
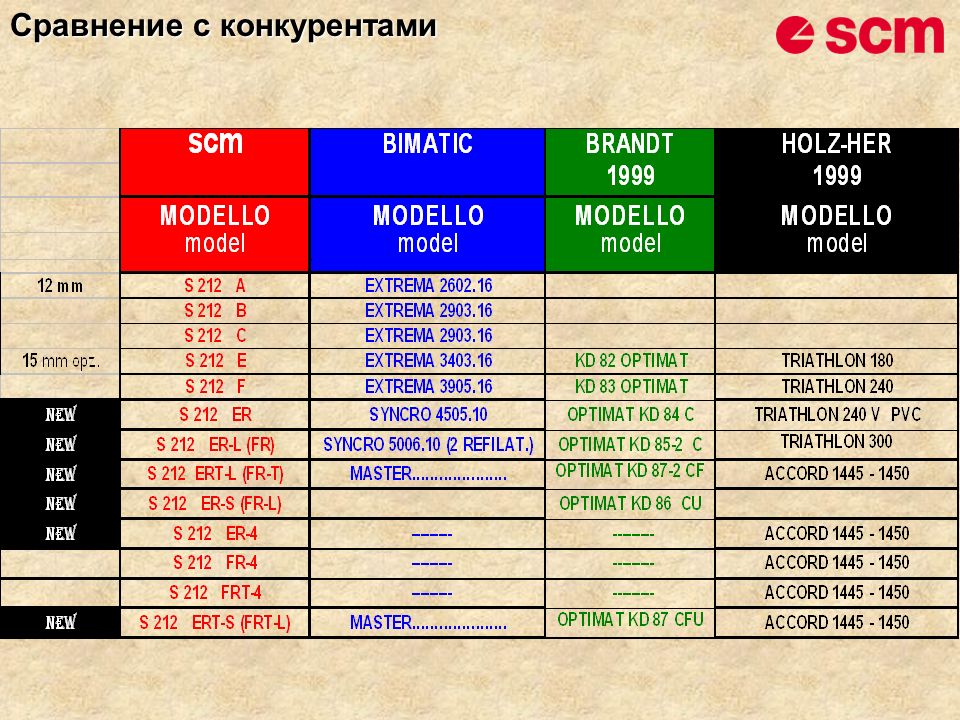
Capitolo 3 – Gamma Bordatrici

63
K 203 F Versatilità!! 2 refilatori sovrapposti per cambiare velocemente tipo di lavoro senza effettuare regolazioni Capitolo 3 – Gamma Bordatrici

64
K 203 R Completa e Compatta!! Per refilare il bordo, arrotondare gli angoli, cambiando velocemente lavorazione senza regolazione sui gruppi operatori Capitolo 3 – Gamma Bordatrici

65
K 208 ER (con ROUND) Versatile!! 3 diverse lavorazioni senza nessuna regolazione sui gruppi operatori a)Bordo da 3 mm b)Bordo sottile c)Bordo in massello sino a 10 mm Capitolo 3 – Gamma Bordatrici
Bordo da 3 mm b)Bordo sottile c)Bordo in massello sino a 10 mm Capitolo 3 – Gamma Bordatrici.")
66
K 208 ERT-L (con ROUND) Alta qualità di finitura!! Rettificatura del pannello per un ottima qualità di bordatura Più versatile e completa!! 1 spazio libero per aggiungere una toupie o un ulteriore refilatore Capitolo 3 – Gamma Bordatrici

67
S 212 ER Completa!! Tutte le operazioni (refilatura e arrotondatura angoli) su pannelli a bordi dritti Versatile e competitiva!! Disponibile anche con gruppo rettificatore in entrata Capitolo 3 – Gamma Bordatrici
 su pannelli a bordi dritti Versatile e competitiva!. Disponibile anche con gruppo rettificatore in entrata Capitolo 3 – Gamma Bordatrici.")
68
S 212 ER-4 100% versatile!! Lavora gli angoli su tutti i bordi, compreso impiallacciatura e massello sino a 5 mm Capitolo 3 – Gamma Bordatrici

69
S 220 FRT-4 Massello sino a 20 mm!! Arrotondatore angoli per: - bordo sottile - PVC – ABS sino a 5 mm - impiallacciatura e massello sino a 5 mm Capitolo 3 – Gamma Bordatrici

70
N 300 La massima personalizzazione Capitolo 3 – Gamma Bordatrici

71
Analisi delle diverse soluzioni tecnologiche Capitolo 4

72
Sistema con guide piatte (bi) Il problema principale consiste nel fatto che la rettilineità di movimento è assicurata dalle superfici laterali delle due guide 30.06.98 Capitolo 4 – Diverse soluzioni tecnologiche
 Il problema principale consiste nel fatto che la rettilineità di movimento è assicurata dalle superfici laterali delle due guide Capitolo 4 – Diverse soluzioni tecnologiche")
73
Questo sistema utilizza un concetto simile a quello della guida tonda e guida piatta. Il problema principale consiste nel fatto che la rettilineità di movimento è assicurata dalle superfici laterali della guida a destra. E inevitabile avere un gioco che tende ad aumentare con luso perché è solo laterale. March 1999 Sistema con guide piatte (ho) Capitolo 4 – Diverse soluzioni tecnologiche
 Capitolo 4 – Diverse soluzioni tecnologiche.")
74
Sistema con guida tonda e piatta (br) Questo sistema si differenzia dal tipo SCM perchè la posizione della guida tonda è dalla parte opposta. Lunica differenza può aversi nella lavorazione di pezzi stretti dove il supporto resta solo sulla guida tonda e il pattino può essere più facilmente soggetto a ruotare. 01-03-2000 Capitolo 4 – Diverse soluzioni tecnologiche

75
Rischio di rotazione lavorando pezzi stretti Capitolo 4 – Diverse soluzioni tecnologiche

76
attacchi Pressore superiore Rullo pressore SINGOLA FILA DI RUOTINI Pressore Pressore con una fila di ruotini (ho) Capitolo 4 – Diverse soluzioni tecnologiche
 Capitolo 4 – Diverse soluzioni tecnologiche")
77
K 208 ho Capitolo 4 – Diverse soluzioni tecnologiche Pressore

78
Pressore Pressore con due file di ruotini (ho)
")
79
La colla fusa scorre per gravità nella vasca inferiore ove si trova il rullo spalmatore É una soluzione più economica che ha il vantaggio di una veloce sostituzione, ma porta ai seguenti svantaggi: La colla non ricircola dentro la vasca È alto il rischio di bruciatura della colla Rischio elevato di fuoriuscita della colla Vasca colla Vasca colla sopra la linea di lavoro (ho – im) Capitolo 4 – Diverse soluzioni tecnologiche
 Capitolo 4 – Diverse soluzioni tecnologiche")
80
1 2 Vasca colla Vasca colla sopra la linea di lavoro (ho – im)
")
81
La colla fornita a granuli o in forma di cartuccia viene pressata da un pistone pneumatico contro una sponda forata e riscaldata che fonde la colla e la spinge attraverso i fori. Applicazione di colla termofusibile con ugello o a PETTINE La colla risulta applicata sul pannello con una serie di fili disposti su linee orizzontali come si può vedere nel disegno seguente. La fila verticale di fori copre lo spessore massimo di bordatura eseguibile (massimo spessore del pannello da bordare) sulla macchina; una regolazione manuale (o, a volte, automatica) adegua l'altezza dell'apertura dei fori allo spessore del pannello. Capitolo 4 – Diverse soluzioni tecnologiche
 sulla macchina; una regolazione manuale (o, a volte, automatica) adegua l altezza dell apertura dei fori allo spessore del pannello. Capitolo 4 – Diverse soluzioni tecnologiche.")
82
Vedere lesempio dal VIVO!! Capitolo 4 – Diverse soluzioni tecnologiche Applicazione di colla termofusibile con ugello o a PETTINE

83
1)Fornisce sempre colla fresca 2)Facilita il cambio del colore colla 3)Permette di bordare masselli sino a 30 mm di spessore Sistema di incollaggio a PETTINE Vantaggi Capitolo 4 – Diverse soluzioni tecnologiche
Fornisce sempre colla fresca 2)Facilita il cambio del colore colla 3)Permette di bordare masselli sino a 30 mm di spessore Sistema di incollaggio a PETTINE Vantaggi Capitolo 4 – Diverse soluzioni tecnologiche")
84
Sistema di incollaggio a PETTINE Svantaggi 1)Costo più elevato della colla in cartucce (generalmente la si compra solo dal produttore di macchinari) 2)La spalmatura della colla non è uniforme come con il rullo spalmatore, quindi I fili della colla sotto bordi sottili diventano visibili (rilievo) 3)Le impurità nella colla possono bloccare uno o più ugelli Capitolo 4 – Diverse soluzioni tecnologiche
Costo più elevato della colla in cartucce (generalmente la si compra solo dal produttore di macchinari) 2)La spalmatura della colla non è uniforme come con il rullo spalmatore, quindi I fili della colla sotto bordi sottili diventano visibili (rilievo) 3)Le impurità nella colla possono bloccare uno o più ugelli Capitolo 4 – Diverse soluzioni tecnologiche")
85
4)La posizione dellugello deve essere regolata per ogni spessore di pannello 5)Se uno dei fori non può essere usato perchè corrisponde alla superficie del pannello, ci sarà una linea di colla mancante 6)Quando un foro è usato con uno spessore e poi chiuso (per un altro spessore), la colla dentro di esso si brucia e quindi deve essere pulito con unoscovolino fornito dal costruttore Capitolo 4 – Diverse soluzioni tecnologiche Sistema di incollaggio a PETTINE Svantaggi
La posizione dellugello deve essere regolata per ogni spessore di pannello 5)Se uno dei fori non può essere usato perchè corrisponde alla superficie del pannello, ci sarà una linea di colla mancante 6)Quando un foro è usato con uno spessore e poi chiuso (per un altro spessore), la colla dentro di esso si brucia e quindi deve essere pulito con unoscovolino fornito dal costruttore Capitolo 4 – Diverse soluzioni tecnologiche Sistema di incollaggio a PETTINE Svantaggi")
86
7)Linizio e la fine della distribuzione della colla è controllato ma microinterrutori che azionano elettrovalvolee cilindri ed è delicato da mettere a punto. 8)Lugello si consuma di più nella parte bassa e dopo un lungo utilizzo risulta una distribuzione di colla maggiore sulla parte inferiore che in quella superiore del pannello. 9) Manutenzione più complessa: lugello deve essere pulito ogni giorno Capitolo 4 – Diverse soluzioni tecnologiche Sistema di incollaggio a PETTINE Svantaggi
Lugello si consuma di più nella parte bassa e dopo un lungo utilizzo risulta una distribuzione di colla maggiore sulla parte inferiore che in quella superiore del pannello. 9) Manutenzione più complessa: lugello deve essere pulito ogni giorno Capitolo 4 – Diverse soluzioni tecnologiche Sistema di incollaggio a PETTINE Svantaggi.")
87
10)Nella lavorazione di pannelli lunghi può accadere che la parte posteriore del pannello non ha la colla alla temperatura giusta in quanto la quantità di colla fusa è sempre minima 11)La quantità di colla applicata è regolabile solo quando la macchina lavora perché lugello è aperto solo in quel momento. Capitolo 4 – Diverse soluzioni tecnologiche Sistema di incollaggio a PETTINE Svantaggi

88
12)Non esiste un sistema di recupero della colla inutilizzata e può accadere che la colla si accumula sulla parte anteriore del pannello successivo. 13)Soft-forming non è possibile Capitolo 4 – Diverse soluzioni tecnologiche Sistema di incollaggio a PETTINE Svantaggi
Soft-forming non è possibile Capitolo 4 – Diverse soluzioni tecnologiche Sistema di incollaggio a PETTINE Svantaggi.")
89
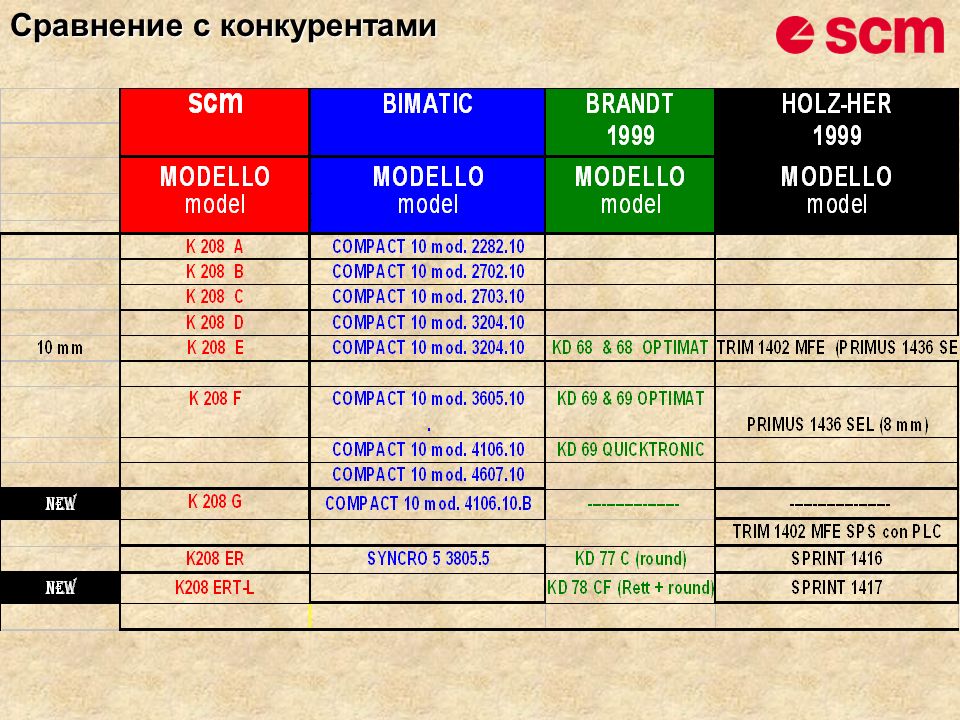
Confronto con i competitori Capitolo 5

90
Capitolo 5 – Confronto con i competitori scm K 208 ERT-L Ho-H Sprint 1417

91
Composizione K 208 ERT-L SPRINT 1417 Rettificatore in entrata Incollatore Intestatore 1° refilatore inclinabile Spazio libero Round con 2 motori Raschiabordo Spazzole Rettificatore in entrata Incollatore Intestatore 1° refilatore inclinabile Spazio libero per toupie Round con 1 motore Raschiabordo Spazzole Capitolo 5 – Confronto con i competitori

92
K 208 1417 10 mm 8 (13) mm Max. spessore bordo Max. spess. pannello Velocità avanzamento Min. larghezza pann. Min. lunghezza pann. 55 mm 45 mm 11 m/min. 55 (80) mm 65 mm 200 mm 350 mm Min. lunghezza pann. con bordi pretagliati 140 mm 200 mm Dati tecnici principali Capitolo 5 – Confronto con i competitori
 mm 65 mm 200 mm 350 mm Min. lunghezza pann. con bordi pretagliati 140 mm 200 mm Dati tecnici principali Capitolo 5 – Confronto con i competitori.")
93
Catena davanzamento K 208 1417 Vantaggi K 208 Minor usura Maggior resistenza alle pressioni laterali Capitolo 5 – Confronto con i competitori

94
K 208 1417 Pressore Vantaggi K 208 Maggior grip sui pannelli Capitolo 5 – Confronto con i competitori

95
K 208 1417 Incollatore Vasca colla sotto la linea di lavoro Angolo entrata bordo 8° Vasca colla sopra la linea di lavoro Angolo entrata bordo 12° Capitolo 5 – Confronto con i competitori

96
K 208 Ho-H Incollatore Section 5 – Comparison with competitors Vantaggi K 208 La colla ricircola sempre nella vasca Minimo rischio di bruciatura Nessuna fuoriuscita colla Vantaggi Ho-H Ha il reverse

97
E il sistema più utilizzato da Ho-H ed è basato sulle cartucce. E per loro un forte argomento di vendita!! I maggiori problemi relativi al suo funzionamento sono: Difficoltà di messa a punto della macchina Elevata manutenzione Section 5 – Comparison with competitors Sistema di incollaggio PATRONEN di Ho-H

98
1906 M Incollatore con sistema a pettine e 1 cartuccia (400 g. approx.) Cartuccie multiple: mod. 1906 costa circa 1.800 US$ Capitolo 5 – Confronto con i competitori
 Cartuccie multiple: mod costa circa US$ Capitolo 5 – Confronto con i competitori.")
99
Colla necessaria per bordare: c.a 300 g/m². Pannello 900 x 600 mm con spessore 18 mm bordato sui 4 lati Con 1 cartuccia si lavorano circa 25 pannelli Incollatore PATRONEN : 1 cartuccia (c.a 400 g.) Limiti: Capitolo 5 – Confronto con i competitori
 Limiti: Capitolo 5 – Confronto con i competitori.")
100
Con una vasca piena si possono lavorare circa 110 pannelli Incollatore K 208 1 vasca piena contiene c.a 1.500 g Capitolo 5 – Confronto con i competitori Colla necessaria per bordare: c.a 250 g/m². Pannello 900 x 600 mm con spessore 18 mm bordato sui 4 lati

101
Applicazione massima 4.000x60 mm alla velocità di 8 m/min Limiti del sistema di incollaggio PATRONEN Incollatore con cartucce mod. 1906 per bordi da 6 a 60 mm di spessore 16 m/min sino a 28 mm di spessore 11 m/min da 28 a 45 mm di spessore 8 m/min da 45 a 60 mm di spessore Capitolo 5 – Confronto con i competitori Velocità di avanzamento

102
Intestatore K 208 Ho-H 1918 Capitolo 5 – Confronto con i competitori

103
K 208 Mod. 1918 2 motori Inclinabile a 15° Inclinabile a 10° Alta frequenza 12.000 r.p.m. Alta frequenza 9.000 r.p.m. Guide prismatiche Guide tonde con boccole Dati tecnici Capitolo 5 – Confronto con i competitori Intestatore

104
Vantaggi K 208 1. Alta qualità di finitura 2. Grande versatilità - alta velocità (12.000 rpm) - maggior inclinazione - guide prismatiche - Inclinazione manuale veloce e semplice Capitolo 5 – Confronto con i competitori Intestatore
 - maggior inclinazione - guide prismatiche - Inclinazione manuale veloce e semplice Capitolo 5 – Confronto con i competitori Intestatore.")
105
Refilatore K 208 (RK 900) Ho-H 1942 M Capitolo 5 – Confronto con i competitori
 Ho-H 1942 M Capitolo 5 – Confronto con i competitori")
106
K 208 (RK-900) Mod. 1942 M Inclinabile a 15° Alta frequenza 12.000 r.p.m. 0,5 kW Alta frequenza 18.000 r.p.m 0,6 kW Все копиры вращающиеся - copiatore frontale a pattino - вертикальные вращаются Технические данные Refilatore Сравнение с конкурентами

107
K 208 (RK-900) Mod. 1942 M Линейное движение происходит по направляющей с рециркуляцией шариков Movimenti oscillanti su boccole Характеристики Refilatore Устанавливается на основание станка Fissato sul pressore e sul supporto catena Сравнение с конкурентами

108
K 208 (RK-900) Mod. 1942 M Расстояние копира от края панели: 4 мм!!! Расстояние копира от края панели: 15 мм Характеристики Два положения с механической регулировкой Многофункциональные инструменты с ручной регулировкой Refilatore Сравнение с конкурентами

109
K 208 (RK-900) Два положения с механической регулировкой Сравнение с конкурентами Refilatore
 Два положения с механической регулировкой Сравнение с конкурентами Refilatore")
110
Преимущества K 208 1. Жесткий и прочный 3. Больше многосторонности - Диск-копир позволяет обрабатывать облицованные панели Refilatore RK 900 2. Более высокая точность - копир кромки панели Сравнение с конкурентами

111
Узел закругления scm ROUND K Ho-H 1983 Сравнение с конкурентами

112
Преимущества ROUND K 1. Лучшее качество обработки 2. Многосторонность - функция отделки - 2 положения инструмента (в ручную или пневматикой.) - подвижные копиры - индивидуальная вытяжка стружки - движение по призматическим направляющим Узел закругления Сравнение с конкурентами
 - подвижные копиры - индивидуальная вытяжка стружки - движение по призматическим направляющим Узел закругления Сравнение с конкурентами.")
113
scm ROUND K Ho-H 1983 1 двигатель 12.000 об/мин 0,35 kВт 18.000 об/мин 0,6 kВт Технические данные 2 двигателя Толщина панели 45 mm Сравнение с конкурентами Узел закругления

114
Расстояние между двумя панелями: 500 мм при 11 м/мин Расстояние между двумя панелями: 930 мм при 8 м/мин Характеристики scm ROUND K Ho-H 1983 Эффект производительности на лицо!!! Сравнение с конкурентами Узел закругления

115
scm ROUND K Ho-H 1983 Сравнение с конкурентами Характеристики Узел закругления

116
Движение по призматическим направляющим Вокруг направляющих….. scm ROUND K Ho-H 1983 Сравнение с конкурентами Характеристики Узел закругления

117
Ho-H 1983 … e movimento a catena Сравнение с конкурентами

118
scm ROUND K Ho-H 1983 Funzione refilatore Не предусмотрено 2 возможных положения Не предусмотрено Колебания копиров Не предусмотрено Всасывание стружки Не предусмотрено Сравнение с конкурентами Закругление кромки

119
Raschiabordo scm RAS Ho-H 1929 Сравнение с конкурентами

120
Автоматически возобновляемое копирование Характеристики scm RAS Ho-H 1929 Raschiabordo Положение перед кругом Copiatore a pattino Положение после круга Сравнение с конкурентами

121
Большая точность с минимальным техническим обслуживанием K 208… сравнение сИзвестными incollatore Более высокое качество и многосторонность intestatore Более точный и твердый refilatore Выше и лучшие действия arrotondatore Сравнение с конкурентами

Presentazioni simili










>")











>")