Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
Tecnologie Informatiche ed Elettroniche per le Produzioni Animali
CORSO LAUREA MAGISTRALE IN SCIENZE E TECNOLOGIE DELLE PRODUZIONI ANIMALI Tecnologie Informatiche ed Elettroniche per le Produzioni Animali (corso TIE) Massimo Lazzari Scienze veterinarie per la salute, la produzione animale e la sicurezza alimentare – VESPA Università di Milano
 Massimo Lazzari. Scienze veterinarie per la salute, la produzione animale e la sicurezza alimentare – VESPA. Università di Milano.")
2
Lattometri Francesco Maria Tangorra

3
Perché misurare il latte su base individuale?
…per gestire meglio la mandria! Cali produttivi possono essere indicatori di calori, IMI, malattie metaboliche; Conoscere le produzioni giornaliere individuali permette di calibrare la razione alimentare e gli apporti energetici in funzione della quantità di latte prodotto; Calcolare, anziché stimare, le curve di lattazione; Formare gruppi omogenei di animali in funzione delle loro produzioni; Valutare la messa a latte delle bovine; Fornire un’indicazione economica.

4
solo la produzione giornaliera della mandria
Senza lattometri: solo la produzione giornaliera della mandria

5
I dispositivi di misura possono essere suddivisi in due gruppi:
VASI MISURATORI LATTOMETRI vasi di raccolta, che accumulando il latte prodotto dall’animale durante la mungitura; permettono di quantificare la produzione prima del successivo svuotamento nel lattodotto. dispositivi che vengono montati tra il gruppo di mungitura e il lattodotto; misurano in continuo la produzione di latte senza trattenerlo.

6
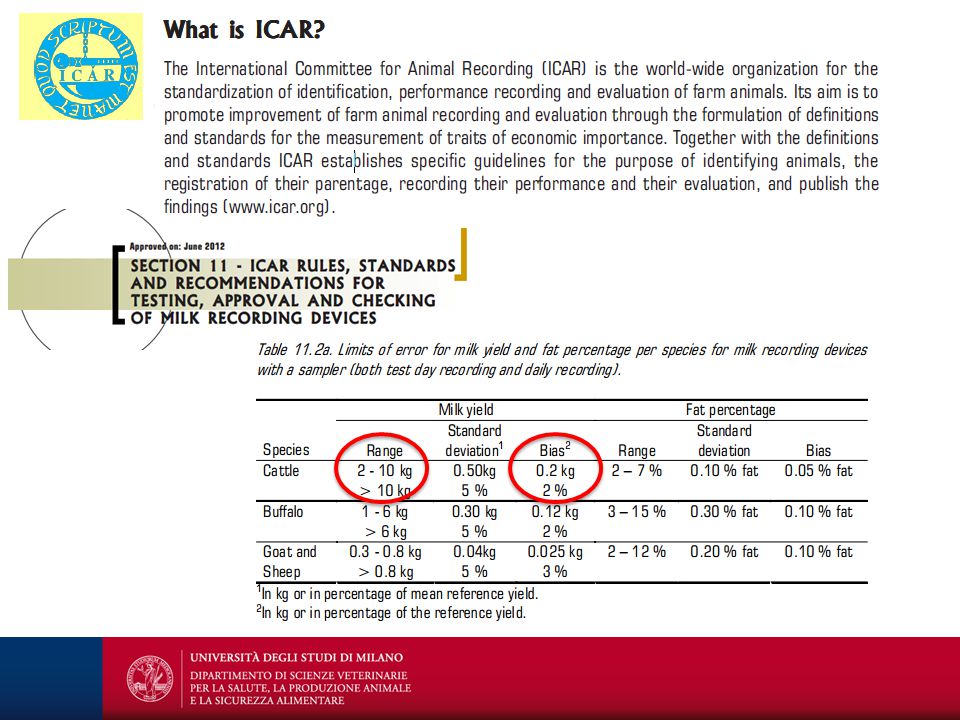
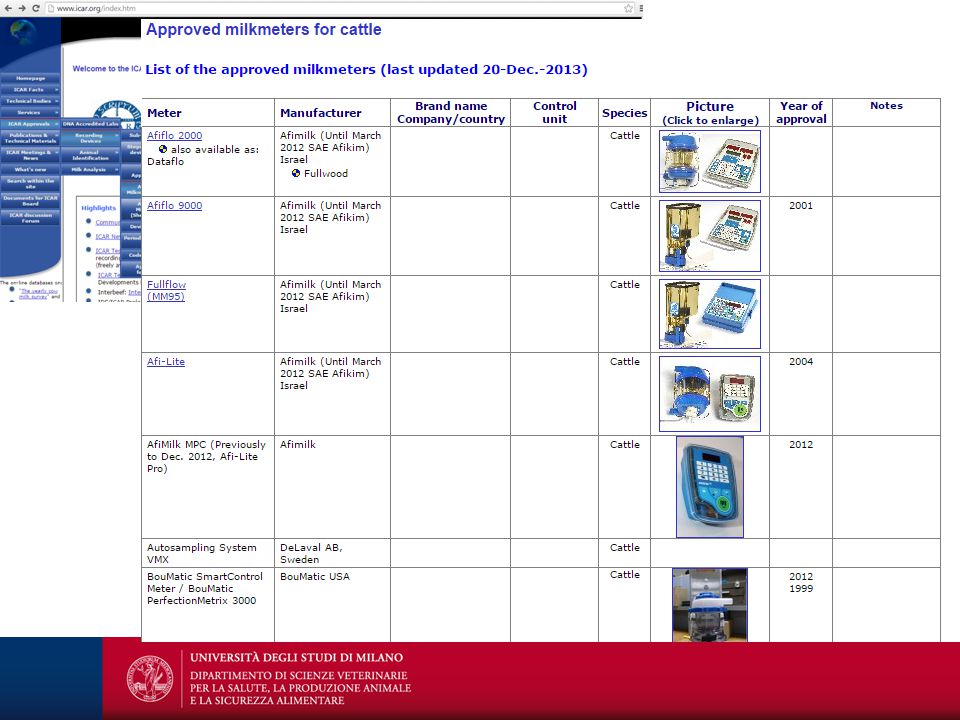
I lattometri devono avere le seguenti caratteristiche:
utilizzare dei materiali conformi alle normative vigenti (il materiale a contatto del latte non deve essere tossico e non deve alterare le proprietà organolettiche del latte); limitare gli “stress” meccanici (rottura dei globuli di grasso aumento della concentrazione degli acidi grassi liberi alterazione delle proprietà chimico-fisiche del latte); ridurre la formazione di schiuma (influenza negativamente la precisione delle misure); essere accurati (certificazione ICAR, riferimento ufficiale nella quantificazione del latte prodotto sia dal singolo animale sia complessivamente dalla stalla); limitare le fluttuazioni di vuoto nell’impianto.
; limitare gli stress meccanici (rottura dei globuli di grasso aumento della concentrazione degli acidi grassi liberi alterazione delle proprietà chimico-fisiche del latte); ridurre la formazione di schiuma (influenza negativamente la precisione delle misure); essere accurati (certificazione ICAR, riferimento ufficiale nella quantificazione del latte prodotto sia dal singolo animale sia complessivamente dalla stalla); limitare le fluttuazioni di vuoto nell’impianto.")
7
A proposito di accuratezza…
accuratezza: si riferisce a quanto siamo vicini al valore reale con una data misura; precisione: si riferisce a quanto si avvicinano tra di loro misure indipendenti.

10
Troppo complessi, ormai abbandonati
VASI MISURATORI Le caratteristiche strutturali e costruttive definite da norme (ISO 5707:2007); la misura della produzione avviene mediante una scala graduata a forte contrasto per essere correttamente letta su un lato del vaso o meglio su entrambi (a 180°) per poter controllare la messa in bolla del dispositivo; alta probabilità di lettura scorretta, soprattutto quando nel vaso si crea della schiuma sulla superficie del latte; impianto di mungitura più complesso. Vasi misuratori per la misura automatica della produzione. A – a galleggianti; B – a sensori estensimetrici (celle di carico); C – con contatore a turbina; 1 – entrata aria e latte; 2 – uscita aria; 3 – uscita latte. Troppo complessi, ormai abbandonati
; la misura della produzione avviene mediante una scala graduata a forte contrasto per essere correttamente letta su un lato del vaso o meglio su entrambi (a 180°) per poter controllare la messa in bolla del dispositivo; alta probabilità di lettura scorretta, soprattutto quando nel vaso si crea della schiuma sulla superficie del latte; impianto di mungitura più complesso. Vasi misuratori per la misura automatica della produzione. A – a galleggianti; B – a sensori estensimetrici (celle di carico); C – con contatore a turbina; 1 – entrata aria e latte; 2 – uscita aria; 3 – uscita latte. Troppo complessi, ormai abbandonati.")
11
LATTOMETRI In funzione della metodologia con la quale misurano la produzione: • proporzionali; • a porzioni costanti; • a porzioni variabili; • a flusso continuo.

12
Lattometri proporzionali
eseguono un campionamento del latte prodotto durante la singola mungitura, proporzionale alla quantità totale; attraverso un contenitore graduato, consentono di stimare la produzione complessiva mediante una valutazione visiva del livello raggiunto, oppure in automatico utilizzando degli elettrodi di livello e presentando il risultato su un display alfanumerico; utilizzati per lo più durante i controlli funzionali; costo: €

13
Lattometri a porzioni costanti
contano porzioni di peso o di volume costanti: I lattometri che misurano porzioni di peso costante, utilizzano di solito un bilanciere con due vaschette di uguale volume che vengono alternativamente esposte al flusso di latte e quindi alternativamente riempite e svuotate. La registrazione delle oscillazioni eseguite dal bilanciere consente una misura della produzione complessiva; I lattometri che misurano porzioni di volume costante, funzionano attraverso l’utilizzo di una o più camere di misura di capacità nota. Il livello è misurato da galleggianti o sensori conduttimetrici che comandano valvole meccaniche. Quando il livello fissato viene raggiunto, le valvole vengono aperte ed il latte scaricato nel lattodotto. Il conteggio del numero di volte in cui il lattometro si è svuotato è rappresentativo dell’intera produzione; costo: €

14
Lattometri a porzioni variabili
vengono calcolate le portate istantanee (quantità di latte che attraversano il dispositivo in un intervallo di tempo finito); la misura delle portate può essere fatta: (peso variabile) pesando costantemente, attraverso delle celle di carico, la quantità di latte accumulata in una camera del dispositivo; (volume variabile) misurando costantemente, attraverso galleggianti o elettrodi, il livello raggiunto dal latte mentre viene raccolto in una camera di volume noto; rapportando la quantità (di peso o di volume) di latte misurata e l’intervallo di tempo trascorso è possibile calcolare la portata istantanea; durante la fase di scarico della quantità (di peso o di volume) di latte misurata, il flusso di latte in ingresso al dispositivo non viene mai interrotto; ciò comporta che nello svuotamento della camera precedentemente riempita venga coinvolto anche il latte in ingresso, introducendo un errore nel calcolo della produzione istantanea; Per compensare questo errore, l’elettronica associata al dispositivo, esegue una stima del latte impropriamente scaricato basandosi sulla portata istantanea calcolata precedentemente durante la fase di riempimento della camera di misura; La produzione istantanea così corretta viene sommata incrementalmente per ottenere la produzione totale costo: 500 – €
; la misura delle portate può essere fatta: (peso variabile) pesando costantemente, attraverso delle celle di carico, la quantità di latte accumulata in una camera del dispositivo; (volume variabile) misurando costantemente, attraverso galleggianti o elettrodi, il livello raggiunto dal latte mentre viene raccolto in una camera di volume noto; rapportando la quantità (di peso o di volume) di latte misurata e l’intervallo di tempo trascorso è possibile calcolare la portata istantanea; durante la fase di scarico della quantità (di peso o di volume) di latte misurata, il flusso di latte in ingresso al dispositivo non viene mai interrotto; ciò comporta che nello svuotamento della camera precedentemente riempita venga coinvolto anche il latte in ingresso, introducendo un errore nel calcolo della produzione istantanea; Per compensare questo errore, l’elettronica associata al dispositivo, esegue una stima del latte impropriamente scaricato basandosi sulla portata istantanea calcolata precedentemente durante la fase di riempimento della camera di misura; La produzione istantanea così corretta viene sommata incrementalmente per ottenere la produzione totale. costo: 500 – €")
15
Lattometri a flusso continuo
calcolano la produzione complessiva sommando in modo incrementale le produzioni istantanee, ricavate dalla misura continua delle portate istantanee; non hanno parti in movimento; non ostacolano in alcun modo il moto del latte; il flusso di latte viene misurato attraverso una matrice a infrarossi: in un condotto di sezione nota, preceduto da un piccolo sifone che ha il compito di provocarne il riempimento integrale con segmenti di fluido alternati a delle bolle d’aria (“flusso a tappi”), una matrice di sensori all’infrarosso è in grado di misurare la velocità con cui il latte si muove. Dal prodotto tra la velocità calcolata e la superficie di latte in movimento, data dalle dimensioni e dalle proprietà geometriche del condotto, si calcola il flusso istantaneo, da cui. si ricavano le produzioni istantanee; Costo > € Accoppiati ad un controller, sensori specifici (temperatura, CE) e ad uno specifico software permettono di monitorare tracce di sangue, ingressi di aria nelle guaine, conducibilità elettrica del latte, temperatura del latte Utilizzata la plastica perché non ostacola il passaggio degli infrarossi (trasmettitori e riceventi sono applicati esternamente al tubo di plastica in cui fluisce il latte)
, una matrice di sensori all’infrarosso è in grado di misurare la velocità con cui il latte si muove. Dal prodotto tra la velocità calcolata e la superficie di latte in movimento, data dalle dimensioni e dalle proprietà geometriche del condotto, si calcola il flusso istantaneo, da cui. si ricavano le produzioni istantanee; Costo > € Accoppiati ad un controller, sensori specifici (temperatura, CE) e ad uno specifico software permettono di monitorare tracce di sangue, ingressi di aria nelle guaine, conducibilità elettrica del latte, temperatura del latte. Utilizzata la plastica perché non ostacola il passaggio degli infrarossi (trasmettitori e riceventi sono applicati esternamente al tubo di plastica in cui fluisce il latte)")
17
Conducibilità elettrica

18
Conducibilità elettrica del latte
Nel latte è determinata dalla concentrazione di anioni e cationi, principalmente Na+, K+ e Cl-; Valori tipici del latte di una bovina sana: 4.0 and 5.5 mS/cm a 25°C; Durante un’infezione mastitica, la concentrazioni di lattosio e K+ diminuiscono, mentre le concentarzioni di Na+ e Cl- aumentano; Mastite non è l’unico fattore che provoca cambiamenti nel contenuto ionico del latte. Altri fattori sono: temperatura (CE aumenta circa di 0,1 mS per °C), stadio di lattazione, concentrazione di grasso, intervallo di mungitura, razza. Ruegg, 2002
, stadio di lattazione, concentrazione di grasso, intervallo di mungitura, razza. Ruegg,")
19
Tipologie di sistema Rilievo della CE per singolo quarto (collettore - robot di mungitura) Rilievo della CE dei quattro quarti (lattometro)
 Rilievo della CE dei quattro quarti (lattometro)")
20
C.E. per singolo quarto

21
Procedura di valutazione:
C.E. per singolo quarto Procedura di valutazione: 1) Calcolo della differenza tra la C.E. del quarto in esame e il valore di C.E. minimo tra i quattro quarti 2) Confronto tra DiffCE e il Valore Soglia impostato nel sistema Se DiffCE > Valore Soglia ALLARME MASTITE !!
 Calcolo della differenza tra la C.E. del quarto in esame e il valore di C.E. minimo tra i quattro quarti. 2) Confronto tra DiffCE e il Valore Soglia impostato nel sistema. Se DiffCE > Valore Soglia ALLARME MASTITE !!")
22
C.E. dei quattro quarti

23
Procedura di valutazione:
C.E. dei quattro quarti Procedura di valutazione: 1) Calcolo della differenza tra C.E. della mungitura in esame e la media dei valori di C.E. registrati nei 10 gg precedenti 2) Confronto tra DiffCE e il Valore Soglia impostato nel sistema Se DiffCE > Valore Soglia ALLARME MASTITE !!
 Calcolo della differenza tra C.E. della mungitura in esame e la media dei valori di C.E. registrati nei 10 gg precedenti. 2) Confronto tra DiffCE e il Valore Soglia impostato nel sistema. Se DiffCE > Valore Soglia ALLARME MASTITE !!")
24
Definizione dell’Affidabilità del Sistema
24 Verifica risultati Diagnosi Automatica Analisi di laboratorio Definizione dell’Affidabilità del Sistema

25
Categorie Veri Positivi: Bovine malate correttamente individuate dal sistema Veri Negativi: Bovine sane non segnalate Falsi Positivi: Bovine sane segnalate dal sistema come mastitiche Falsi Negativi: Bovine malate non segnalate dal sistema

26
Affidabilità del sistema
Sensibilità: rappresenta la capacità del sistema di segnalare le bovine mastitiche presenti in allevamento. Ma non basta!! Es: valore soglia basso Segnalazioni sulla maggior parte delle bovine con mastite Ma anche per un gran numero di bovine sane. Sensibilità elevata ma sistema poco affidabile!!!

27
Specificità: rappresenta la capacità del sistema di distinguere tra bovine sane e malate (selettività) Valore Predittivo Positivo: rappresenta l’affidabilità della segnalazione positiva (fondamentale per l’allevatore!) Valore Predittivo Negativo: rappresenta l’affidabilità della segnalazione Negativa
 Valore Predittivo Negativo: rappresenta l’affidabilità della segnalazione Negativa.")
28
Un caso reale Correlazione puntuale tra risultato delle analisi di laboratorio e il valore indice della mungitura oggetto di campionamento Correlazione tra risultato delle analisi di laboratorio e la media dei valori indice delle 2 mungiture precedenti e successive quella oggetto di campionamento

29
La sensibilità riportata in letteratura varia dal 55% all’89%, mentre la specificità è compresa tra il 56% e il 99%. Nella maggior parte dei casi elevati valori di sensibilità sono associati a bassi valori di specificità e viceversa. Nessuno degli studi presenti in letteratura riporta una combinazione di elevata sensibilità e specificità. Inoltre, nessuno degli studi ha riportato valori di sensibilità e specificità in grado di soddisfare le normative ISO/FDIS del 2007 (80% di sensibilità con il 99% di specificità). Invited review: Sensors to support health management on dairy farms. C. J. Rutten, A. G. J. Velthuis, W. Steeneveld and H. Hogeveen - Journal of Dairy Science Vol. 96 No. 4, 2013

30
Colore del latte Basata su sensori composti da tre fonti luminose corrispondenti alle frequenze dei colori ROSSO, VERDE e BLU (RGB); Latte = liquido torbido con un basso coefficiente di assorbimento e un alto coefficiente di dispersione della luce: quando la luce attraversa il latte viene prima dispersa in tutte le direzioni e poi riflessa verso il sensore; Il latte ha un colore giallastro: una piccola frazione del blu viene assorbita, per cui nella luce riflessa l’intensità di rosso e verde diventano più percettibili del blu, producendo la percezione del giallo (sovrapposizione di rosso e verde); Il latte proveniente da un quarto infetto presenta un colore giallo più intenso: in questo caso la somma dell’intensità del rosso e del verde riflessi sarà maggiore; Quando del sangue si mischia al latte (trauma capezzolo, mastite severa): il latte assorbe più verde e blu e nella luce riflessa predomina il colore rosso
; Il latte proveniente da un quarto infetto presenta un colore giallo più intenso: in questo caso la somma dell’intensità del rosso e del verde riflessi sarà maggiore; Quando del sangue si mischia al latte (trauma capezzolo, mastite severa): il latte assorbe più verde e blu e nella luce riflessa predomina il colore rosso.")
31
Il lattometro come strumento di gestione
Diagramma di flusso di un sistema informatizzato di gestione della stalla da latte a partire dagli input forniti dal lattometro (Bianchi et al., 2002, modificato)
")
32
Gestione informatizzata dell’azienda da latte.
L’identificazione elettronica degli animali unitamente all’utilizzo di sensori e attuatori permette il rilievo dei dati e il controllo dei principali parametri fisiologico-produttivi degli animali, fornendo all’allevatore un valido aiuto per la gestione e la pianificazione della propria attività.

33
Rapporto delle produzioni individuali di latte, distinte per sessione di mungitura, degli ultimi 10 giorni

34
Visualizzazione grafica delle stesse produzioni, con indicazione della media di produzione per sessione di mungitura (linea bianca orizzontale).
.")
35
Curva di lattazione (in blu: reale; in azzurro: stimata) calcolata sulla base delle produzioni individuali di latte registrate giornalmente
 calcolata sulla base delle produzioni individuali di latte registrate giornalmente")
36
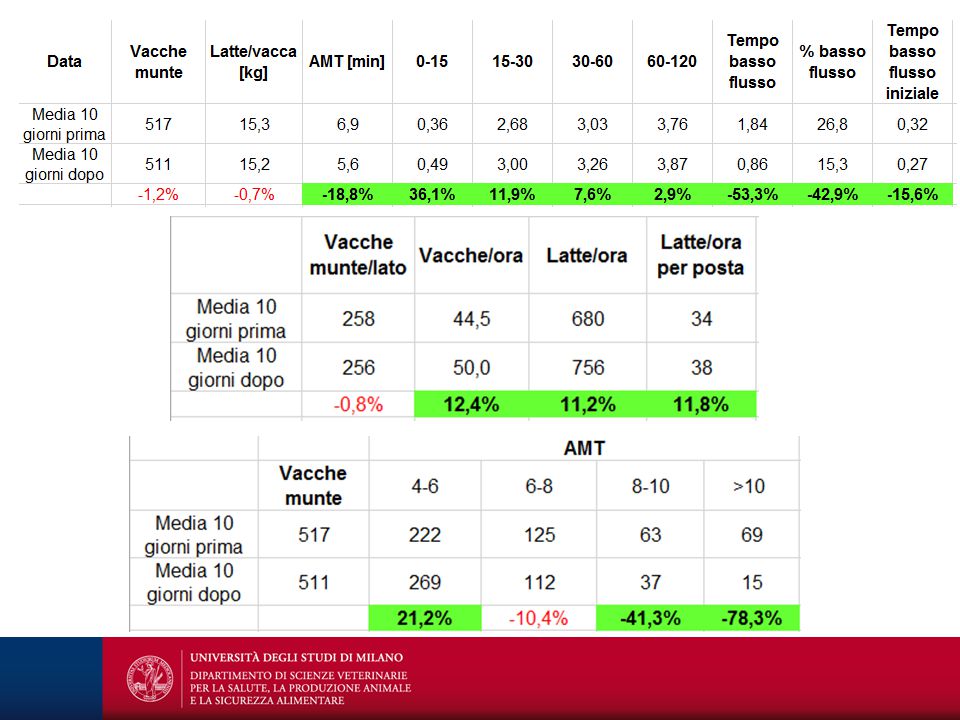
Efficienza del processo di mungitura mediante la presentazione di alcuni dati riassuntivi caratteristici (n. vacche munte, produzione totale, durata mungitura, bovine munte/ora, ecc.).
..")
37
Dati fondamentali dei vari lotti di animali che si sono susseguiti sulle due piattaforme della sala di mungitura

39
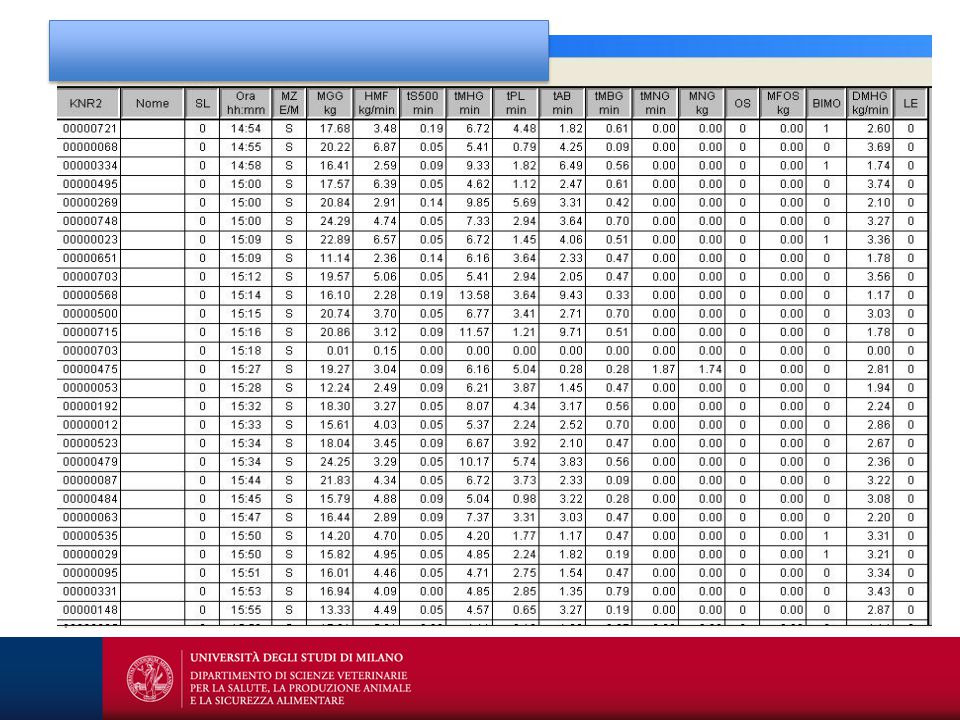
Un lattometro particolare

41
Curva Lactocorder Fonte ANARB TMHG - FASE PRINCIPALE MUNGITURA
TPL - Plateau TAB - Discesa MNG - SGOCCIOLATURA TMBG Mungitura in bianco 0,5 kg/min 0,2 kg/min TS500 TAN Fonte ANARB Inizio mungitura

42
Caduta gruppo

43
Ingressi d’aria

44
Bimodalità

Presentazioni simili










 DIGITALE-ANALOGICI (DAC)>")






 Taratura degli strumenti (cfr: UNI 4546) Si parla di taratura in regime statico se lo strumento verrà utilizzato soltanto per misurare.>")

