Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
I.T.I. " S. Cannizzaro" Catania Dipartimento di Chimica
“Rifiuti e Termovalorizzatori”

2
L’inquinamento atmosferico
La principale fonte di inquinanti atmosferici è costituita dai processi di combustione che si verificano nei generatori di vapore delle centrali termoelettriche, negli impianti di riscaldamento e dai fumi prodotti dagli impianti industriali.

3
Rifiuti I rifiuti urbani sono una quantità sempre crescente,infatti la media della produzione tra i paesi dell’U.E. hanno raggiunto un valore procapite di530 kg/abitante per anno. I rifiuti pericolosi hanno un andamento diversificato da paese a paese anche a causa delle diverse definizioni di pericolosità esistenti nei paesi europei . E’ opinione generale che senza nuove misure politiche la produzione di rifiuti dell’U.E. continuerà ad aumentare raggiungendo un procapite di 640 kg per anno I

4
Il conferimento dei rifiuti in discarica
L’attuale sistema di gestione dei rifiuti, che vede nel conferimento in discarica la modalità di trattamento dei rifiuti più frequentemente adottata,deve essere cambiato. Il conferimento in discarica rappresenta una minaccia alla salute e al nostro modo di vivere.

5
Una soluzione alternativa alla discarica: “ l’incenerimento”
L’incenerimento risulta essere una soluzione molto efficace per lo smaltimento dei rifiuti solidi , attraverso l’utilizzo di opportune tecniche di abbattimento degli inquinanti negli effluenti prima della loro immissione nell’ambiente esterno .

6
Un inceneritore è costituito da:
Sezione di accumulo e stoccaggio Sezione di combustione Sezione di post-combustione Sezione di raffreddamento fumi Sezione di trattamento fumi

7
Impianti di selezione: un particolare metodo per il recupero dell’RSU
Un tipico impianto di selezione è costituito da una serie di macchinari che consentono una discreta selezione del materiale entrante mirata in particolar modo al recupero della frazione umida del RSU per poterne effettuare una spremitura rilasciando le sostanze recuperabili con ulteriori trattamenti. Il residuo solido della spremitura è pressoché secco e,insieme alla frazione secca che esce dalla fase di combustione , verrà inviato al recupero energetico negli impianti di termovalorizzazione.

8
CDR- Pirelli Il CDR –P si ottiene miscelando la frazione secca a limitato potere calorifico, ottenuta dai rifiuti solidi, con componenti ad elevato potere calorifico quali pneumatici fuori uso e plastiche non clorurate; il risultato è un vero e proprio combustibile solido alternativo, ché può essere utilizzato nei cementifici o nelle centrali termoelettriche, sostituendo fino al 40% dei combustibili fossili (carbone e petrolio

9
RSU Le caratteristiche chimico-fisiche dei RSU impongono processi di conversione ad hoc, sia per problemi tecnologici legati all’elevato tenore di umidità e inerti o alla corrosione degli elementi metallici, che per problemi ambientali concernenti la generazione di prodotti estremamente tossici. Tali processi possono seguire due filosofie: la trasformazione dei RSU in un combustibile intermedio attraverso tecnologie di pirolisi e gassificazione, o il recupero diretto di energia mediante combustione. Il principale motivo di interesse dell’applicazione dei processi di pirolisi e gassificazione ai rifiuti solidi urbani e ai prodotti derivati è legato alla possibilità di trasformare materiali a base organica, disomogenei e difficili da stoccare, in prodotti con buone proprietà combustibili, caratteristiche qualitative costanti e maggior flessibilità di utilizzo.

10
Vari tipi di forno per la combustione
La tecnologia più diffusa per recuperare energia dai RSU è il forno a griglia. FORNO A GRIGLIA I rifiuti vengono caricati in una tramoggia e distribuiti su una griglia, costituita da elementi mobili (barrotti, cilindri, etc.) che facilitano la combustione movimentando il materiale combustibile. Questa tecnologia è caratterizzata da una elevata affidabilità pratica e da una notevole flessibilità, che ne permette l’applicazione per un ampio intervallo di potenzialità, compreso tra le 40 – 50 t g-1 degli impianti più piccoli e le 800 – 1000 t g-1 degli impianti di maggiori dimensioni. Il controllo della combustione viene generalmente effettuato tramite l’analisi di temperatura, ossigeno e monossido di carbonio all’uscita dalla camera di combustione e/o di post – combustione.
 che facilitano la combustione movimentando il materiale combustibile. Questa tecnologia è caratterizzata da una elevata affidabilità pratica e da una notevole flessibilità, che ne permette l’applicazione per un ampio intervallo di potenzialità, compreso tra le 40 – 50 t g-1 degli impianti più piccoli e le 800 – 1000 t g-1 degli impianti di maggiori dimensioni. Il controllo della combustione viene generalmente effettuato tramite l’analisi di temperatura, ossigeno e monossido di carbonio all’uscita dalla camera di combustione e/o di post – combustione.")
11
FORNI A TAMBURO ROTANTE
sono costituiti da un cilindro rotante inclinato sull’asse orizzontale per facilitare l’avanzamento dei rifiuti. Sono adatti a rifiuti con poteri calorifici costanti ed elevati e caratterizzati da una elevata flessibilità di utilizzo, che permette loro di trattare solidi, fanghi e liquidi, ma anche da una bassa efficienza di recupero termico.

12
FORNI A LETTO FLUIDO sono formati da un cilindro verticale al cui interno un letto di materiale inerte, costituito da sabbia e ceneri di combustione, è mantenuto in sospensione (fluidizzazione) da un flusso d’aria proveniente da una piastra perforata alla base del cilindro. Questi forni sono caratterizzati da un’elevata efficienza di combustione e da un basso tenore di incombusti nelle scorie. Tra gli aspetti problematici vi è la necessità di realizzare un pretrattamento spinto dei rifiuti al fine di ridurre la pezzatura e omogeneizzare le caratteristiche del materiale da trattare.
 da un flusso d’aria proveniente da una piastra perforata alla base del cilindro. Questi forni sono caratterizzati da un’elevata efficienza di combustione e da un basso tenore di incombusti nelle scorie. Tra gli aspetti problematici vi è la necessità di realizzare un pretrattamento spinto dei rifiuti al fine di ridurre la pezzatura e omogeneizzare le caratteristiche del materiale da trattare.")
13
Sistemi impiantistici per il recupero energetico
Per la parte di rifiuto indifferenziata residuale che contiene potere calorifico (CDR) alla discarica è preferibile un recupero energetico (sia di energia che di calore) effettuato oggi con i termovalorizzatori .
 alla discarica è preferibile un recupero energetico (sia di energia che di calore) effettuato oggi con i termovalorizzatori .")
14
Il termovalorizzatore
Un termovalorizzatore è di fatto un inceneritore di rifiuti che aggiunge al trattamento termico degli stessi la funzione di produzione di energia elettrica e calore. Con questo sistema si risparmiano delle risorse energetiche non rinnovabili, ad esempio metano, petrolio e carbone che oggi vengono utilizzati per produrre l’80% dell’energia che consumiamo .

15
Come funziona un termovalorizzatore!
Nei forni a griglia il materiale bruciato in caldaia deve essere precedentemente trattato in modo da ridurre la parte umida del rifiuto originario e togliere eventuali materiali ferrosi. Il sistema prevede l’utilizzo di una griglia che consente una combustione più completa possibile, con la possibilità di variare la quantità d’aria di combustione in funzione della pezzatura del materiale da bruciare.

16
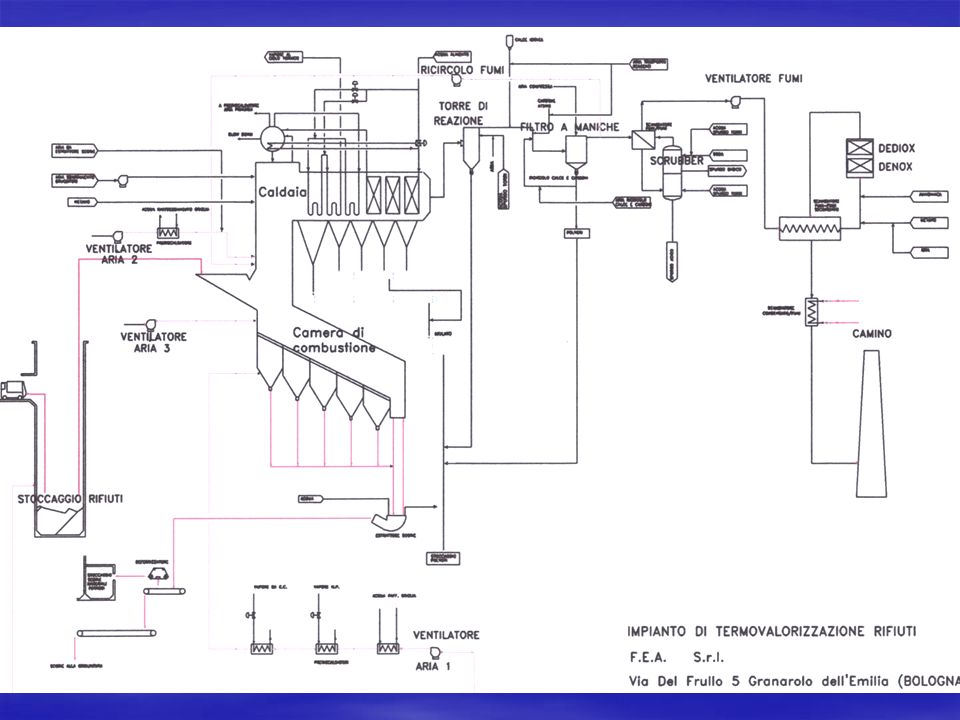
L’energia termica prodotta dalla combustione, è trasmessa attraverso le pareti del forno all’acqua. Questa si trasforma in vapore e viene inviata ad una turbina che la trasforma in energia meccanica e successivamente trasformata, tramite un generatore, in energia elettrica. L’energia termica prodotta in un anno è pari a circa 800 milioni Kwh/anno La caldaia in questo tipo d’impianti è costituita da più camere e contiene una sezione convettiva per raffreddare i fumi in modo da ridurre la temperatura dei gas e delle ceneri al momento dell’ ingresso nella camera dove avviene il trattamento dei fumi.

18
Schema termovalorizzatore

19
Termovalorizzatore Fusina
Il termovalorizzatore di Fusina è formato da quattro sezioni: Conferimento rifiuti( essi vengono portati all’interno di biocelle dentro la quale subiscono un ciclo di trattamento:-deumidificazione del materiale , che porta ad una riduzione in peso del rifiuto di circa il 27 %; - stabilizzazione della frazione organica in esso contenuta; - igienizzazione ad una temperatura compresa tra i 50°C e 60°C. ) Forno Recupero energetico Depurazione dei fumi
 Forno. Recupero energetico. Depurazione dei fumi.")
20
Prodotti della termovalorizzazione:
Ceneri Scorie Diossine e furani Metalli pesanti (cadmio,piombo,mercurio ) Idrocarburi Gas acidi ( HCl,HF ) Anidridi solforiche ed ossido d’azoto polveri
 Idrocarburi. Gas acidi ( HCl,HF ) Anidridi solforiche ed ossido d’azoto. polveri.")
21
Ceneri Si tratta di un residuo estremamente pericoloso, dal momento che contengono rilevanti quantità di metalli pesanti, come il piombo, lo zinco ed il cromo, insieme ad una frazione organica, all’interno della quale è possibile trovare diossine e furani. Lo smaltimento e la gestione di questo materiale presenta dei problemi particolari, perché gli inquinanti non si degradano e sono necessari processi di inertizzazione piuttosto complessi . Uno di questi si pone come obiettivo l’utilizzo delle ceneri per la produzione di fibre tessili vetrose per isolamento.

22
Scorie Le scorie di fondo costituiscono altri materiali, che andrebbero riutilizzati e invece sono destinati alla discarica a volte dopo una deferrizzazione per recuperare i residui ferrosi. In Francia è stato avviato da tempo un programma per il loro recupero: attualmente, il 70% delle scorie prodotte viene inviato ad impianti di trattamento e maturazione, dove avvengono le reazioni chimico-fisiche che permettono di ottenere delle scorie adatte al riutilizzo, principalmente per la realizzazione di terrapieni, massicciate ed altre opere simili.

23
Diossine Il termine diossina fa riferimento ad un gruppo di 210 composti chimici aromatici policlorurati divisi in due famiglie simili per struttura, e formati da elementi chimici quali carbonio, idrogeno, ossigeno e cloro. Alcune diossine hanno struttura chimica simile a quella della policlorodibenzo-diossina (PCDD) mentre altre a quella del policlorodibenzo-furano (PCDF). Solo alcuni composti hanno un livello di tossicità rilevante. Sono sostanze inodori, termostabili, fortemente liposolubili.
 mentre altre a quella del policlorodibenzo-furano (PCDF). Solo alcuni composti hanno un livello di tossicità rilevante. Sono sostanze inodori, termostabili, fortemente liposolubili.")
24
LE DIOSSINE E GLI ALTRI POP SONO BIOACCUMULABILI NEGLI ORGANISMI VIVENTI E QUINDI HANNO LA CAPACITA’ DI RISALIRE LA CATENA ALIMENTARE, GIUNGENDO FINO ALL’UOMO.

25
ESPOSIZIONE ALLE DIOSSINE E AGLI ALTRI POP …INIZIA DAL CONCEPIMENTO E CONTINUA DURANTE LA GESTAZIONE E L’ALLATTAMENTO!

26
X X Fonti di Diossine: C L O R D I O S N E COMBUSTIONE DI RIFIUTI
PRODUZIONE DI METALLI FERROSI E NON-FERROSI D I O S N E C L O R PRODUZIONE DI ENERGIA E CALORE X X TRASPORTO COMBUSTIONE INCONTROLLATA PRODUZIONE CHIMICA SMALTIMENTO/DISCARICA

27
Effetti sanitari delle diossine
• Effetti neurocomportamentali: ridotta funzione cognitiva, aumentato comportamento iperattivo, effetti avversi sull’attenzione, aumentata depressione • Alterata funzione del sistema immunitario • Disturbi del sistema nervoso centrale • Cloracne ed altre alterazioni epidermiche • Disturbi della funzione epatica e renale • Alterati livelli degli ormoni: tiroide, testosterone ed estrogeni • Effetti sul sistema riproduttivo: rapporto dei sessi alterato, ridotta fertilità • Difetti alla nascita: ipospadia (malformazione delle vie urinarie dell’uomo) • Endometriosi: presenza di tessuto che riveste l’utero in sedi differenti dalla cavità uterina.
 • Endometriosi: presenza di tessuto che riveste l’utero in sedi differenti dalla cavità uterina.")
28
Furani Recentemente, la US Food and Drug Administration (FDA) ha pubblicato alcuni dati relativi alla presenza di furano negli alimenti. Il furano è stato riscontrato in numerose derrate alimentari trasformate e riscaldate in quantità che variano da irrilevanti a 125 microgrammi/kg. Nell'ambito di esperimenti su animali, questo composto organico, molto volatile e insolubile nell'acqua, è all'origine di tumori, presumibilmente a causa del danneggiamento del materiale genetico (tossicità genetica). Pertanto, l'Agenzia internazionale per la ricerca sul cancro (IARC) classifica il furano tra gli agenti potenzialmente cancerogeni per l'uomo. Resta da chiarire in che modo la sostanza entri nelle derrate alimentari.
. Pertanto, l Agenzia internazionale per la ricerca sul cancro (IARC) classifica il furano tra gli agenti potenzialmente cancerogeni per l uomo. Resta da chiarire in che modo la sostanza entri nelle derrate alimentari.")
29
Metalli pesanti Cadmio: I composti del cadmio sono classificati come tossici con un possibile rischio di effetti irreversibili sulla salute umana. L'Organizzazione mondiale della sanità (OMS) ha stabilito per il cadmio una dose settimanale tollerabile di pari a 7 µg/kg peso corporeo Mercurio: Secondo alcune stime circa l’80% del mercurio immesso nell’ambiente deriva da fonti naturali, il rimanente 20% deriva dalla combustione di petrolio e carbone nelle centrali elettriche, da inceneritori e da perdite in processi industriali . L'OMS ha stabilito una dose pari a 5g/kg peso corporeo per il mercurio dove non più di 3,3g possono essere mercurio metilato.
 ha stabilito per il cadmio una dose settimanale tollerabile di pari a 7 µg/kg peso corporeo. Mercurio: Secondo alcune stime circa l’80% del mercurio immesso nell’ambiente deriva da fonti naturali, il rimanente 20% deriva dalla combustione di petrolio e carbone nelle centrali elettriche, da inceneritori e da perdite in processi industriali . L OMS ha stabilito una dose pari a 5g/kg peso corporeo per il mercurio dove non più di 3,3g possono essere mercurio metilato.")
30
Piombo : I composti del piombo sono tossici per la salute e per l'ambiente; le caratteristiche di stabilità chimica e di persistenza favoriscono la contaminazione di tutti i comparti ambientali (acque, suolo, vegetali, etc.) e l'accumulazione nella catena alimentare. L'assorbimento del Pb, come di qualsiasi altro metallo, può verificarsi tramite inalazione e ingestione. Il livello di fondo presente nell'atmosfera è di 5 * µg/m 3 . La legislazione italiana ha adottato per il Pb dell'aria il valore limite della CE di 2µg/m 3 come media aritmetica delle concentrazioni medie delle 24 ore rilevate in 1 anno (DPCM del 28 marzo 1983). La concentrazione massima ammissibile nell'acqua destinata al consumo umano è di 50µg/l (DPR n. 236 del 24 maggio 88, DL 152 del 11 maggio 99).
 e l accumulazione nella catena alimentare. L assorbimento del Pb, come di qualsiasi altro metallo, può verificarsi tramite inalazione e ingestione. Il livello di fondo presente nell atmosfera è di 5 * µg/m 3 . La legislazione italiana ha adottato per il Pb dell aria il valore limite della CE di 2µg/m 3 come media aritmetica delle concentrazioni medie delle 24 ore rilevate in 1 anno (DPCM del 28 marzo 1983). La concentrazione massima ammissibile nell acqua destinata al consumo umano è di 50µg/l (DPR n. 236 del 24 maggio 88, DL 152 del 11 maggio 99).")
31
Controllo dei microinquinanti
Nelle emissioni gassose, la maggior parte dei metalli pesanti, Cd e Pb in particolare, e i composti organici clorurati di maggior peso molecolare si presentano localizzati, per adsorbimento o condensazione, sulla superficie del particolato più fine. Il mercurio e gran parte dei composti organici a minor peso molecolare sono invece presenti in fase vapore. La tecnologia più utilizzata negli impianti di termodistruzione, si basa sull’utilizzo di additivi adsorbenti, in particolare si fa riferimento al carbone attivo, caratterizzato da un ampio spettro di azione e da superiori capacità adsorbenti. Notevole interesse suscita anche la conversione catalitica, che è in grado di degradare chimicamente l’inquinante. Naturalmente tale tecnologia è attiva solo nei confronti degli inquinanti organici e non dei metalli.

32
Buona efficacia, soprattutto per il mercurio
Microinquinanti Trattamento Vantaggi Svantaggi Processi a umido (colonna di lavaggio) Buona efficacia, soprattutto per il mercurio Efficacia subordinata al trattamento di depolverazione Effetti memoria per le diossine Smaltimento reflui liquidi Carboni attivi Elevate efficienza Resultant variability con la temperature Basso costo di gemstone Necessity di stabilization dell plover residue Semplicità impiantistica Conversion catalytic Degradazione chimica degli inquinanti e non semplice trasferimento Costo di gestione elevato Simultaneo controllo degli NOx Costo di installazione elevato Elevata efficienza Bassa resistenza e vita media
 Buona efficacia, soprattutto per il mercurio. Efficacia subordinata al trattamento di depolverazione. Effetti memoria per le diossine. Smaltimento reflui liquidi. Carboni attivi. Elevate efficienza. Resultant variability con la temperature. Basso costo di gemstone. Necessity di stabilization dell plover residue. Semplicità impiantistica. Conversion catalytic. Degradazione chimica degli inquinanti e non semplice trasferimento. Costo di gestione elevato. Simultaneo controllo degli NOx. Costo di installazione elevato. Elevata efficienza. Bassa resistenza e vita media.")
33
GLI IDROCARBURI POLICICLICI AROMATICI E IL BENZO(a)PIRENE (C20H12)
Gli idrocarburi policiclici aromatici (IPA) costituiscono una grande classe di composti prodotti durante la combustione incompleta di materiale organico e sono sempre presenti in miscela nell’atmosfera. Sono molecole stabili e risultano perciò inerti. Tra le fonti di natura antropica si possono annoverare gli impianti di produzione di alluminio, ferro e acciaio, gli impianti di riscaldamento, gli inceneritori e il fumo di tabacco. La concentrazione media di singoli IPA nelle aree urbane può variare notevolmente: per il benzopirene ad esempio sono stati misurati livelli compresi tra 0.01 a 30 ng/m 3 , mentre in zone particolarmente inquinate sono stati misurati valori pari a ng/m. Benzo-pirene
 costituiscono una grande classe di composti prodotti durante la combustione incompleta di materiale organico e sono sempre presenti in miscela nell’atmosfera. Sono molecole stabili e risultano perciò inerti. Tra le fonti di natura antropica si possono annoverare gli impianti di produzione di alluminio, ferro e acciaio, gli impianti di riscaldamento, gli inceneritori e il fumo di tabacco. La concentrazione media di singoli IPA nelle aree urbane può variare notevolmente: per il benzopirene ad esempio sono stati misurati livelli compresi tra 0.01 a 30 ng/m 3 , mentre in zone particolarmente inquinate sono stati misurati valori pari a ng/m. Benzo-pirene.")
34
Controllo dei gas acidi
Anche per il controllo degli ossidi di zolfo (SO2) e dei gas acidi (HCl e HF) sono disponibili processi del tipo a secco o ad umido. I processi a umido si basano sul trasferimento in fase liquida delle componenti inquinanti. Ciò si ottiene ponendo in contatto il gas con opportuni liquidi assorbenti, in installazioni in grado di ottimizzare il contatto stesso. I processi a secco si basano sull’iniezione a secco di particelle alcaline (calce o bicarbonato di sodio) nella corrente gassosa. La rimozione di SO2 e dei gas acidi viene ottenuta tramite le reazioni di neutralizzazione che si sviluppano. La Tabella 3 mostra un sintetico riepilogo delle caratteristiche dei diversi processi finalizzati alla rimozione dei gas acidi.
 e dei gas acidi (HCl e HF) sono disponibili processi del tipo a secco o ad umido. I processi a umido si basano sul trasferimento in fase liquida delle componenti inquinanti. Ciò si ottiene ponendo in contatto il gas con opportuni liquidi assorbenti, in installazioni in grado di ottimizzare il contatto stesso. I processi a secco si basano sull’iniezione a secco di particelle alcaline (calce o bicarbonato di sodio) nella corrente gassosa. La rimozione di SO2 e dei gas acidi viene ottenuta tramite le reazioni di neutralizzazione che si sviluppano. La Tabella 3 mostra un sintetico riepilogo delle caratteristiche dei diversi processi finalizzati alla rimozione dei gas acidi.")
35
(iniezione nella corrente gassosa) Nessun refluo liquido
Gas Acidi Trattamento Vantaggi Svantaggi S E C O Calce (iniezione nella corrente gassosa) Nessun refluo liquido Efficienze ridotte rispetto ai sistemi ad umido Minor costo del reagente Richiede maggiori quantità di reagente Semplicità impiantistica Bicarbonato di sodio (iniezione nella corrente gassosa) Prestazioni inferiori ai sistemi ad umido Efficienze paragonabili ai sistemi ad umido Maggior costo del reagente Richiede minori quantità di reagente Minor produzione residui U M I D Acqua + Soda (colonna di lavaggio) Elevata efficienza Maggiori costi di gestione rispetto ai sistemi a secco Basso consumo reattivi (soda) Presenza di reflui liquidi da smaltire Tecnologia ampiamente consolidata Effetto memoria delle diossine
 Nessun refluo liquido. Efficienze ridotte rispetto ai sistemi ad umido. Minor costo del reagente. Richiede maggiori quantità di reagente. Semplicità impiantistica. Bicarbonato di sodio (iniezione nella corrente gassosa) Prestazioni inferiori ai sistemi ad umido. Efficienze paragonabili ai sistemi ad umido. Maggior costo del reagente. Richiede minori quantità di reagente. Minor produzione residui. U. M. I. D. Acqua. + Soda. (colonna di lavaggio) Elevata efficienza. Maggiori costi di gestione rispetto ai sistemi a secco. Basso consumo reattivi (soda) Presenza di reflui liquidi da smaltire. Tecnologia ampiamente consolidata. Effetto memoria delle diossine.")
36
Controllo degli ossidi di azoto
I processi disponibili per la rimozione degli NOx fanno riferimento a tecnologie di riduzione non catalitica (SNCR) o catalitica (SCR). L’SNCR riduce gli NOx ad azoto molecolare (N2) e H2O tramite l’iniezione di ammoniaca o urea nella parte superiore della camera di combustione o in una posizione termicamente favorevole a valle. L’SCR, che rappresenta la migliore tecnologia disponibile per la riduzione degli NOx, comporta l’iniezione di ammoniaca nel gas di combustione a monte di un letto catalitico. In Tabella 2 si riportano brevemente le caratteristiche dei due processi.
 o catalitica (SCR). L’SNCR riduce gli NOx ad azoto molecolare (N2) e H2O tramite l’iniezione di ammoniaca o urea nella parte superiore della camera di combustione o in una posizione termicamente favorevole a valle. L’SCR, che rappresenta la migliore tecnologia disponibile per la riduzione degli NOx, comporta l’iniezione di ammoniaca nel gas di combustione a monte di un letto catalitico. In Tabella 2 si riportano brevemente le caratteristiche dei due processi.")
37
SCR (iniezione di ammoniaca a monte di un letto catalitico)
NOx Trattamento Vantaggi Svantaggi SNCR (iniezione nella camera di combustione o a valle di essa di ammoniaca o urea) Minor complessità impiantistica Ridotta efficienza (< 70%) Minor costo di installazione Elevato consumo di reagente Minor costo di gestione Maggiori fughe di NH3 SCR (iniezione di ammoniaca a monte di un letto catalitico) Elevata efficienza ( > 90%) Maggior complessità impiantistica Efficace anche per altri inquinanti Necessità di preriscaldamento fumi in ingresso Ridotto consumo di reagente Maggior costo di installazione Maggior costo di gestione
 Minor complessità impiantistica. Ridotta efficienza (< 70%) Minor costo di installazione. Elevato consumo di reagente. Minor costo di gestione. Maggiori fughe di NH3. SCR (iniezione di ammoniaca a monte di un letto catalitico) Elevata efficienza ( > 90%) Maggior complessità impiantistica. Efficace anche per altri inquinanti. Necessità di preriscaldamento fumi in ingresso. Ridotto consumo di reagente. Maggior costo di installazione. Maggior costo di gestione.")
38
Controllo del particolato
Le operazioni di depolverazione rientrano in due diverse tipologie di processo: a secco e ad umido. Nei processi a secco si fa ricorso essenzialmente a precipitatori elettrostatici (PES) e a filtri a manica. Nei primi le particelle vengono introdotte in un campo elettrostatico che, una volta caricate, le devia verso una parete di raccolta. I filtri a manica sono borse cilindriche in tessuto (Goretex (R), Teflon,..) racchiuse in una struttura metallica entro cui viene immesso il flusso da trattare. Nei processi a umido le particelle vengono raccolte ponendo a contatto il flusso da trattare con una superficie umida, tipicamente costituita da gocce d’acqua, che le separa dal gas. La tabella seguente mostra le caratteristiche dei diversi trattamenti.
 e a filtri a manica. Nei primi le particelle vengono introdotte in un campo elettrostatico che, una volta caricate, le devia verso una parete di raccolta. I filtri a manica sono borse cilindriche in tessuto (Goretex (R), Teflon,..) racchiuse in una struttura metallica entro cui viene immesso il flusso da trattare. Nei processi a umido le particelle vengono raccolte ponendo a contatto il flusso da trattare con una superficie umida, tipicamente costituita da gocce d’acqua, che le separa dal gas. La tabella seguente mostra le caratteristiche dei diversi trattamenti.")
39
Polveri Trattamento Vantaggi Svantaggi S E C O PES Elevata resistenza efficienza di rimozione < 99,0 % Ridotti costi di gestione Efficacia ridotta per particelle con bassa o alta resistività Limitata perdita di carico Filtro a maniche efficienza di rimozione > 99,0 % Ridotta resistenza Favorisce i processi di rimozione dei microinquinanti Maggiore perdita di carico Rischio di infiammabilità Maggiori costi di gestione U M I D Scrubber Venturi Perdite di carico elevate Presenza di spurghi liquidi da smaltire Efficienze inferiori ai sistemi a secco

40
Agenti biologici presenti nel particolato
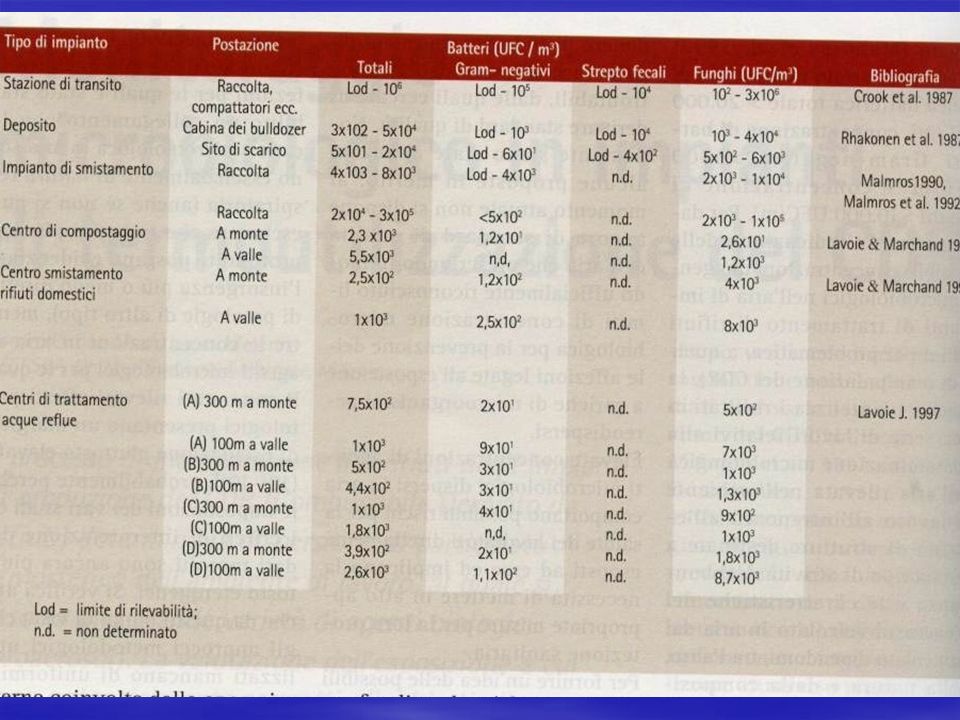
Il processo di manipolazione dei rifiuti negli impianti di produzione del CDR determina quindi, la dispersione di particolato atmosferico nell’ambiente di lavoro, al quale si associa una grande varietà di agenti biologici (bioaerosol). Studi e ricerche effettuati in impianti per il trattamento e la manipolazione di rifiuti solidi urbani hanno dimostrato la presenza di carica batterica totale > UFC/m3 , concentrazione di batteri Gram-negativi > UFC/m3 e concentrazione di funghi > UFC/m3 . Per dare invece un’ indicazione delle possibili concentrazioni di agenti microbiologici nell’aria di impianti di trattamento di rifiuti (affini per problematica ,a quelli di manipolazione del CDR ), la tabella sintetizza i risultati di una serie di lavori relativi alla contaminazione microbiologica dell’aria rivelata nell’ambiente di lavoro all’interno e all’esterno di strutture destinate a questo tipo di attività .
. Studi e ricerche effettuati in impianti per il trattamento e la manipolazione di rifiuti solidi urbani hanno dimostrato la presenza di carica batterica totale > UFC/m3 , concentrazione di batteri Gram-negativi > UFC/m3 e concentrazione di funghi > UFC/m3 . Per dare invece un’ indicazione delle possibili concentrazioni di agenti microbiologici nell’aria di impianti di trattamento di rifiuti (affini per problematica ,a quelli di manipolazione del CDR ), la tabella sintetizza i risultati di una serie di lavori relativi alla contaminazione microbiologica dell’aria rivelata nell’ambiente di lavoro all’interno e all’esterno di strutture destinate a questo tipo di attività .")
42
Per fornire un’idea delle possibili relazioni tra l’esposizione a range diversi di concentrazione di agenti microbiologici in aria ed effetti sulla salute umana ,nella tabella sono riportati i risultati di un’ampia ricerca bibliografica relativa ai problemi sanitari ed alle loro possibili cause, che possono insorgere nel personale di impianti per lo smistamento ed il riciclaggio di rifiuti domestici.

43
Controllo e misurazione delle emissioni
Per misurare quindi le emissioni,in generale, fino a qualche anno fa venivano installati sistemi di misurazione in continuo ( per monitorare una serie di inquinanti nello stesso momento, utilizzando la stessa piattaforma di registrazione ed elaborazione dei dati), ma grazie agli ultimi sviluppi in fatto di sensori è adesso possibile effettuare più misurazioni con lo stesso hardware, riducendo quindi i costi sia di installazione che di gestione del sistema.
, ma grazie agli ultimi sviluppi in fatto di sensori è adesso possibile effettuare più misurazioni con lo stesso hardware, riducendo quindi i costi sia di installazione che di gestione del sistema.")
44
Le tecnologie utilizzate normalmente sono:
- la spettroscopia infrarossa non dispersiva, utilizzata per il monitoraggio dell’anidride carbonica - la chemilumiscenza, utilizzata per il monitoraggio per basse concentrazioni di ossidi di azoto - la gascromatografia con rivelatori a ionizzazione di fiamma (FID) per la misura degli idrocarburi incombusti - la suscettibilità paramagnetica, utilizzata per la rivelazione dell’ossigeno - la spettroscopia ultravioletta, utilizzata per biossido di azoto e ossidi di azoto Con l’evoluzione delle tecnologie di depurazione e combustione dei fumi, però i termovalorizzatori di nuova generazione producono, delle emissioni meno nocive e quindi anche le ricadute nelle zone circostanti all’impianto sono minori rispetto alla qualità dell’ambiente, dell’aria e del suolo.
 per la misura degli idrocarburi incombusti. - la suscettibilità paramagnetica, utilizzata per la rivelazione dell’ossigeno. - la spettroscopia ultravioletta, utilizzata per biossido di azoto e ossidi di azoto. Con l’evoluzione delle tecnologie di depurazione e combustione dei fumi, però i termovalorizzatori di nuova generazione producono, delle emissioni meno nocive e quindi anche le ricadute nelle zone circostanti all’impianto sono minori rispetto alla qualità dell’ambiente, dell’aria e del suolo.")
45
Linee e direttive sui termovalorizzatori
Non si propone di incenerire il rifiuto tal quale. Limiti restrittivi alle emissioni e definizioni delle classi di inquinanti in termini di tossicità equivalente. Recupero energetico e migliore utilizzo delle diverse tipologie di rifiuti avviati ad incenerimento, grazie anche alla raccolta differenziata. Controllo in continuo delle emissioni e dei parametri di funzionamento. La collocazione di un impianto, fatte salve tutte le verifiche di impatto ambientale tra più siti, dovrebbe tenere conto della possibilità primaria di utilizzazione in zona dell’energia termoprodotta. Ricerca della migliore resa ambientale secondo lo spirito della direttiva 96/61 CEE del 1996 sulla prevenzione e riduzione integrata dell’inquinamento.

46
PRO E CONTRO IL TERMOVALORIZZATORE
Chi è contrario alla costruzione del termodistruttore afferma che è pericoloso perché i fumi contengono veleni quali: diossine, furani, metalli pesanti (cadmio, piombo, arsenico, cromo, ecc..) e idrocarburi . Che se impianto funzionasse male, potrebbero uscire emissioni velenose che provocano cancro, malformazioni e cloracne. Gli ambientalisti del WWF non sono d'accordo di costruire ora il termodistruttore perché si può perdere l'abitudine di fare la raccolta differenziata, infatti c'è il rischio che buttino tutto nel forno a bruciare. Altro argomento di chi è contrario è che le ceneri prodotte da questo impianto sono nocive perché vanno a finire nelle discariche. Quelli a favore dicono che il termodistruttore produce energia elettrica che potrebbe essere distribuita alle case circostanti; che in futuro il calore proveniente dall'impianto potrebbe essere utilizzato per riscaldare.
 e idrocarburi . Che se impianto funzionasse male, potrebbero uscire emissioni velenose che provocano cancro, malformazioni e cloracne. Gli ambientalisti del WWF non sono d accordo di costruire ora il termodistruttore perché si può perdere l abitudine di fare la raccolta differenziata, infatti c è il rischio che buttino tutto nel forno a bruciare. Altro argomento di chi è contrario è che le ceneri prodotte da questo impianto sono nocive perché vanno a finire nelle discariche. Quelli a favore dicono che il termodistruttore produce energia elettrica che potrebbe essere distribuita alle case circostanti; che in futuro il calore proveniente dall impianto potrebbe essere utilizzato per riscaldare.")
47
FINE

Presentazioni simili





>")













