Download presentation
1
Nicola Farfoglia, Michele Pianigiani, Federico Quinci.
Tecniche di saldatura Nicola Farfoglia, Michele Pianigiani, Federico Quinci.

2
introduzione alla saldatura a punti
Per stabilire il procedimento di saldatura di un materiale ferroso, si deve conoscere a quale classe di saldabilità appartiene. Per saldatura a resistenza abbiamo questa classificazione: Acciai a basso tenore di carbonio (C<0,5%, gli altri elementi <1%) 2. Acciai ad alto tenore di carbonio (C>0,5%, gli altri elementi >1%) 3. Ghise (contenuto di carbonio >2,5%, fino al 6%)
 2. Acciai ad alto tenore di carbonio (C>0,5%, gli altri elementi >1%) 3. Ghise (contenuto di carbonio >2,5%, fino al 6%)")
3
Per quanto concerne la saldabilità si può fare una distinzione in:
1°gruppo= Acciai dolci (0,05- 0,20%C) 2°gruppo= Acciai semiduri (0,25-0,40%C) Acciai duri (0,60-0,70%C) 3°gruppo= Acciai ad elevato contenuto di carbonio (>0,70%C) ottima saldabilità 1 Buona saldabilità Scarsa saldabilità
 2°gruppo= Acciai semiduri (0,25-0,40%C) Acciai duri (0,60-0,70%C) 3°gruppo= Acciai ad elevato contenuto di. carbonio (>0,70%C) ottima saldabilità. 1. Buona saldabilità. Scarsa saldabilità.")
4
Elementi contenuti nell’acciaio che provocano
problemi nella saldatura: Carbonio (per una %<0,20 non influisce sulla saldabilità) Manganese (>0,6%incrina il giunto <0,3%può creare porosità nel nocciolo della saldatura) Zolfo (<0,05%, sopra il metallo rende il giunto fragile con soffiature a caldo nel nocciolo e cricche nella zona riscaldata – il giunto non tiene) Fosforo (<0,040% crea cricche al nocciolo con riduzione res. Stress) Silicio ( cricche nella zona di saldatura) Elementi non contenuti nell’acciaio che provocano problemi nella saldatura inclusioni ( ossidi, grassi, che entrano in soluzione e vengono inglobati)
 Manganese (>0,6%incrina il giunto <0,3%può creare porosità nel. nocciolo della saldatura) Zolfo (<0,05%, sopra il metallo rende il giunto fragile con soffiature a caldo. nel nocciolo e cricche nella zona riscaldata – il giunto non tiene) Fosforo (<0,040% crea cricche al nocciolo con riduzione res. Stress) Silicio ( cricche nella zona di saldatura) Elementi non contenuti nell’acciaio che provocano. problemi nella saldatura. inclusioni ( ossidi, grassi, che entrano in soluzione e vengono inglobati)")
5
SALDATURA A PUNTI La saldatura a punti dell’acciaio dolce è la più utilizzata, con risultati ottimi I parametri di saldatura relativi alla corrente da utilizzare ed il relativo tempo di inserzione corrente sono reperibili da tabelle Se i risultati non sono soddisfacenti, la causa è attribuibile alla configurazione del giunto che viene presentato per la saldatura Suggerimenti utili: Geometria del giunto riguarda tutti gli elementi geometrici da in prendere in considerazione Spessore delle lamiere da saldare Le tabelle portano evidenziato un solo spessore, si dà per scontato che i due spessori da saldare sono uguali. Nel caso di spessori differenti ci si riferisce sempre alla lamiera più sottile con rapporto da 1 a 4 esempio: con lamiera da 1mm e facilmente saldabile una da 4mm

6
Dislocazioni dei punti
La larghezza della zona di saldatura e la distanza dal bordo è regolata da formule che garantiscono la riuscita del nocciolo di fusione Fig.1.A Fig.1.B Larghezza area di saldatura (1.A) L=2.e + 4mm Distanza dal bordo (1.B) L=2.e + 2mm Fig.1.C Saldando in prossimità di un bordo ripiegato Si devono rispettare le dimensioni (1.C) L=5.e + 3mm La riduzione delle dimensioni del nocciolo e della resistenza meccanica può essere causata dal non rispetto della distanza tra un punto ed il seguente.
 L=2.e + 4mm. Distanza dal bordo (1.B) L=2.e + 2mm. Fig.1.C. Saldando in prossimità di un bordo ripiegato. Si devono rispettare le dimensioni (1.C) L=5.e + 3mm. La riduzione delle dimensioni del nocciolo e della resistenza meccanica può. essere causata dal non rispetto della distanza tra un punto ed il seguente.")
7
Distanza minima tra i punti per evitare l’effetto “shunt”
e<=3mm: F=13.e + 4mm e >3mm: F=12.e e = spessore lamiera più sottile Parametri Resistenza (si forma nel punto di saldatura) Possibile: regolare le resistenze generate dal contatto degli elettrodi sul materiale da saldare Non possibile: modificare le resistenze elettriche dei materiali
 Possibile: regolare le resistenze generate dal contatto. degli elettrodi sul materiale da saldare. Non possibile: modificare le resistenze elettriche dei. materiali.")
8
Forma degli elettrodi Il diametro della punta di contatto è il canale di passaggio della corrente Il profilo in genere è troncoconico, con faccia di contatto piana l’ angolo di punta è di 120° Formula per determinare il diametro della superficie di contatto: Per lamiere fino a 3mm d=2.e + 3mm Per lamiere oltre 3mm d=5. √ e Se il giunto è formato da 2 lamiere di diverso spessore, l’elettrodo dovrà avere il diametro corrispondente allo spessore della lamiera con cui è a contatto.

9
La funzione più importante, per la durata della vita dell’elettrodo, è la dispersione
del calore che si forma durante la saldatura. Sarà indispensabile quindi Sistema di raffreddamento Il getto d’acqua deve avere una distanza di circa 6 mm

10
Gli elettrodi vengono innestati sui porta-elettrodi
Il sistema di innesto sui porta elettrodi è di forma conica con conicità del 10% Il diametro è scelto in base alla forza applicata e alla densità di corrente da gestire Con la conicità del 10% si hanno 2 tipi di innesto innesto femmina Innesto maschio

11
Intensità e tempo Aumentando l’intensità diminuisce il tempo e
viceversa Fig. 1 acciaio dolce spessore 5mm, intensità A. Fig. 2 acciaio dolce spessore 1mm Intensità 7800 A. Variazione del diametro del nocciolo in funzione del tempo di passaggio della corrente

12
L’acciaio dolce ha una ampia gamma di plasticità
I valori di tempo e d’intensità sono scelte in base alla classe di Appartenenza del giunto Lamiera di debole spessore: Il ramo AB, si sviluppa in verticale La fusione per la formazione del diametro max. è raggiunta rapidamente Lamiera di forte spessore: Il ramo AB, ha un’inclinazione pronunciata , indica un aumento lento del diametro del nocciolo. La fusione progredisce lentamente Il tempo di saldatura sarà scelto in modo da lavorare utilizzando il tempo situato Oltre il “ginocchio” B della curva

13
Esempio: I6>I5>I4>I3>I2>I1 Tempo più consono, si evita la parte ascendente della curva Punto di saldatura sempre più grande es. con 3 saldatrici Non c’è variazione del diametro del nocciolo Non c’è formazione di nocciolo (corrente interrotta prima della temp. di fusione) Diagramma delle curve relative al diametro del punto, in funzione del tempo di saldatura con differenti intensità di corrente
 Diagramma delle curve relative al diametro del punto, in funzione del tempo. di saldatura con differenti intensità di corrente.")
14
Forza applicata Caratteristiche elettriche e meccaniche del materiale
La forza dovrà essere calcolata in base allo spessore delle lamiere La forza di compressione dipenderà da: Caratteristiche elettriche e meccaniche del materiale Valori resistenze di contatto Dallo stato della superficie del pezzo che condiziona il valore della resistenza Dalla densità di corrente utilizzata, di conseguenza la forza applicata per unità di superficie sarà tanto più forte quanto più alto sarà il valore dell’intensità utilizzata

15
Le seguenti tabelle indicano i dati maggiormente utilizzati per
Impostare delle regolazioni, secondo le classi A-B-C

16
Saldatura Elettrica per Resistenza

17
Teoria base del processo
Q = numero di calorie J = equivalente meccanico della caloria R = resistenza (ohm) I = intensità di corrente (A) t = tempo (periodi o millisecondi) Ricordando che 1 cal = 4,18 Joule
 I = intensità di corrente (A) t = tempo (periodi o millisecondi) Ricordando che 1 cal = 4,18 Joule.")
18
Q = calorie necessarie per ottenere la fusione dei due o più metalli che formeranno il giunto
R = resistenza elettrica complessiva del giunto I = intensità di corrente che si ritiene utile utilizzare t = tempo di passaggio della Intensità di corrente

19
Prendendo in considerazione i vari componenti della suddetta formula:
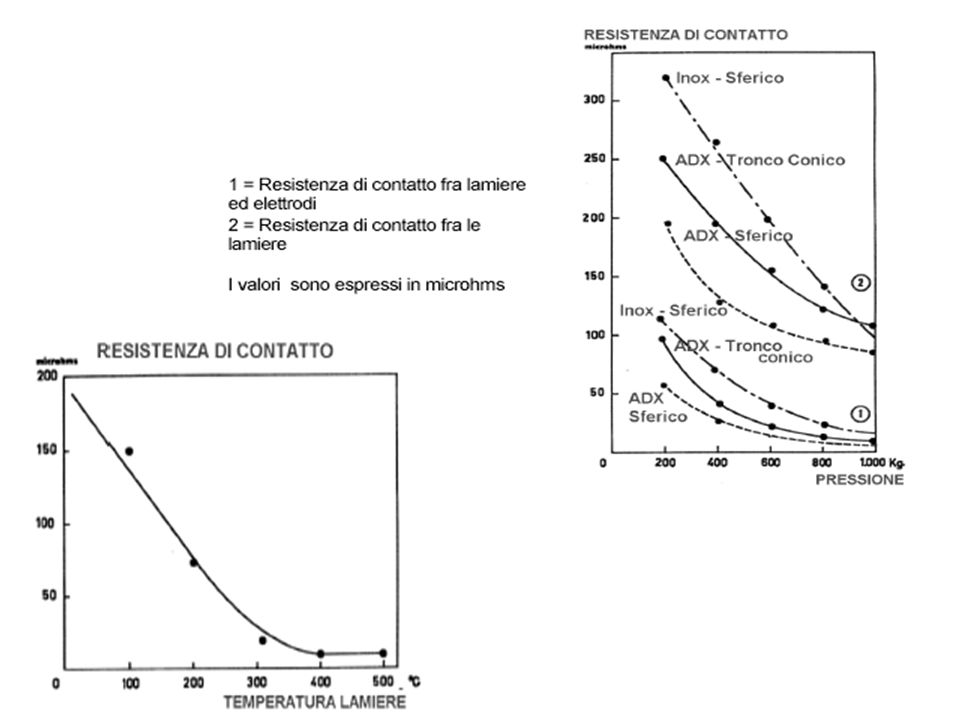
RESISTENZA : R Sommatoria delle resistenze elettriche che presenta il giunto Re = resistenza di contatto fra la punta in rame ed il metallo da saldare Rt = resistenza propria ed intrinseca del metallo da saldare Rc = somma della resistenza propria del metallo più la resistenza delle superfici

20
INTENSITA’ : I (corrente)
Corrente fornita da un trasformatore di saldatura. Più Ampere il nostro trasformatore ci darà e farà passare nei punti con resistenza più alta e più rapidamente formeremo le calorie di cui abbiamo bisogno TEMPO : t Durata del passaggio della Intensità di corrente, espressa in Cicli o Periodi

21
Simulazione di una saldatrice elettrica a resistenza a punti : Puntatrice

22
Nocciolo di saldatura teorico A : zona di inizio fusione
B : zona di fusione completata con grani orientati e compatti (nocciolo di saldatura) C : zona di riscaldamento della lamiera (parete di contenzione della fusione) Nocciolo di saldatura reale
 C : zona di riscaldamento della lamiera (parete di contenzione della fusione) Nocciolo di saldatura reale.")
23
SALDATURA ELETTRICA PER RESISTENZA
E’ una saldatura autogena, eseguita sotto pressione, senza apporto di materiali,che utilizza il calore creato da una corrente elettrica passante attraverso i materiali da congiungere. DEF:

24
Nella saldatura a Resistenza intervengono almeno 10 variabili importanti

25
1 – CORRENTE - VOLTAGGIO: differenza di potenziale rispetto a terra AMPERAGGIO: intensità di corrente POTENZA RELATIVA (VA): prodotto Volt per Ampere POTENZA REALE (W): potenza relativa moltiplicata per il rendimento del circuito (Cos φ) COS φ: sfasamento o ritardo fra sinusoidi dei Volt e degli Ampere La corrente elettrica a disposizione delle Aziende è quella fornita dall’Ente Nazionale con un alto voltaggio (facilità di distribuzione), V, ma con un basso amperaggio, A
: prodotto Volt per Ampere. POTENZA REALE (W): potenza relativa moltiplicata per il rendimento del circuito (Cos φ) COS φ: sfasamento o ritardo fra sinusoidi dei Volt e degli Ampere. La corrente elettrica a disposizione delle Aziende è quella fornita dall’Ente Nazionale con un alto voltaggio (facilità di distribuzione), V, ma con un basso amperaggio, A.")
26
Q = 0,24 * I2 * t * R Si vede che la “corrente“ che ci risulta utile è maggiore di quella che ci viene fornita, da qui l’utilizzo indispensabile di un trasformatore di saldatura che ci fornisca una quantità più elevata di Ampere, ma con i Volt strettamente necessari al trasporto fino alla zona di utilizzo.

27
2 – RESISTENZA = PRESSIONE
-Inversamente proporzionale alla sezione attraversata e alla temperatura del corpo -Direttamente proporzionale alla lunghezza del corpo in considerazione -In un conduttore: maggiore la sezione, minore sarà la resistenza -In un conduttore: maggiore sarà la lunghezza, maggiore sarà la resistenza Poiché la pressione applicata sul giunto da saldare può variare notevolmente la sezione di passaggio, si può affermare che al variare della forza applicata, la resistenza del giunto varierà.

29
3 – TEMPO Nella legge di Joule sta ad indicare il periodo di passaggio della corrente di saldatura. Secondo la conformazione dei materiali da saldare, si utilizzano tempi di saldatura particolari chiamati “Sequenze” A – Accostaggio: tempo necessario per la messa in pressione del giunto S – Saldatura: tempo effettivo di passaggio di corrente nel giunto, per ottenere la fusione F – Mantenimento: tempo di raffredamento del nocciolo sotto pressione per la compattazione della fusione

30
Una macchina per la saldatura sarà composta da:
4 – ELEMENTO UMANO L’elemento umano è una variabile consistente nell’ottenimento di risultati probanti e ripetitivi, in quanto ogni modus operandi dell’addetto macchina, può intervenire a variare il risultato finale. Attitudine – Velocità – Accuratezza – Capacità tecnica – Competenza – Manualità 5 – TIPOLOGIA delle MACCHINE Una macchina per la saldatura sarà composta da: - una carpenteria che permetta l’utilizzo di un sistema di PRESSIONE sugli elettrodi un trasformatore che possa erogare la CORRENTE un circuito secondario che trasporti e applichi la corrente un sistema di temporizzatori che mi misuri il TEMPO

31
6 – TIPO e CONDIZIONI della MACCHINA
In funzione all’uso la macchina potrà essere concepita come: Pensile – Stazionaria – Da banco – per macchine monouso a da applicarsi su Robot 7a – ELETTRODI E PORTA-ELETTRODI Elettrodi: A) Devono condurre la corrente sul punto di fusione. Funzione esclusivamente elettrica La giusta scelta del materiale dell’elettrodo viene fatta in dal punto di vista della loro conducibilità di corrente: si tiene in considerazione solo la loro resistenza elettrica paragonandola a quella del giunto. B) Devono trasmettere la giusta pressione al giunto al fine di ottenere ottime saldature. Funzione meccanica. Gli elettrodi, durante la saldatura, sono sottoposti a stress causato dall’applicazione della forza di serraggio. Sopportano alte temperature senza avere un’eccessiva deformazione perché non portano solo corrente ma devono concentrarla nel punto di fusione. C) Devono dissipare il calore che raggiunge la superficie del giunto. Funzione termica. Devono avere una proprietà di dissipazione termica migliore di quella dei materiali da saldare. Sottraggono calore al giunto e questa è una funzione indispensabile quando si saldano materiali far loro dissimili, ottenendo così un bilanciamento termico. Si predispone anche un circuito di raffreddamento.
 Devono condurre la corrente sul punto di fusione. Funzione esclusivamente elettrica. La giusta scelta del materiale dell’elettrodo viene fatta in dal punto di vista della loro conducibilità di corrente: si tiene in considerazione solo la loro resistenza elettrica paragonandola a quella del giunto. B) Devono trasmettere la giusta pressione al giunto al fine di ottenere ottime saldature. Funzione meccanica. Gli elettrodi, durante la saldatura, sono sottoposti a stress causato dall’applicazione della forza di serraggio. Sopportano alte temperature senza avere un’eccessiva deformazione perché non portano solo corrente ma devono concentrarla nel punto di fusione. C) Devono dissipare il calore che raggiunge la superficie del giunto. Funzione termica. Devono avere una proprietà di dissipazione termica migliore di quella dei materiali da saldare. Sottraggono calore al giunto e questa è una funzione indispensabile quando si saldano materiali far loro dissimili, ottenendo così un bilanciamento termico. Si predispone anche un circuito di raffreddamento.")
32
Sviluppo di nuove leghe di rame
Esempi di elettrodi Il materiale più adatto alla costruzione degli elettrodi è stato ed è il Rame, anche se la relativa durezza di questo materiale crea problemi nel mantenimento del giusto diametro della punta di contatto, quando la stessa è sottoposta a forti pressioni. Classe 1 Zirconio Rame Cadmio Cromo Sviluppo di nuove leghe di rame Classe 2 Cromo-Zirconio Rame Cromo Per saldature di acciaio laminato a caldo e a freddo, acciaio inossidabile Adatte per la saldatura di leghe di alluminio, magnesio,ottone, bronzi.

33
Classe 3 Cobalto-Berillio Rame Nichel-Berillio Berillio puro Classe 4 Rame - Berillio Per materiali ad alta resistenza, acciai inox, nichelcromo Vengono utilizzate dove ci sono grandi pressioni in gioco e intensi logorii meccanici, ma non ad alte temperature 7b – ATTREZZATURA o DIME DI POSIZIONE Attrezzature di posizionamento e bloccaggio pezzi:devono permettere il rispetto delle tolleranze meccaniche sul particolare,ma devono contrastare anche le forze della pressione applicata sul pezzo e le deformazioni dovute al riscaldamento Attrezzature di movimentazione pezzi:devono permettere un facile carico e scarico del particolare, nonché un’alta velocità di azionamento al fine di ridurre al massimo i tempi di produzione REQUISITI RICHIESTI Meccanici: precisione, affidabilità, durata >> materiali resistenti all’usura Elettrici: bassa resistenza elettrica, alta conducibilità Termici: permettere la dispersione del calore addotto dalla saldatura

34
MATERIALI CONSIGLIATI
Rame, Ottone, Bronzo: parti che portano corrente Bronzo, Ottone, Alluminio: dielettrici: parti che rischiano di trovarsi nel campo magnetico della saldatrice e che con la loro presenza ridurrebbero l’apporto di corrente Ferrosi: parti completamente fuori dal campo magnetico della saldatrice. In caso con un eventuale isolamento onde evitare dispersione di corrente Ceramici o Polimeri: parti soggette a forti abrasioni ed usura 8 – STATO E CONDIZIONI DEL MATERIALE DA SALDARE Le superfici del materiale da congiungere spesso accumulano: ossidi, ruggine, sbavature che non vengono quasi mai tolte. Se trattiamo materiali ricoperti come acciai zincati, piombati e non teniamo conto delle particolari caratteristiche della macchina che abbiamo in uso, otterremo saldature bruciate, elettrodi precocemente rovinati con ovviamente risultati deludenti e dispendiosi. Ottimi risultati possiamo ottenerli solo verificando le condizioni del materiale da saldare unitamente alle caratteristiche della macchina e del controllo che si ha a disposizione.

35
MIG – MAG

36
Spray Arc: Globular Arc: Short Arc:
Si tratta di una saldatura a filo continuo in cui l’arco scocca tra il pezzo e il filo fusibile. Il materiale di apporto viene trasferito in varie modalità: Spray Arc: Flusso continuo di piccole gocce libere, utilizzato con valori di corrente alta, presenta un buon aspetto e buona qualità. Globular Arc: Grosse gocce libere con frequenza più bassa ottenuto con correnti medie Short Arc: Grosse gocce che si distaccano per corto circuito da correnti basse

37
VANTAGGI SVANTAGGI Si saldano quasi tutti i tipi di materiali.
Elevata qualità della saldature. Non produce scoria. Elevata produttività. Tecnica di facile apprendimento. SVANTAGGI Apparecchiature ingombranti. Sensibile alle correnti d'aria. Elevati costi dei gas protettivi.

38
TIG

39
Si tratta di un processo di saldatura per fusione.
L'arco elettrico scocca tra l'elettrodo infusibile in Tungsteno, che si trova sotto protezione gassosa, ed il materiale da saldare. In relazione al tipo di materiale da saldare, il TIG può essere utilizzato sia in corrente continua che in corrente alternata.

40
CCPD Si collega il positivo al pezzo
CCPD Si collega il positivo al pezzo. In questo modo il calore è concentrato sul materiale che si deve saldare visto che le cariche positive (bassi valori di energia cinetica) vanno verso l'elettrodo, mentre l'anodo, cioè il materiale base, è bombardato da elettroni che arrivano ad altissima velocità, producendo un bagno di fusione profondo e stretto. CCPI Si collega la torcia al polo positivo. Questo tipo di collegamento non viene praticamente mai utilizzato in quanto si rischia di rovinare l'elettrodo di Tungsteno. Si utilizza solo a bassi tenori di corrente, vista l’efficacia con cui si asportano gli ossidi dalle superfici da saldare. C.A. La corrente alternata è una combinazione dei due tipi di collegamento sopra citati. Il calore è distribuito, al 50 %, tra elettrodo e pezzo da saldare.
 vanno verso l elettrodo, mentre l anodo, cioè il materiale base, è bombardato da elettroni che arrivano ad altissima velocità, producendo un bagno di fusione profondo e stretto. CCPI Si collega la torcia al polo positivo. Questo tipo di collegamento non viene praticamente mai utilizzato in quanto si rischia di rovinare l elettrodo di Tungsteno. Si utilizza solo a bassi tenori di corrente, vista l’efficacia con cui si asportano gli ossidi dalle superfici da saldare. C.A. La corrente alternata è una combinazione dei due tipi di collegamento sopra citati. Il calore è distribuito, al 50 %, tra elettrodo e pezzo da saldare.")
41
VANTAGGI SVANTAGGI Si saldano quasi tutti i tipi di materiali.
Elevata qualità della saldature. Non produce scoria. Utilizzabile in tutte le posizioni di saldatura. SVANTAGGI Ridotta protezione del bagno. Bassa produttività. Tecnica di difficile apprendimento.

42
FIAMMA OSSIACETILENICA

43
Processo di saldatura tramite fiamma
Processo di saldatura tramite fiamma. Il gas utilizzato è una miscela di acetilene e ossigeno che permette di raggiungere una temperatura molto elevata (3030 °C). E’ un sistema di saldatura piuttosto semplice, molto utilizzato nelle officine ed in cantiere perché l'attrezzatura necessaria è poco ingombrante Con questa tecnica si ha una buona distribuzione di calore sulla superficie da saldare inoltre la fiamma è rigida e quindi ben orientabile.
. E’ un sistema di saldatura piuttosto semplice, molto utilizzato nelle officine ed in cantiere perché l attrezzatura necessaria è poco ingombrante. Con questa tecnica si ha una buona distribuzione di calore sulla superficie da saldare inoltre la fiamma è rigida e quindi ben orientabile.")
44
Interessante è l’analisi delle reazioni chimiche che avvengono nella fiamma.
Si possono individuare tre zone: zona adiacente all'ugello del cannello; qui avviene la combustione primaria. L'acetilene reagisce con l'ossigeno fornito dalla bombola e forma monossido di carbonio e idrogeno. Non avviene la completa combustione dell'acetilene, la reazione esotermica fornisce circa un terzo del calore totale. La combustione primaria è visibile sotto forma di piccolo cono denominato "dardo" in cui la temperatura è di circa 1200 °C. La combustione completa avviene nelle vicinanze del dardo grazie all'ossigeno che circonda la fiamma stessa determinando una combustione secondaria (zona riducente); qui il monossido di carbonio reagisce con l'ossigeno dell'ambiente circostante, per formare anidride carbonica mentre l'idrogeno, del primo stadio, reagisce con l'ossigeno per formare acqua. Queste reazioni sono esotermiche e sono responsabili dei due terzi del calore totale generato(temperatura di circa 3100 °C). Lo sviluppo di calore mantiene poi i prodotti finali ad elevata temperatura dando luogo ad una maggiore luminosità dei gas e vapori prodotti fino a quando, con il calare della temperatura l'effetto svanisce; tale area viene detta pennacchio, ed è caratterizzata da una temperatura prossima ai 2400°C.
; qui il monossido di carbonio reagisce con l ossigeno dell ambiente circostante, per formare anidride carbonica mentre l idrogeno, del primo stadio, reagisce con l ossigeno per formare acqua. Queste reazioni sono esotermiche e sono responsabili dei due terzi del calore totale generato(temperatura di circa 3100 °C). Lo sviluppo di calore mantiene poi i prodotti finali ad elevata temperatura dando luogo ad una maggiore luminosità dei gas e vapori prodotti fino a quando, con il calare della temperatura l effetto svanisce; tale area viene detta pennacchio, ed è caratterizzata da una temperatura prossima ai 2400°C.")