Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
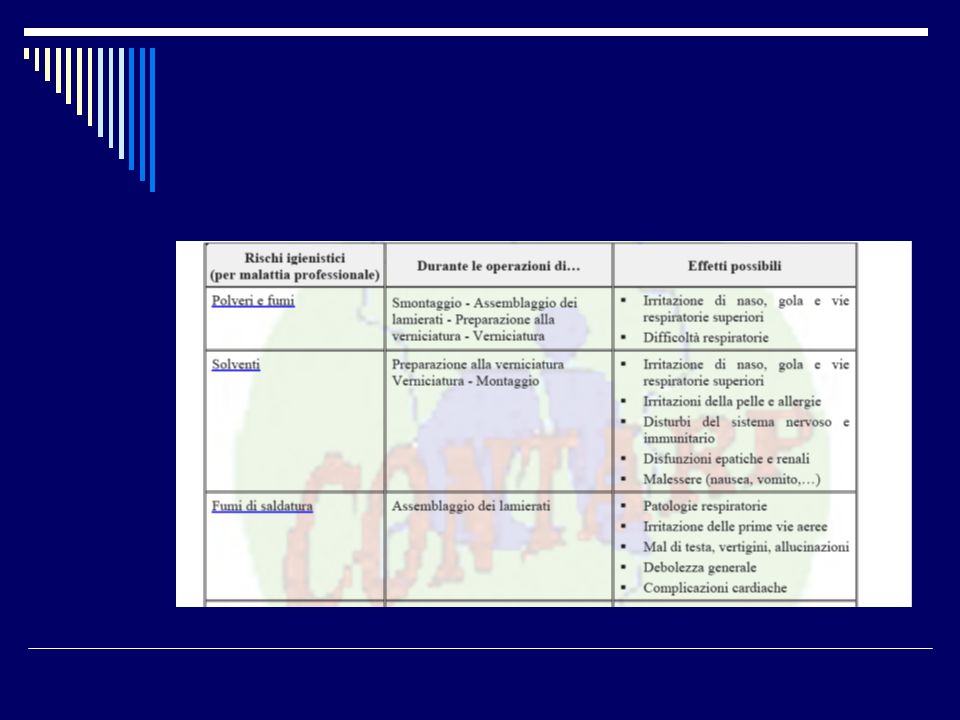
Una carrozzeria è un ambiente di lavoro dove si effettua la riparazione delle autovetture incidentate i, Le attività che generalmente si effettuano in carrozzeria sono: smontaggio delle parti danneggiate raddrizzatura della scocca stuccatura carteggiatura verniciatura essicatura nella cabina forno rimontaggio e finizione Nelle carrozzerie devono essere presenti tutta una serie di attrezzature obbligatorie per esercitare l'attività. Le principali sono il banco dime per la raddrizzatura e la cabina forno per l'evaporazione ed essicatura delle vernici.

2
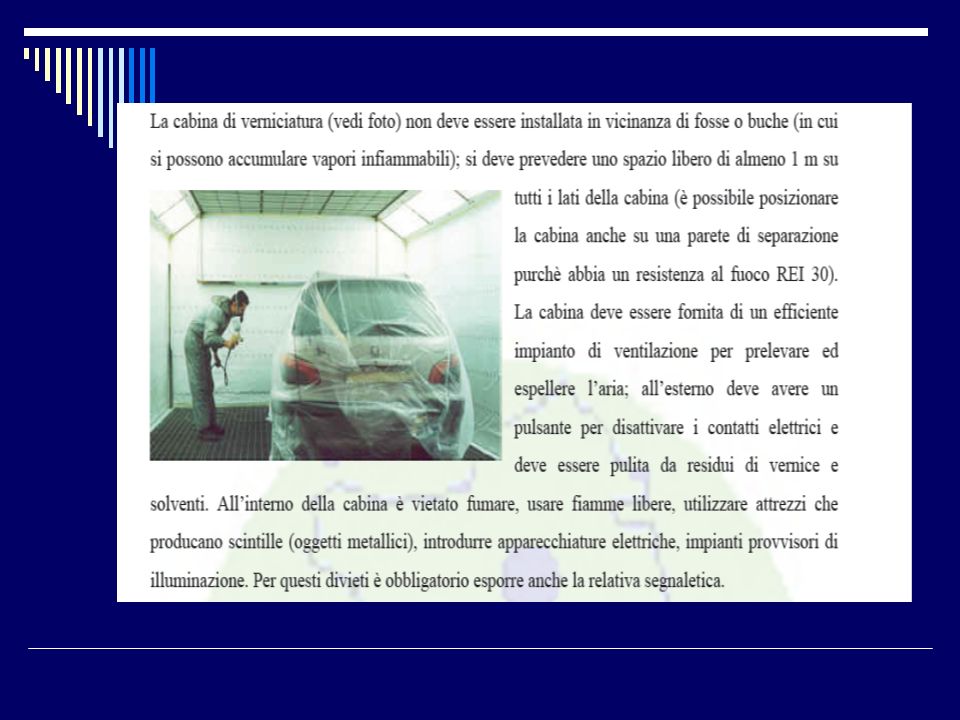
Si definisce cabina forno, un ambiente chiuso, con pressione controllata, dotato di uno o più ingressi, dove usualmente si effettua l'applicazione della vernice delle automobili nelle carrozzerie. Per garantire le condizioni di lavoro ideali (temperatura, portata aria, umidità, ecc.), le cabine forno sono dotate di uno o più gruppi di ventilazione, costituiti da uno o più motori e uno o più bruciatori per riscaldare l'aria immessa
, le cabine forno sono dotate di uno o più gruppi di ventilazione, costituiti da uno o più motori e uno o più bruciatori per riscaldare l aria immessa.")
12
IMPIANTI PER LA RIPARAZIONE DI CARROZZERIE DI AUTOVEICOLI
A) PRESCRIZIONI RELATIVE ALL'INSTALLAZIONE E ALL'ESERCIZIO DELL'IMPIANTO. 1) L'impianto per la riparazione di carrozzerie di autoveicoli è autorizzato a svolgere le fasi di: - smontaggio autoveicoli o parte di essi; - riparazione (battilastra); - sostituzione delle parti di carrozzeria danneggiate, anche mediante taglio a freddo o a caldo e saldatura; - seppiatura e pulizia della lamiera; - applicazione stucchi a spatola ed a spruzzo; - carteggiatura; - applicazione sigillanti; - applicazione, appassimento ed essiccazione di prodotti vernicianti; - applicazione di cere protettive per scatolati; - applicazione di prodotti plastici e antirombo; - finitura e lucidatura; - tintometro; - lavaggio attrezzi e recupero solventi;
 PRESCRIZIONI RELATIVE ALL INSTALLAZIONE E ALL ESERCIZIO DELL IMPIANTO. 1) L impianto per la riparazione di carrozzerie di autoveicoli è autorizzato a svolgere le fasi di: - smontaggio autoveicoli o parte di essi; - riparazione (battilastra); - sostituzione delle parti di carrozzeria danneggiate, anche mediante taglio a freddo o a caldo e saldatura; - seppiatura e pulizia della lamiera; - applicazione stucchi a spatola ed a spruzzo; - carteggiatura; - applicazione sigillanti; - applicazione, appassimento ed essiccazione di prodotti vernicianti; - applicazione di cere protettive per scatolati; - applicazione di prodotti plastici e antirombo; - finitura e lucidatura; - tintometro; - lavaggio attrezzi e recupero solventi;")
13
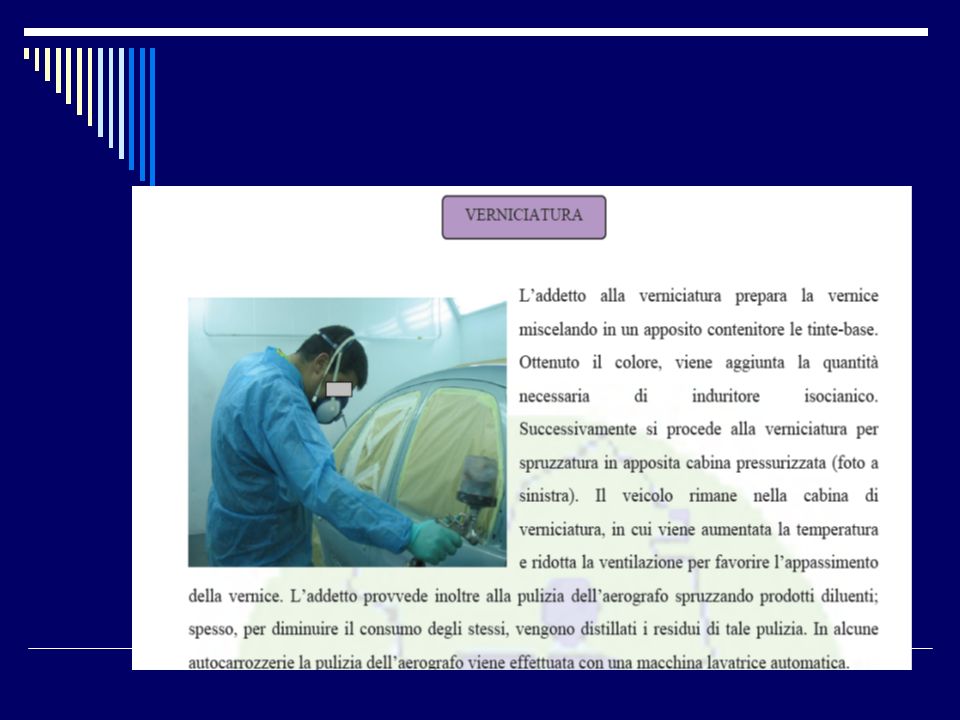
Attualmente le carrozzerie italiane sono obbligate per normativa europea ad utilizzare vernici all'acqua, meno inquinanti ma con tempi di evaporazione in forno più lunghi e risultati qualitativi mediamente inferiori alla vecchia vernice a solvente. Da questa normativa sono per ora escluse le grandi carrozzerie industriali. Recentemente nuove tecnologie hanno consentito di ridurre i tempi di essiccaziona anche delle vernici all'acqua attraverso l'utilizzo di specifici forni costruiti da ditte specializzate. L'evoluzione delle forme e dei materiali ha costretto i carrozzieri ad operare riparazioni sempre diverse a seconda del danno e della posizione. Ad oggi un carrozziere è in grado di effettuare riparazioni su metallo, plastica e vetroresina.

14
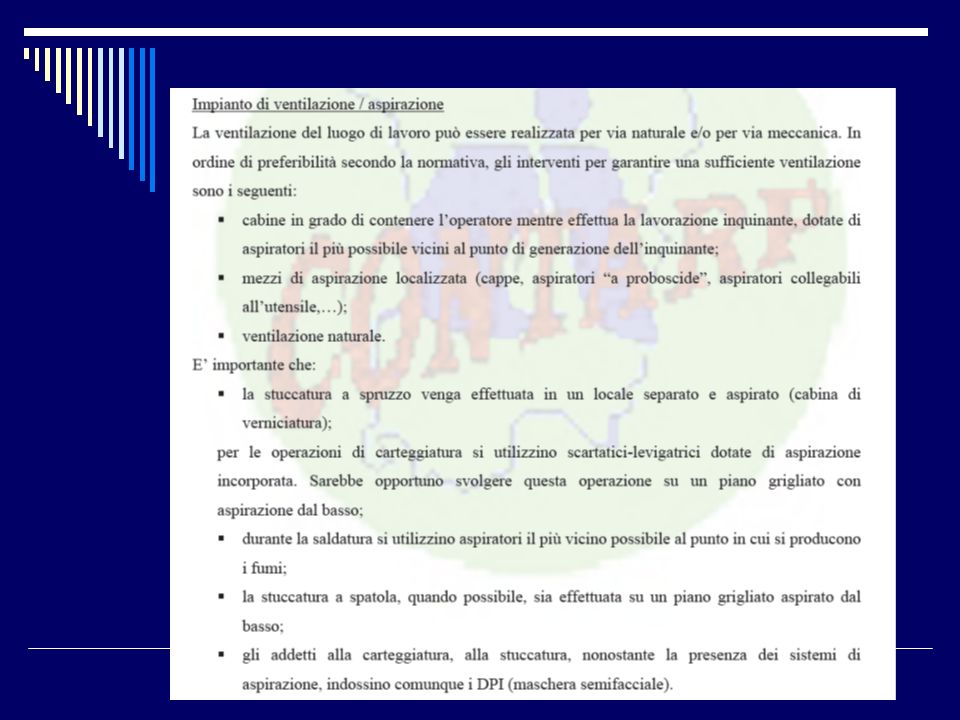
2) Le fasi di applicazione, appassimento ed essiccazione dei prodotti vernicianti compresi i fondi e gli stucchi a spruzzo, anche se riferite a ritocchi, devono essere svolte in cabine dotate di idonei impianti per la captazione degli effluenti. 3) E' consentito un utilizzo di prodotti vernicianti pronti all'uso non superiore a 5 kg/ora per ciascuna cabina e comunque non superiore ai 20 kg/giorno complessivi per l'intero stabilimento.
 E consentito un utilizzo di prodotti vernicianti pronti all uso non superiore a 5 kg/ora per ciascuna cabina e comunque non superiore ai 20 kg/giorno complessivi per l intero stabilimento.")
15
4) I prodotti vernicianti possono contenere solventi organici con l'esclusione dei solventi organici clorurati e delle sostanze di cui alla tabella A1 e alla tabella D, classe 1 dell'Allegato I Parte II della parte V del D.Lgs. n. 152/2006.

16
1.1. Sostanze ritenute cancerogene e/o tossiche per la riproduzione e/o mutagene (tabella A1)
In via generale le emissioni di sostanze ritenute cancerogene e/o tossiche per la riproduzione e/o mutagene devono essere limitate nella maggiore misura possibile dal punto di vista tecnico e dell'esercizio. Composti organici sotto forma di gas, vapori o polveri (tabella D)
")
17
5) Gli effluenti derivanti dalle fasi di applicazione, appassimento ed essiccazione devono essere avviati ad un sistema di abbattimento costituito da uno stadio di prefiltraggio a secco, per il trattamento del particolato, seguito da uno stadio di adsorbimento per il trattamento dei solventi, con filtro avente una carica non inferiore a 150 kg di carbone attivo (per ciascuna cabina di verniciatura), correttamente dimensionato in termini di spessore e velocità di attraversamento. 6) Ogni carica di carbone attivo deve essere sostituita con idonea frequenza in funzione del tipo di carbone e del tipo di solventi presenti nei prodotti vernicianti utilizzati e tenendo conto che non può essere considerata una capacità di adsorbimento superiore a 20 kg di sostanze organiche adsorbite per 100 kg di carbone attivo impiegato. 7) Al fine di evitare il desorbimento dei solventi dai carboni attivi, durante la fase di essiccazione la temperatura di esercizio del forno non deve superare i 45°C.
 Ogni carica di carbone attivo deve essere sostituita con idonea frequenza in funzione del tipo di carbone e del tipo di solventi presenti nei prodotti vernicianti utilizzati e tenendo conto che non può essere considerata una capacità di adsorbimento superiore a 20 kg di sostanze organiche adsorbite per 100 kg di carbone attivo impiegato. 7) Al fine di evitare il desorbimento dei solventi dai carboni attivi, durante la fase di essiccazione la temperatura di esercizio del forno non deve superare i 45°C.")
18
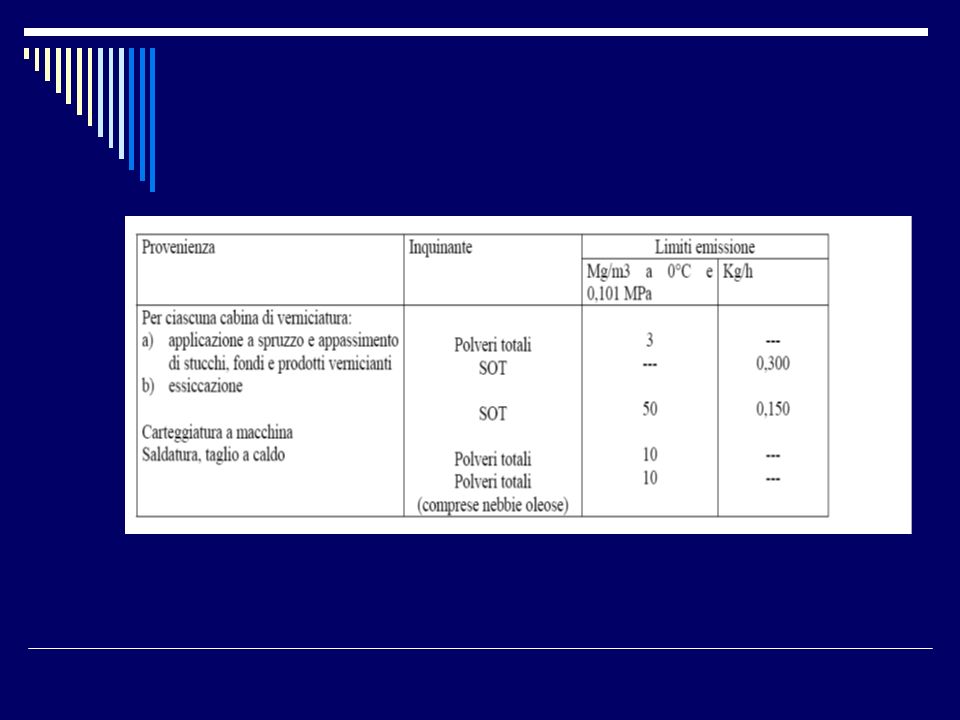
8) Gli effluenti derivanti dalle fasi di carteggiatura a macchina, di saldatura e di taglio a caldo devono essere trattati in un filtro a secco per l'abbattimento del particolato. 9) L'esercizio, la manutenzione dell'impianto e la sostituzione del carbone attivo devono essere tali da garantire, in tutte le condizioni di funzionamento, il rispetto dei limiti di emissione di seguito fissati:
 L esercizio, la manutenzione dell impianto e la sostituzione del carbone attivo devono essere tali da garantire, in tutte le condizioni di funzionamento, il rispetto dei limiti di emissione di seguito fissati:")
19
10) I generatori di calore a servizio della cabina di verniciatura possono funzionare esclusivamente a metano, GPL o gasolio e le conseguenti emissioni non sono sottoposte ad autorizzazione in quanto le potenzialità sono contenute entro quelle previste al co.14 dell’art. 269 del D.Lgs. n. 152/2006.

20
14. Non sono sottoposti ad autorizzazione i seguenti impianti:
a) impianti di combustione, compresi i gruppi elettrogeni a cogenerazione, di potenza termica nominale inferiore a 1 MW, alimentati a biomasse di cui all'Allegato X alla parte quinta del presente decreto, a gasolio, come tale o in emulsione, o a biodiesel; b) impianti di combustione alimentati ad olio combustibile, come tale o in emulsione, di potenza termica nominale inferiore a 0,3 MW; c) impianti di combustione alimentati a metano o a GPL, di potenza termica nominale inferiore a 3 MW; d) impianti di combustione, ubicati all'interno di impianti di smaltimento dei rifiuti, alimentati da gas di discarica, gas residuati dai processi di depurazione e biogas, di potenza termica nominale non superiore a 3 MW, se l'attività di recupero e' soggetta alle procedure autorizzative semplificate previste dalla parte quarta del presente decreto e tali procedure sono state espletate; e) impianti di combustione alimentati a biogas di cui all'Allegato X alla parte quinta del presente decreto, di potenza termica nominale complessiva inferiore o uguale a 3 MW; f) gruppi elettrogeni di cogenerazione alimentati a metano o a GPL, di potenza termica nominale inferiore a 3 MW; g) gruppi elettrogeni di cogenerazione alimentati a benzina di potenza termica nominale inferiore a 1 MW; h) impianti di combustione connessi alle attività di stoccaggio dei prodotti petroliferi funzionanti per meno di 2200 ore annue, di potenza termica nominale inferiore a 5 MW se alimentati a metano o GPL ed inferiore a 2,5 MW se alimentati a gasolio; i) impianti di emergenza e di sicurezza, laboratori di analisi e ricerca, impianti pilota per prove, ricerche, sperimentazioni, individuazione di prototipi. Tale esenzione non si applica in caso di emissione di sostanze cancerogene, tossiche per la riproduzione o mutagene o di sostanze di tossicità e cumulabilità particolarmente elevate, come individuate dalla parte II dell'Allegato I alla parte quinta del presente decreto.
 impianti di combustione, compresi i gruppi elettrogeni a cogenerazione, di potenza termica nominale inferiore a 1 MW, alimentati a biomasse di cui all Allegato X alla parte quinta del presente decreto, a gasolio, come tale o in emulsione, o a biodiesel; b) impianti di combustione alimentati ad olio combustibile, come tale o in emulsione, di potenza termica nominale inferiore a 0,3 MW; c) impianti di combustione alimentati a metano o a GPL, di potenza termica nominale inferiore a 3 MW; d) impianti di combustione, ubicati all interno di impianti di smaltimento dei rifiuti, alimentati da gas di discarica, gas residuati dai processi di depurazione e biogas, di potenza termica nominale non superiore a 3 MW, se l attività di recupero e soggetta alle procedure autorizzative semplificate previste dalla parte quarta del presente decreto e tali procedure sono state espletate; e) impianti di combustione alimentati a biogas di cui all Allegato X alla parte quinta del presente decreto, di potenza termica nominale complessiva inferiore o uguale a 3 MW; f) gruppi elettrogeni di cogenerazione alimentati a metano o a GPL, di potenza termica nominale inferiore a 3 MW; g) gruppi elettrogeni di cogenerazione alimentati a benzina di potenza termica nominale inferiore a 1 MW; h) impianti di combustione connessi alle attività di stoccaggio dei prodotti petroliferi funzionanti per meno di 2200 ore annue, di potenza termica nominale inferiore a 5 MW se alimentati a metano o GPL ed inferiore a 2,5 MW se alimentati a gasolio; i) impianti di emergenza e di sicurezza, laboratori di analisi e ricerca, impianti pilota per prove, ricerche, sperimentazioni, individuazione di prototipi. Tale esenzione non si applica in caso di emissione di sostanze cancerogene, tossiche per la riproduzione o mutagene o di sostanze di tossicità e cumulabilità particolarmente elevate, come individuate dalla parte II dell Allegato I alla parte quinta del presente decreto.")
21
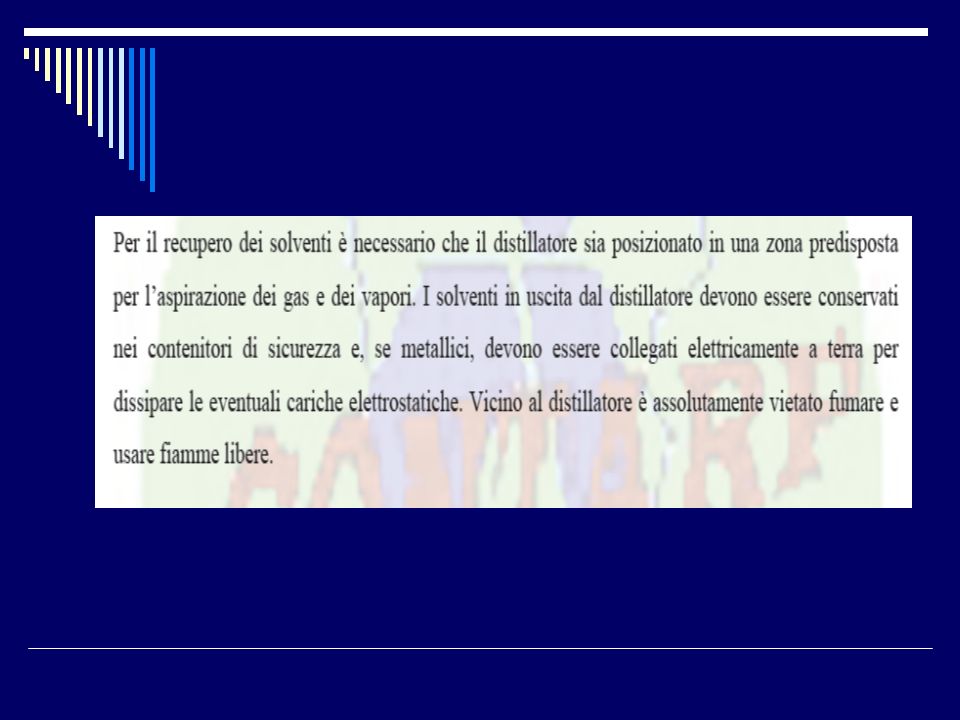
11) Il lavaggio degli attrezzi con solventi organici deve essere svolto in modo tale da permettere di raccogliere il solvente utilizzato ai fini dello smaltimento o dell'eventuale recupero. Le emissioni derivanti dalle fasi di lavaggio attrezzi ed eventuale recupero dei solventi sono considerate trascurabili. 12) Sono considerate trascurabili le emissioni derivanti dalle fasi di: smontaggio autoveicoli o parte di essi; riparazione (battilastra); sostituzione delle parti di carrozzeria danneggiate, anche mediante taglio a freddo; seppiatura e pulizia lamiere; applicazione stucchi a spatola; carteggiatura manuale; applicazione sigillanti; applicazione cere protettive per scatolati; applicazione prodotti plastici e antirombo; finitura e lucidatura; tintometro.
 Sono considerate trascurabili le emissioni derivanti dalle fasi di: smontaggio autoveicoli o parte di essi; riparazione (battilastra); sostituzione delle parti di carrozzeria danneggiate, anche mediante taglio a freddo; seppiatura e pulizia lamiere; applicazione stucchi a spatola; carteggiatura manuale; applicazione sigillanti; applicazione cere protettive per scatolati; applicazione prodotti plastici e antirombo; finitura e lucidatura; tintometro.")
22
Parte III Valori di emissione per specifiche tipologie di impianti Impianti per la verniciatura in serie, inclusi gli impianti in cui si effettuano i trattamenti preliminari, delle carrozzerie degli autoveicoli e componenti degli stessi, eccettuate le carrozzerie degli autobus Fatto salvo quanto previsto dall’articolo 275, si applicano i seguenti valori di emissione, espressi in grammi di solvente per metro quadrato di manufatto trattato, inclusi i solventi emessi dagli impianti in cui si effettuano i trattamenti preliminari: a) vernici a due strati 120 g/m2 b) altre vernici 60 g/m2. Per le zone d'applicazione della vernice all'aria di ventilazione delle cabine di verniciatura non si applicano i valori di emissione indicati nella parte II, paragrafo 4, classi III, IV e V. Per gli essiccatori il valore di emissione per le sostanze organiche, espresse come carbonio organico totale, è pari a 50 mg/Nm3. Il valore di emissione per le polveri è pari a 3 mg/Nm3.
 vernici a due strati 120 g/m2. b) altre vernici 60 g/m2. Per le zone d applicazione della vernice all aria di ventilazione delle cabine di verniciatura non si applicano i valori di emissione indicati nella parte II, paragrafo 4, classi III, IV e V. Per gli essiccatori il valore di emissione per le sostanze organiche, espresse come carbonio organico totale, è pari a 50 mg/Nm3. Il valore di emissione per le polveri è pari a 3 mg/Nm3.")
Presentazioni simili




















 aspetti energetici>")
