Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
Microbiologia industriale II
Cofactor engineering Microbiologia industriale II Metabolic Engineering (2002), 4: Metabolic Engineering (2002), 4: Metabolic Engineering (2003), 5:
, 4: Metabolic Engineering (2002), 4: Metabolic Engineering (2003), 5:")
2
Approccio usuale ingegneria metabolica
Ottenere l’aumento della produttività manipolando l’output di alcuni pathways metabolici Alterazione dei livelli enzimatici amplificazione, delezione o introduzione di geni Tuttora difficile considerare le dinamiche integrate e le strutture di controllo globali

3
I.M. Anabolismo Catabolismo
Sostanze di scarto, prodotti di fermentazione accettori di elettroni ridotti Nutrienti per biosintesi Energia per biosintesi Energia per trasporto nutrienti Anabolismo I.M. Macromolecole Catabolismo Chemicals, energia luminosa

4
Catabolismo Anabolismo substrato ATP Biomassa CO2

5
Catabolismo Anabolismo
substrato intermedi NADH NAD* ATP ADP biomassa scarti Il catabolismo porta intermedi, equivalenti riducenti e energia all’anabolismo, che produce biomassa

6
Definizione di un cofattore:
molecola che partecipa alla reazione la sua struttura non è direttamente coinvolta nella formazione del prodotto non viene consumata passa da uno stato all’altro.

7
La quantità di cofattore presente all’interno della cellula è limitata : l’esempio del NAD(H/+)
il NAD(H/+) è coinvolto in più di 300 reazioni metaboliche di ossidoriduzione nel catabolismo, una fonte di carbonio viene ossidata e si produce NADH in Escherichia coli la quantità di NAD(H/+) si stima attorno alle 10 mmoli per grammo di peso secco necessità di rigenerazione: mantenere il bilancio redox
 è coinvolto in più di 300 reazioni metaboliche di ossidoriduzione. nel catabolismo, una fonte di carbonio viene ossidata e si produce NADH. in Escherichia coli la quantità di NAD(H/+) si stima attorno alle 10 mmoli per grammo di peso secco. necessità di rigenerazione: mantenere il bilancio redox.")
8
Importanza del bilanciamento redox sul metabolismo globale
Per ottenere 100 g biomassa calcolo le necessità biosintetiche (lievito in anaerobiosi): 669 mmoli Glucosio, 648 NADPH NADH Formazione di glicerolo: 551 Glu 648/12=54 Glu 551/1274 mmoli di glucosio “anabolico” sono spese per bilanciamento redox: si tratta del 43%!!
: 669 mmoli Glucosio, 648 NADPH 1102 NADH. Formazione di glicerolo: 551 Glu. 648/12=54 Glu. 551/1274 mmoli di glucosio anabolico sono spese per bilanciamento redox: si tratta del 43%!!")
10
Se una reazione richiede cofattori, il processo globale dovrebbe risentire della disponibilità e della proporzione in forma attiva del cofattore. LA MANIPOLAZIONE DEI COFATTORI DIVENTA CRUCIALE PER INCREMENTARE IL PROCESSO

11
Come manipolare i cofattori?
Ci sono vari esempi di manipolazione dei cofattori in generale, due strategie manipolazione delle condizioni di crescita modifiche genetiche

12
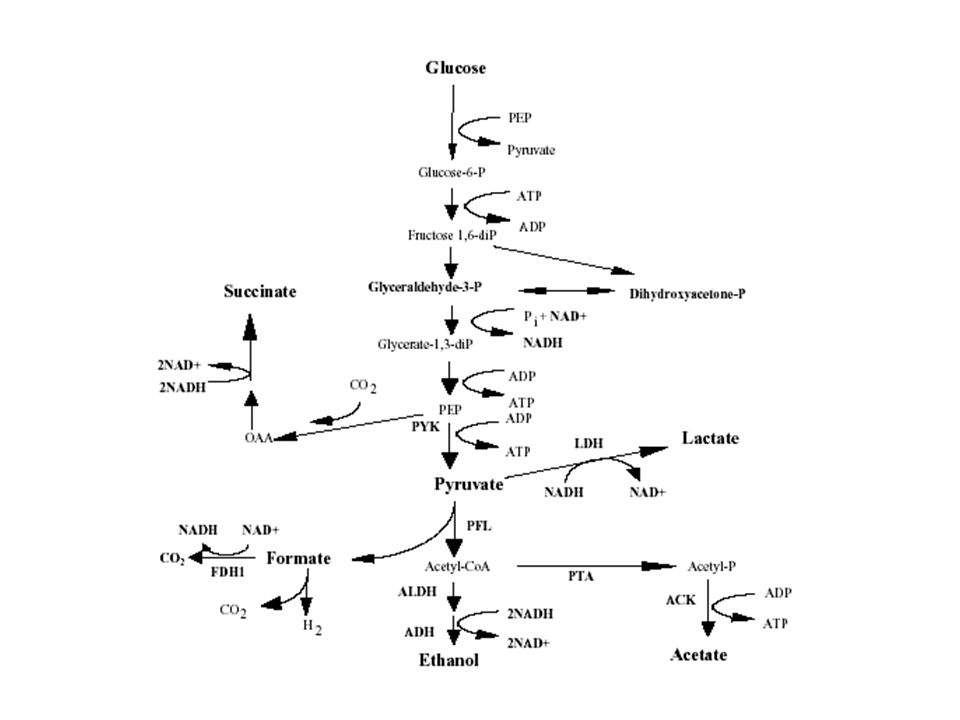
Metabolismo centrale anaerobico in E. coli

13
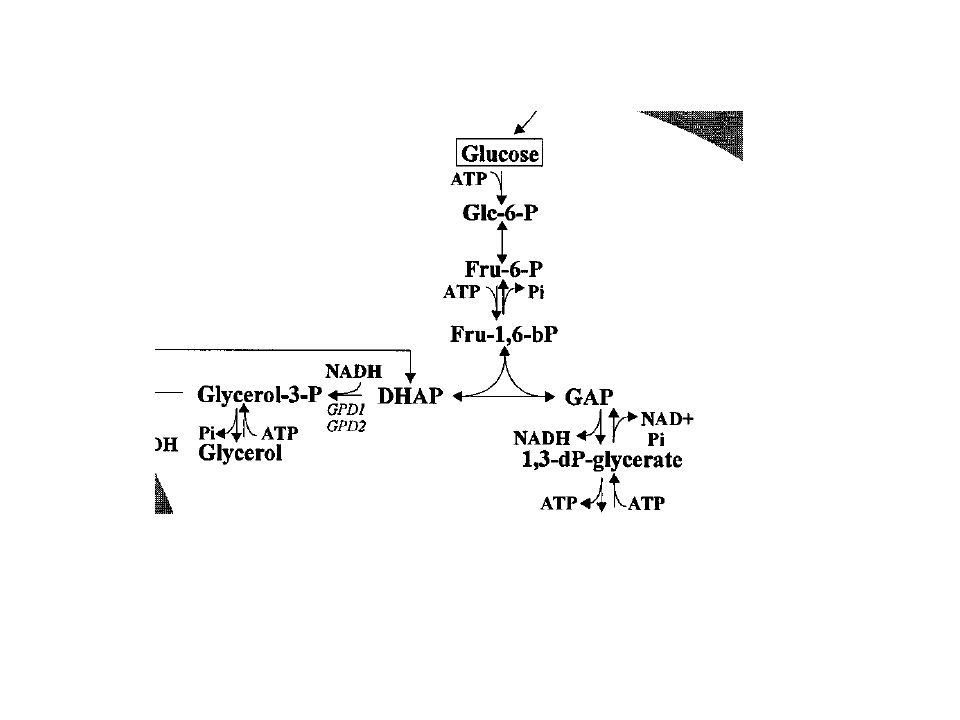
Influenza della fonte di carbonio
Gluconato (+1) Glucosio Sorbitolo (-1) PEP Piruvato PEP Piruvato ATP ADP Gluconato-6-P Glucosio-6-P Sorbitolo-1-P NAD+ NADH Fruttosio-6-P ATP ADP Fruttosio-1,6-diP Piruvato Gliceraldeide 3P NAD+ NADH
 Glucosio. Sorbitolo (-1) PEP. Piruvato. PEP. Piruvato. ATP. ADP. Gluconato-6-P. Glucosio-6-P. Sorbitolo-1-P. NAD+ NADH. Fruttosio-6-P. ATP. ADP. Fruttosio-1,6-diP. Piruvato. Gliceraldeide 3P. NAD+ NADH.")
14
Chemostati anaerobici
cambiano rapporti NADH/NAD+ ; EtOH/acetato. Ridistribuzione metabolica

15
Modificazioni genetiche
RICICLO SINTESI DE NOVO -

16
Incremento quantità NAD(H/+)
multicopia mutato

17
Introduzione di una FDH NAD- dipendente (C. boidinii)
Piruvato NADH NADH PFL CO2 Formico PDH CO2 FDH1 FDHF CO2 Acetil-CoA H2 Pathway originale NAD indipendente (FDHF formico deidrogenasi, NAD indipendente) Nuovo pathway NAD dipendente (FDH1 formico deidrogenasi, NAD dipendente) Pathway aerobico NAD dipendente (PDH piruvato deidrogenasi)
 Nuovo pathway NAD dipendente (FDH1 formico deidrogenasi, NAD dipendente) Pathway aerobico NAD dipendente (PDH piruvato deidrogenasi)")
19
Anaerobiosi Effetto della presenza di una nuova FDH
aumento OD, consumo glucosio, etanolo, succinato diminuiscono lattato e acetato: et/ac aumenta fino a 36 volte Differenze tra wt e nuova aumentano consumo glucosio, OD, etanolo e succinato calano acetato e lattato La nuova sembra competere con la vecchia: comportamento simile se ha solo eterologa o entrambe

20
Drastico cambiamento metabolico
Deciso aumento NADH disponibile (raddoppia) Sono favoriti i prodotti ridotti, specialmente quelli che richiedono 2 NADH Etanolo diviene il maggior prodotto, 91% dei metaboliti prodotti Risultati simili si sono ottenuti clonando i geni di Zymomonas mobilis, ma qui non si è overespresso nessun enzima del pathway per l’etanolo
 Sono favoriti i prodotti ridotti, specialmente quelli che richiedono 2 NADH. Etanolo diviene il maggior prodotto, 91% dei metaboliti prodotti. Risultati simili si sono ottenuti clonando i geni di Zymomonas mobilis, ma qui non si è overespresso nessun enzima del pathway per l’etanolo.")
21
Incremento disponibilità NADH: caratterizzazione in aerobiosi
Si induce produzione di etanolo, lattato, succinato, a differenza che nel wild type Ambiente più riducente, per bilancio redox si producono anche prodotti di fermentazione. La quantità di prodotti non spiega tutto il formato che sparisce: parte del NADH viene respirato.

22
Addizione acido formico in lievito
Aumenta la disponibilità di NADH citoplasmatico Incremento della biomassa ceppo dipendente Produzione di etanolo!

23
Incremento quantità NAD(H) in lievito
 in lievito")
24
Aumento produzione riboflavina
Energia di mantenimento: la quantità di ATP che un microorganismo consuma per rimanere vitale e attivo, senza crescere. Produzione di riboflavina in Bacillus subtilis: il pathway biosintetico è stato oggetto di molti studi e migliorie (operoni multipli derepressi) la produzione sembra associata all’efficiente produzione di energia e a un basso metabolismo di mantenimento.
 la produzione sembra associata all’efficiente produzione di energia e a un basso metabolismo di mantenimento.")
25
La catena respiratoria ramificata di B. subtilis
Cit c bc ossidasi (qcrABC) caa3 ossidasi (ctaC-F) Ramo del citocromo c 2H+/e 2H+/e H2O Mena quinone aa3 ossidasi (qoxA-D) Ramo della quinolo ossidasi 2H+/e bd ossidasi (cydAB) 1H+/e O2 YthAB (ythAB) NDH-II (YilD) NADH ?H+/e 0H+/e
 caa3 ossidasi. (ctaC-F) Ramo del citocromo c. 2H+/e. 2H+/e. H2O. Mena. quinone. aa3 ossidasi. (qoxA-D) Ramo della quinolo. ossidasi. 2H+/e. bd ossidasi. (cydAB) 1H+/e. O2. YthAB. (ythAB) NDH-II. (YilD) NADH. H+/e. 0H+/e.")
26
REINDIRIZZARE IL FLUSSO DI ELETTRONI VERSO LA VIA PIU’ EFFICIENTE
Strategia In dipendenza dalla composizione della catena respiratoria, per ogni elettrone trasportato sono traslocati tra 1 e 4 protoni La composizione è modulata dalle condizioni colturali La catena dei Bacilli interessanti industrialmente opera ben al di sotto del massimo valore teorico REINDIRIZZARE IL FLUSSO DI ELETTRONI VERSO LA VIA PIU’ EFFICIENTE

27
Maintenance e produzione
0.39 mmol gluc/ gDW/h 0.67 mmol gluc/ gDW/h Dopo 48 h: incremento del 30% nella produzione di riboflavina

28
Produzione di Isoamil acetato: alterazioni nella disponibilità del CoA
Sintesi non naturale per E. coli Trasformato con gene AAT: alcol acetiltrasferasi Aggiunta esterna di alcol isoamilico Competizione per acetilCoA con le produzioni naturali EtOH e AcOH

29
Biosintesi CoA Oversepressione di PanK (Pantotenato kinasi), enzima limitante: aumenta tra il 125 e il 150% la concentrazione di CoA
, enzima limitante: aumenta tra il 125 e il 150% la concentrazione di CoA.")
30
Produzione di isoamilacetato
I flussi metabolici restano essenzialmente imperturbati, ma aggiungendo isoamilico si ottiene un buon incremento nella produzione di di isoamilacetato

31
Concludendo Le manipolazioni dei pool/flussi dei cofattori sono possibili con mezzi fisiologici e genetici, e possono fornire un ulteriore mezzo per ottimizzare le applicazioni di ingegneria metabolica, sia da soli che accoppiati a modificazioni metaboliche “classiche”

Presentazioni simili