Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
IL PLC /1 Programmable Logic Controller (Controllore a Logica Programmabile) Apparecchiatura elettronica programmabile per il controllo di macchine / processi industriali Nasce come elemento sostitutivo della logica cablata e dei quadri di controllo a relè Si qualifica in breve tempo come elemento insostituibile nell’ automazione di fabbrica, ovunque sia necessario un controllo elettrico di una macchina

2
DEFINIZIONE DI PLC (IEC 1131)
IL PLC /2 DEFINIZIONE DI PLC (IEC 1131) Sistema elettronico a funzionamento digitale, destinato all’uso in ambito industriale, che utilizza una memoria programmabile per l’archiviazione interna di istruzioni orientate all’utilizzatore per l’implementazione di funzioni specifiche, come quelle logiche, di sequenziamento, di temporizzazione, di conteggio e calcolo aritmetico, e per controllare, mediante ingressi ed uscite sia digitali che analogici, vari tipi di macchine e processi IEC = COMITATO ELETTRICO INTERNAZIONALE
 Sistema elettronico a funzionamento digitale, destinato all’uso in ambito industriale, che utilizza una memoria programmabile per l’archiviazione interna di istruzioni orientate all’utilizzatore per l’implementazione di funzioni specifiche, come quelle logiche, di sequenziamento, di temporizzazione, di conteggio e calcolo aritmetico, e per controllare, mediante ingressi ed uscite sia digitali che analogici, vari tipi di macchine e processi. IEC = COMITATO ELETTRICO INTERNAZIONALE.")
3
PERCHÉ IL PLC ? Perché offre . . . AFFIDABILITÀ FLESSIBILITÀ
SEMPLICITÀ D' USO FACILE MANUTENIBILITÀ ECONOMICITÀ ESPANDIBILITÀ NOTEVOLI POTENZIALITÀ DIAGNOSTICA SOFISTICATA AFFIDABILITÀ: è affidabile quel dispositivo che, utilizzato entro ben definiti campi di impiego, compie determinate funzioni rendendo il più basso possibile il tasso di guasto dovuto a disfunzioni dell’apparecchiatura stessa. Tra i campi normalmente indicati dal costruttore (ad es. OMRON, con relativi limiti), si hanno: Temperatura ambiente (tra 5° e 55°, anche se è possibile operare a temperature ambienti maggiori inserendo un sistema di ventilazione) Umidità (tra 30% e 80%, in caso essa sia superiore occorre munirsi di un deumidificatore) Vibrazioni sui tre assi, pur se con spostamenti minimi (3mm di spostamento in doppia ampiezza, freq Hz per un tempo massimo di 30 minuti) Shock meccanico: caduta, ribaltamento, urti (10 grammi con accelerazione di 100 m/sec2 per un massimo di 3 volte) L’affidabilità è inoltre legata all’ambiente: in esso non devono essere presenti gas corrosivi o infiammabili, spruzzi d’acqua, di olio o di altre sostanze chimiche, polvere di sale o di ferro. FLESSIBILITÀ: L’apparecchio è utilizzabile per diverse funzioni, in quanto tutto dipende dalla programmazione; è quindi assai diverso rispetto, ad esempio, ai dispositivi custom SEMPLICITÀ D’USO: linguaggio di programmazione semplice e derivato da schemi elettrotecnici. FACILE MANUTENIBILITÀ: Essendo praticamente indistruttibile c’è ben poco da fare. Manutenzione ordinaria semestrale o annuale. La presenza di spie o di messaggi evidenziati su dispositivi di visualizzazione consentono di verificare lo stato della macchina (es. batteria bassa, errore nella cartuccia di memoria, errore di comunicazione) DIAGNOSTICA SOFISTICATA: oltre all’autodiagnostica già citata in precedenza, grazie ad ulteriori spie è possibile sapere se un sensore o un attuatore collegato al PLC è rotto; nel caso del sensore, ad esempio, si ha che quando questo diventa ON anche la corrispondente spia lo diventa. In caso contrario o è rotto il sensore, o sono sbagliati i collegamenti o il collegamento è difettoso
, si hanno: Temperatura ambiente (tra 5° e 55°, anche se è possibile operare a temperature ambienti maggiori inserendo un sistema di ventilazione) Umidità (tra 30% e 80%, in caso essa sia superiore occorre munirsi di un deumidificatore) Vibrazioni sui tre assi, pur se con spostamenti minimi (3mm di spostamento in doppia ampiezza, freq Hz per un tempo massimo di 30 minuti) Shock meccanico: caduta, ribaltamento, urti (10 grammi con accelerazione di 100 m/sec2 per un massimo di 3 volte) L’affidabilità è inoltre legata all’ambiente: in esso non devono essere presenti gas corrosivi o infiammabili, spruzzi d’acqua, di olio o di altre sostanze chimiche, polvere di sale o di ferro. FLESSIBILITÀ: L’apparecchio è utilizzabile per diverse funzioni, in quanto tutto dipende dalla programmazione; è quindi assai diverso rispetto, ad esempio, ai dispositivi custom. SEMPLICITÀ D’USO: linguaggio di programmazione semplice e derivato da schemi elettrotecnici. FACILE MANUTENIBILITÀ: Essendo praticamente indistruttibile c’è ben poco da fare. Manutenzione ordinaria semestrale o annuale. La presenza di spie o di messaggi evidenziati su dispositivi di visualizzazione consentono di verificare lo stato della macchina (es. batteria bassa, errore nella cartuccia di memoria, errore di comunicazione) DIAGNOSTICA SOFISTICATA: oltre all’autodiagnostica già citata in precedenza, grazie ad ulteriori spie è possibile sapere se un sensore o un attuatore collegato al PLC è rotto; nel caso del sensore, ad esempio, si ha che quando questo diventa ON anche la corrispondente spia lo diventa. In caso contrario o è rotto il sensore, o sono sbagliati i collegamenti o il collegamento è difettoso.")
4
In tutte quelle applicazioni dove ...
DOVE USARE I PLC ? In tutte quelle applicazioni dove ... Sono richiesti più di 10 punti di I/O Si deve garantire un prodotto affidabile È richiesta una apparecchiatura con caratteristiche industriali Si devono prevedere espansioni e modifiche nella logica di controllo Sono richieste funzioni sofisticate come: Connessioni a computer, terminali, stampanti,. . . Elaborazioni matematiche Posizionamenti Regolazioni PID Espansioni e modifiche della logica di controllo non si necessita di personale specializzato per l’adeguamento (cablaggio) il tempo perso per il fermo macchina è molto ridotto
 il tempo perso per il fermo macchina è molto ridotto.")
5
TIPICHE APPLICAZIONI DEI PLC
MACCHINE UTENSILI MACCHINE PER LO STAMPAGGIO MACCHINE PER IMBALLAGGIO MACCHINE PER IL CONFEZIONAMENTO ROBOT / MONTAGGIO REGOLAZIONE PROCESSI CONTINUI MACCHINE TESSILI SISTEMI DI MOVIMENTAZIONE/TRASPORTO CONTROLLO ACCESSI Passaggi a livello e scambi ferroviari Parcheggi Apriporte supermercati Autolavaggi Ascensori

6
PRINCIPIO DI FUNZIONAMENTO DEL PLC

7
STRUTTURA DI UN PLC /1 ALIMENTATORE UNITÀ CENTRALE
MEMORIA DATI E MEMORIA PROGRAMMI UNITÀ DI INPUT/OUTPUT PERIFERICHE ARMADIO (RACK)
")
8
STRUTTURA DI UN PLC /2 Il CPU di PLC va a 5V; altri dispositivi a 12 ve 24v. L’alimentatore prende la tensione di rete e fornisce questi livelli. Prerogativa dell’alimentatore è che se manca l’alimentazione per meno di 10 msec non si perde niente, mentre se è tra 10 e 100 vengono staccate le uscite per impedire strani e pericolosi funzionamenti

9
STRUTTURA DI UN PLC /3 ALIMENTATORE
Provvede a fornire i corretti livelli di tensione e di corrente necessari al funzionamento dell’unità centrale e dei moduli aggiuntivi Esistono diversi modelli, in funzione della tensione di rete: 230 VAC 110 VAC 24 VDC

10
STRUTTURA DI UN PLC /4 CPU
È quel dispositivo che determina l'esecuzione del programma, dei calcoli e di tutte le elaborazioni logiche Interagisce con la memoria, i moduli di di I/O e le periferiche La sua potenza si esprime attraverso il set delle istruzioni e la velocità di elaborazione Esempio tipico: lunghezza istruzione 6 byte, numero istruzioni 27, tempo di esecuzione 10usec

11
STRUTTURA DI UN PLC /5 MEMORIA
Esistono diversi dispositivi di memoria: RAM: Consente rapide operazioni di lettura/scrittura. Deve essere sempre alimentata. Una batteria "tampone" mantiene i dati nel caso di caduta della tensione di alimentazione EPROM: Non richiede alimentazione, ma per poter essere "scritta" richiede un particolare dispositivo (programmatore di EPROM). La cancellazione avviene tramite raggi ultravioletti EEPROM: Riassume i vantaggi di Ram ed EPROM
. La cancellazione avviene tramite raggi ultravioletti. EEPROM: Riassume i vantaggi di Ram ed EPROM.")
12
STRUTTURA DI UN PLC /6 MEMORIA DI SISTEMA
Contiene il sistema operativo (firmware) del PLC, costituito da: routine di autotest iniziale dati del setup librerie
 del PLC, costituito da: routine di autotest iniziale. dati del setup. librerie.")
13
STRUTTURA DI UN PLC /7 MEMORIA DI PROGRAMMA
Contiene la sequenza di istruzioni (programma utente) che verrà eseguita dalla CPU Esistono diverse possibilità: RAM (per sviluppo e collaudo) EPROM (per programma definitivo) EEPROM (sia per fase di sviluppo che per versione definitiva)
 che verrà eseguita dalla CPU. Esistono diverse possibilità: RAM (per sviluppo e collaudo) EPROM (per programma definitivo) EEPROM (sia per fase di sviluppo che per versione definitiva)")
14
STRUTTURA DI UN PLC /8 MEMORIA DATI
Contiene le informazioni relative alle varie aree dati interne e di I/O Poiché, in funzione delle elaborazioni del programma, è necessario effettuare sulle aree dati veloci operazioni di lettura e di scrittura, è possibile utilizzare soltanto memorie di tipo RAM

15
STRUTTURA DI UN PLC /9 BATTERIA
Il mantenimento della memoria dati anche a fronte di cadute di alimentazione, viene assicurato da una batteria tampone Questa batteria alimenta anche l'eventuale RAM utilizzata per la memoria programmi La batteria ha una durata nominale di circa 5 anni (in relazione all' uso e all' ambiente) La fase di scaricamento della batteria viene segnalata in modo automatico dal PLC Uno scaricamento completo determina la perdita di dati e programma (se questo è in RAM)
 La fase di scaricamento della batteria viene segnalata in modo automatico dal PLC. Uno scaricamento completo determina la perdita di dati e programma (se questo è in RAM)")
16
STRUTTURA DI UN PLC /10 MODULI DI I/O
Permettono il collegamento del PLC al mondo esterno Sono disponibili: Moduli di INGRESSO DIGITALE (AC, DC, AC/DC) Moduli di USCITA DIGITALE (Relè, Transistor, Triac) Moduli di comunicazione Moduli speciali (AD-DA, Contatori veloci, Controlli assi, PID, ...)
 Moduli di USCITA DIGITALE (Relè, Transistor, Triac) Moduli di comunicazione. Moduli speciali (AD-DA, Contatori veloci, Controlli assi, PID, ...)")
17
Permettono il "colloquio" tra l'operatore (programmatore) ed il PLC
STRUTTURA DI UN PLC /11 PERIFERICHE Permettono il "colloquio" tra l'operatore (programmatore) ed il PLC Console di programmazione righe/grafica Interfaccia per personal computer Terminale operatore Interfaccia stampante
 ed il PLC. Console di programmazione righe/grafica. Interfaccia per personal computer. Terminale operatore. Interfaccia stampante.")
18
Altri dispositivi dell' unità centrale
STRUTTURA DI UN PLC /12 Altri dispositivi dell' unità centrale Selettore della modalità operativa Connettore per unità di programmazione Selettore RAM/EPROM Circuiti di autodiagnosi Relè di RUN o inibitore delle uscite Indicatori dello stato degli I/O Morsetterie I/O Connettore per espansione I/O Selettore modalità operativa: Apprendimento o programmazione Esecuzione Monitoraggio Selettore RAM/EPROM: Quando si installa una EPROM occorre informare la CPU sulla sorgente dalla quale attingere il programma, altrimenti lo cerca in RAM

19
STRUTTURA DI UN PLC /13 ARMADIO (RACK)
Contiene tutti i moduli del sistema PLC e garantisce: La connessione elettrica La connessione meccanica La schermatura È progettato per resistere a: Shock Vibrazioni Condizioni ambientali sfavorevoli Shock: caduta, ribaltamento, urti (10 grammi con accelerazione di 100 m/sec2 per un massimo di 3 volte)Vibrazioni: sui tre assi, pur se con spostamenti minimi (3mm di spostamento in doppia ampiezza, freq Hz per un tempo massimo di 30 minuti) Condizioni ambientali sfavorevoli Temperatura di esercizio (5°C - 55°C) Temperatura di immagazzinamento (-40°C - +85°C) Umidità relativa (30% - 80%)
Vibrazioni: sui tre assi, pur se con spostamenti minimi (3mm di spostamento in doppia ampiezza, freq Hz per un tempo massimo di 30 minuti) Condizioni ambientali sfavorevoli. Temperatura di esercizio (5°C - 55°C) Temperatura di immagazzinamento (-40°C - +85°C) Umidità relativa (30% - 80%)")
20
PERIFERICHE /1 Piccoli display a cristalli liquidi presenti sul PLC

21
PERIFERICHE /2 Sistema di sviluppo basato su PC

22
PERIFERICHE /3

23
COME SI PRESENTA UN PLC /1
ARMADIO (CESTELLO O RACK) - contiene gli altri moduli - assicura la connessione elettrica attraverso il bus sul fondo del rack MODULO PROCESSORE - scheda a microprocessore - controlla e supervisiona tutte le operazioni eseguite all’interno del sistema
 - contiene gli altri moduli. - assicura la connessione elettrica attraverso il bus sul fondo del rack. MODULO PROCESSORE. - scheda a microprocessore. - controlla e supervisiona tutte le operazioni eseguite all’interno del sistema.")
24
COME SI PRESENTA UN PLC /2
MODULI I/O - schede che permettono l’interfacciamento del modulo processore con il mondo esterno

25
COME SI PRESENTA UN PLC /3
ALIMENTATORE - alimentazione per tutte le schede presenti nel cestello

26
COME SI PRESENTA UN PLC /4
PLC compatto

27
CARATTERISTICHE DI UN PLC /1
Numero max. I/O Tipologia moduli di I/O Criterio costruttivo (monoblocco, modulare) Massima dimensione del programma (capacità di memoria) Set di istruzioni Tempo di scansione Espandibilità Moduli speciali Periferiche Collegabilità in rete Moduli speciali: PID, posizionamento assi, Ascii o interfaccia operatore, comunicazione. Tempo di scansione misurato in msec/Kbyte. Espandibilità: massimo numero di I/O collegabili in cascata.
 Massima dimensione del programma (capacità di memoria) Set di istruzioni. Tempo di scansione. Espandibilità. Moduli speciali. Periferiche. Collegabilità in rete. Moduli speciali: PID, posizionamento assi, Ascii o interfaccia operatore, comunicazione. Tempo di scansione misurato in msec/Kbyte. Espandibilità: massimo numero di I/O collegabili in cascata.")
28
CARATTERISTICHE DI UN PLC /2

29
CARATTERISTICHE DI UN PLC /3

30
CARATTERISTICHE DI UN PLC /4

31
MODULI DI INGRESSO DIGITALE /1
Trasducono una tensione tutto o niente in uno stato logico interpretabile dalla CPU Utilizzo di disaccoppiatori ottici Tipologie: per soli segnali in corrente continua ( V) NPN (logica negativa) PNP (logica positiva) per soli segnali in corrente alternata ( V) universali per conteggio veloce A questi ingressi sono normalmente collegati finecorsa, pulsanti, selettori, contatti di relè, encoder ottici (trasduttore di posizione angolare che converte la posizione angolare assunta dall’albero in un segnale elettrico digitale), sensori di prossimità; occorre talvolta realizzare semplici interfacce (quando non già comprese nel sensore) per adattare il segnale del sensore al circuito di ingresso. Naturalmente è necessario che la corrente che attraversa l’ingresso non sia tale da rompere gli elementi in esso presenti (Imax=?), magari perché ci si è sbagliati ad alimentare i sensori per cui escono ad esempio con più di 24 V su un ingresso da 24. A pagina 273 AGAZZI ci sono valori di Imax e di VMax. Tempo di commutazione degli ingressi Circa 20 msec. È il tempo impiegato dall’elettronica presente per adeguare la memoria dati di ingresso a quanto imposto dal campo. Questo parametro non dà problemi se si lavora con pulsanti, ma se è un encoder che si collega i problemi ci sono eccome, anche perché se i segnali dall’esterno giungono più velocemente rispetto alla scansione del programma, allora questi vengono persi. Ecco perché gli ingressi non filtrati, detti anche veloci, adibiti al conteggio, che vanno fino a frequenze di 80 KHz.
 NPN (logica negativa) PNP (logica positiva) per soli segnali in corrente alternata ( V) universali. per conteggio veloce. A questi ingressi sono normalmente collegati finecorsa, pulsanti, selettori, contatti di relè, encoder ottici (trasduttore di posizione angolare che converte la posizione angolare assunta dall’albero in un segnale elettrico digitale), sensori di prossimità; occorre talvolta realizzare semplici interfacce (quando non già comprese nel sensore) per adattare il segnale del sensore al circuito di ingresso. Naturalmente è necessario che la corrente che attraversa l’ingresso non sia tale da rompere gli elementi in esso presenti (Imax= ), magari perché ci si è sbagliati ad alimentare i sensori per cui escono ad esempio con più di 24 V su un ingresso da 24. A pagina 273 AGAZZI ci sono valori di Imax e di VMax. Tempo di commutazione degli ingressi. Circa 20 msec. È il tempo impiegato dall’elettronica presente per adeguare la memoria dati di ingresso a quanto imposto dal campo. Questo parametro non dà problemi se si lavora con pulsanti, ma se è un encoder che si collega i problemi ci sono eccome, anche perché se i segnali dall’esterno giungono più velocemente rispetto alla scansione del programma, allora questi vengono persi. Ecco perché gli ingressi non filtrati, detti anche veloci, adibiti al conteggio, che vanno fino a frequenze di 80 KHz.")
32
MODULI DI INGRESSO DIGITALE /2
Schemi di cablaggio per ingressi C.C. 24 V PNP, C.C. 24 V NPN, 230 V A.C.

33
MODULI DI INGRESSO DIGITALE /3
Circuito elettrico di ingresso di un PLC OMRON. La configurazione è per segnali CC, con accoppiamento NPN

34
MODULI DI INGRESSO DIGITALE /4
Connessione di un sensore con uscita NPN a un PLC con ingressi NPN

35
MODULI DI INGRESSO DIGITALE /5
Connessione di un sensore con uscita PNP a un PLC con ingressi PNP

36
MODULI DI USCITA DIGITALE /1
Trasducono gli stati logici presenti nella memoria dati di Output in segnali elettrici che commutano fisicamente il punto di uscita Utilizzo di disaccoppiatori ottici Tipologie: triac triac per carichi in C.A. ( V) transistor carichi in C.C. di tipo NPN o PNP (5, 12 ,24 V) relè per carichi in C.A. ( V) per carichi in C.C. (5, 12, 24 V)
 transistor. carichi in C.C. di tipo NPN o PNP (5, 12 ,24 V) relè. per carichi in C.A. ( V) per carichi in C.C. (5, 12, 24 V)")
37
Schemi di cablaggio per uscite a relè, a triac e a transistor (PNP)
MODULI DI USCITA DIGITALE /2 Schemi di cablaggio per uscite a relè, a triac e a transistor (PNP)
")
38
MODULI DI USCITA DIGITALE /3
Schema interno e di cablaggio di uscite digitali a relè (A.C. e D.C.) nei PLC OMRON.
 nei PLC OMRON.")
39
MODULI DI USCITA DIGITALE /4
Connessione di un attuatore ad un PLC con uscita a transistor PNP

40
MODULI DI USCITA DIGITALE /5
Connessione di un attuatore ad un PLC con uscita a transistor NPN Collegando un attuatore tra il + e common e output a – succede che se c’è solo quell’attuatore funziona bene, ma se ce ne sono degli altri collegati correttamente succede che quando partono gli altri potrebbe partire anche il primo (c’è un partitore di tensione tra i dispositivi)
")
41
MODULI SPECIALI Moduli intelligenti
Moduli per l' interfacciamento di termocoppie Moduli di conteggio veloce Moduli di posizionamento assi Moduli ASCII Moduli PID (Proportional Integrative Derivative) Orodatario Moduli di comunicazione Moduli di backup
 Orodatario. Moduli di comunicazione. Moduli di backup.")
42
LA SCANSIONE DEL PLC /1 Scansione sincrona di ingresso e di uscita

43
LA SCANSIONE DEL PLC /2 MODALITÀ CICLICA IN SEQUENZA LETTURA RETE
LETTURA INGRESSI ESECUZIONE PROGRAMMA TEMPO DI ATTESA AGGIORNAMENTO USCITE GESTIONE DELLA RETE TEMPO DI SCANSIONE INTERVALLO DI TEMPO NECESSARIO PER ESEGUIRE UN CICLO DEL PROGRAMMA LETTURA INGRESSI RETE AGGIOR- NAMENTO USCITE ESECUZIONE PROGRAMMA TEMPO DI ATTESA Nel tempo di attesa sono compresi, ad esempio, il controllo di eventuali malfunzionamenti dell’apparecchiatura e la gestione e ripristino del watch dog.

44
LA SCANSIONE DEL PLC /3 Scansione sincrona di ingresso e asincrona di uscita

45
LA SCANSIONE DEL PLC /4 Scansione asincrona di ingresso e di uscita

46
ELEMENTI FUNZIONALI DEL PLC

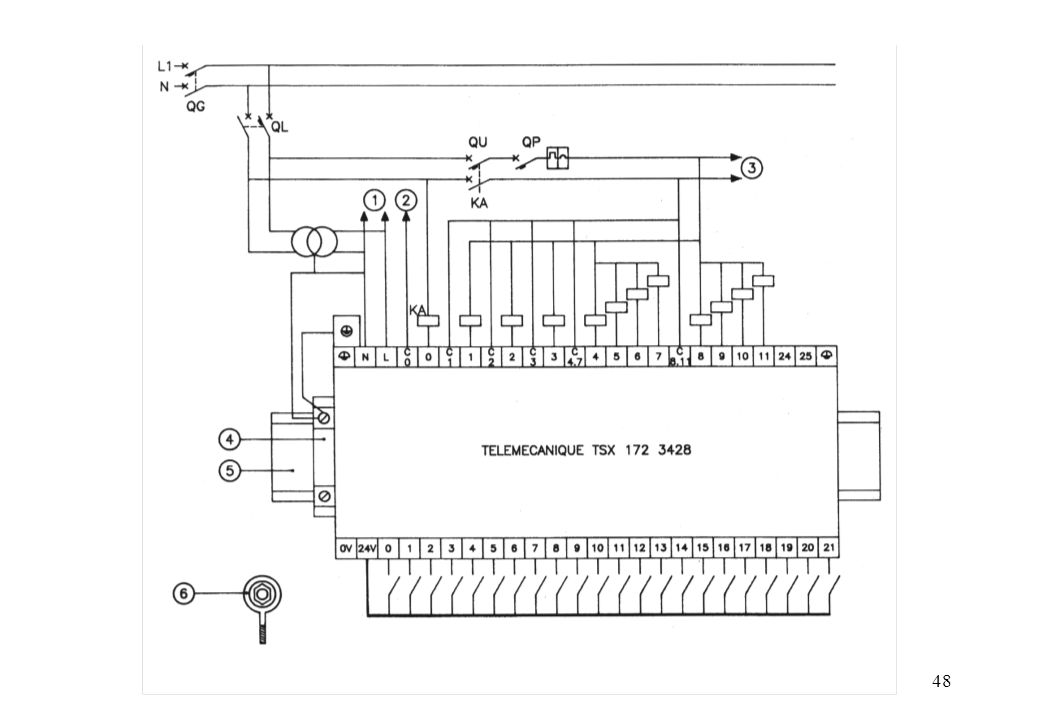
47
LA MESSA IN SERVIZIO DEL PLC
Conformità alle norme vigenti (Es.: CEI 664, CEI 65A, CEI 68, CEI 69, RINA) Adeguata distanza tra il PLC ed eventuali altre apparecchiature Correttezza e funzionalità del cablaggio cavi schermati quando necessario cavi opportunamente dimensionati Eventuale inserimento di soppressori d’arco Prestare attenzione alla rimozione delle cartucce di memoria
 Adeguata distanza tra il PLC ed eventuali altre apparecchiature. Correttezza e funzionalità del cablaggio. cavi schermati quando necessario. cavi opportunamente dimensionati. Eventuale inserimento di soppressori d’arco. Prestare attenzione alla rimozione delle cartucce di memoria.")
49
CIM (Computer Integrated Manifacturing)
LA LOGICA CIM /1 CIM (Computer Integrated Manifacturing) Definizione Impiego articolato e cooperante della tecnologia informatica nei processi di progettazione, produzione, distribuzione, per acquisire un durevole vantaggio competitivo. Ambito Tutte le funzioni dell’impresa che possono essere assistite dall’elaboratore, essere automatizzate e quindi eseguite e controllate dall’elaboratore, con un alto livello di integrazione.
 Definizione. Impiego articolato e cooperante della tecnologia informatica nei processi di. progettazione, produzione, distribuzione, per acquisire un durevole vantaggio competitivo. Ambito. Tutte le funzioni dell’impresa che possono. essere assistite dall’elaboratore, essere automatizzate e quindi eseguite e controllate dall’elaboratore, con un alto livello di integrazione.")
50
La piramide CIM (Computer Integrated Manifacturing)
LA LOGICA CIM /2 La piramide CIM (Computer Integrated Manifacturing)
")
51
LA LOGICA CIM /3 La piramide CIM
Livello 0: sensori, attuatori, tools legati al processo esecutivo Livello 1: sistemi industriali che comandano direttamente i processi al livello 0 (comando individuale delle macchine e del processo – controllo di macchina) Livello 2: workshop computer (comando centralizzato delle macchine e del processo – controllo di cella) Livello 3: high performance computer per il management e la supervisione delle unità di processo (gestione della produzione – controllo di area) Livello 4: mainframe per il governo del management, gestione commesse e amministrazione centrale delle attività di fabbrica (pianificazione della gestione globale)
 Livello 2: workshop computer (comando centralizzato delle macchine e del processo – controllo di cella) Livello 3: high performance computer per il management e la supervisione delle unità di processo (gestione della produzione – controllo di area) Livello 4: mainframe per il governo del management, gestione commesse e amministrazione centrale delle attività di fabbrica (pianificazione della gestione globale)")
52
Livello 0: sensori/attuatori
LA LOGICA CIM /4 Livello 0: sensori/attuatori E’ costituito dall’insieme dei sensori e degli attuatori, ossia dai dispositivi di campo che vengono interfacciati direttamente all’impianto industriale costituendo la sezione di ingresso – uscita del sistema di controllo. La funzione del livello 0 è quella di riportare al livello sovrastante le misure di processo e di attuare i comandi ricevuti da esso. Il livello di intelligenza richiesto ai dispositivi di campo è limitata, dovendo essi soltanto trasdurre grandezze fisiche di varia natura (es. temperatura, pressione, tensione, ecc.) a segnali tipicamente di tipo elettrico (corrente e tensione) e viceversa. E’ bene notare come sia crescente la tendenza di dotare sensori ed attuatori di intelligenza dedicata anche alla gestione di una interfaccia di comunicazione digitale e seriale.
 a segnali tipicamente di tipo elettrico (corrente e tensione) e viceversa. E’ bene notare come sia crescente la tendenza di dotare sensori ed attuatori di intelligenza dedicata anche alla gestione di una interfaccia di comunicazione digitale e seriale.")
53
Livello 1: Controllo di macchina
LA LOGICA CIM /5 Livello 1: Controllo di macchina E’ costituito dai controllori, solitamente di tipo automatico o semiautomatico, interfacciati con i sensori e gli attuatori dei dispostivi meccanici facenti parte di una stessa unità operatrice. Le apparecchiature del livello 1 sono i controllori a logica programmabile (PLC, Programmable Logic Controller), semplici sistemi di controllo distribuito (DCS, Distributed Control System), centri di lavorazione a controllo numerico (CNC, Computer Numeric Controller). Le funzioni cui il controllo di macchina è preposto sono la regolazione diretta delle variabili e la realizzazione sequenziale di operazioni; tali operazioni non sono in genere molto complesse, ma devono essere coordinate con quelle fatte eseguire alle altre macchine attraverso l’operato del livello superiore.
, semplici sistemi di controllo distribuito (DCS, Distributed Control System), centri di lavorazione a controllo numerico (CNC, Computer Numeric Controller). Le funzioni cui il controllo di macchina è preposto sono la regolazione diretta delle variabili e la realizzazione sequenziale di operazioni; tali operazioni non sono in genere molto complesse, ma devono essere coordinate con quelle fatte eseguire alle altre macchine attraverso l’operato del livello superiore.")
54
Livello 2: Controllo di cella
LA LOGICA CIM /6 Livello 2: Controllo di cella I controllori costituenti questo livello regolano il funzionamento di tutte le macchine operatrici costituenti una cella di lavoro attraverso la comunicazione con i relativi controllori; le operazioni svolte a questo livello sono analoghe a quelle del livello 1 risultando soltanto più complesse e a maggior spettro in varietà e dimensioni. In modo analogo i controllori PLC e DCS del livello 2 sono più potenti in termini di capacità elaborativa, memoria, comunicazione, ecc.; crescente interesse, soprattutto dal punto di vista economico, rivestono le moderne soluzioni di automazione basate su Personal Computer (PC).
.")
55
Livello 3: Controllo di area
LA LOGICA CIM /7 Livello 3: Controllo di area E’ costituito dal sistema di supervisione, controllo e acquisizione dati (Supervisory Control And Data Acquisition SCADA); le apparecchiature su cui sono implementate le piattaforme software sono tipicamente Work Station o PC nelle applicazioni più semplici. Le funzioni svolte a livello 3 sono quelle legate alla gestione dell’intero processo controllato: gestione operativa intesa come impostazione del lotto da produrre o dei cicli di lavorazione, gestione delle situazioni di allarme, analisi dei risultati, ecc. Il controllo di area differisce sostanzialmente da quello di macchina e di cella, in quanto i requisiti di elaborazione real-time sono fortemente ridotti; le funzioni infatti che devono essere svolte a questo livello sono fortemente dipendenti dall’operatore eventualmente coadiuvato da sistemi automatici di tipo gestionale che però lavorano su orizzonti temporali e con obiettivi completamente differenti. Restano invece molto importanti i tempi di risposta dell’intero sistema per quanto concerne la rilevazione e segnalazione di eventuali situazioni di allarme in cui l’operatore può e deve essere in grado di prendere provvedimenti.
; le apparecchiature su cui sono implementate le piattaforme software sono tipicamente Work Station o PC nelle applicazioni più semplici. Le funzioni svolte a livello 3 sono quelle legate alla gestione dell’intero processo controllato: gestione operativa intesa come impostazione del lotto da produrre o dei cicli di lavorazione, gestione delle situazioni di allarme, analisi dei risultati, ecc. Il controllo di area differisce sostanzialmente da quello di macchina e di cella, in quanto i requisiti di elaborazione real-time sono fortemente ridotti; le funzioni infatti che devono essere svolte a questo livello sono fortemente dipendenti dall’operatore eventualmente coadiuvato da sistemi automatici di tipo gestionale che però lavorano su orizzonti temporali e con obiettivi completamente differenti. Restano invece molto importanti i tempi di risposta dell’intero sistema per quanto concerne la rilevazione e segnalazione di eventuali situazioni di allarme in cui l’operatore può e deve essere in grado di prendere provvedimenti.")
56
BUS DI CAMPO /1 Un bus di campo è . . . Il bus di campo nei PLC
un sistema per la comunicazione industriale, nel quale due o più apparecchiature possono scambiarsi informazioni usufruendo di un unico fascio di conduttori, ai quali possono accedere secondo particolari regole chiamate protocolli Il bus di campo nei PLC Nel 1973 venne per la prima volta inclusa in alcuni PLC la capacità di comunicare attraverso bus dedicati; questa innovazione consente di collocare il PLC in un punto molto distante dalla macchina che controlla La comunicazione che interessa più specificamente gli azionamenti si svolge a livello di campo (fieldbus) e comprende lo scambio di informazioni tra l'unità di governo (PLC, CNC, PC), gli azionamenti, l'interfaccia operatore e i trasduttori, con lo scopo di coordinare e attuare le diverse regolazioni previste. Il flusso informativo quindi è caratterizzato dallo scambio di dati specifici e codificati secondo formati comuni a gran parte delle realizzazioni (informazioni a 8-16 bit che definiscono le variabili di stato o i riferimenti, dati logici binari per i consensi e le segnalazioni ); la velocità di scambio deve essere relativamente elevata e in molti casi garantire il sincronismo delle operazioni per ottenere la corretta temporizzazione degli algoritmi di regolazione
 e comprende lo scambio di informazioni tra l unità di governo (PLC, CNC, PC), gli azionamenti, l interfaccia operatore e i trasduttori, con lo scopo di coordinare e attuare le diverse regolazioni previste. Il flusso informativo quindi è caratterizzato dallo scambio di dati specifici e codificati secondo formati comuni a gran parte delle realizzazioni (informazioni a 8-16 bit che definiscono le variabili di stato o i riferimenti, dati logici binari per i consensi e le segnalazioni ); la velocità di scambio deve essere relativamente elevata e in molti casi garantire il sincronismo delle operazioni per ottenere la corretta temporizzazione degli algoritmi di regolazione.")
57
I vantaggi del bus di campo . . . Conseguentemente si ha . . .
La comunicazione tramite bus di campo permette lo scambio di dati che sarebbero più difficilmente o non affatto trasmissibili in altro modo Lo scambio di dati si effettua secondo un meccanismo standard Conseguentemente si ha Flessibilità di estensione Raccordo di moduli diversi su di una stessa linea Possibilità di collegamento di prodotti di fabbricanti diversi Distanze coperte dal bus superiori a quelle raggiunte mediante cablaggio tradizionale Riduzione massiccia di cavi e relativo costo Estensione dei campi di applicazione Riduzione dei costi globali Semplificazione della messa in servizio Riduzione dei costi di engeneering (una volta acquisita l’esperienza necessaria) Disponibilità di strumenti di messa in servizio e diagnosi
 Disponibilità di strumenti di messa in servizio e diagnosi.")
58
Gli svantaggi del bus di campo . . .
Necessità di conoscenze superiore Investimento in strumenti e accessori (tools di monitoraggio e diagnosi, ecc) abbastanza onerosi Costi apparentemente maggiori Compatibilità tra prodotti di fornitori distinti non sempre priva di problemi come si vuol spesso far credere
 abbastanza onerosi. Costi apparentemente maggiori. Compatibilità tra prodotti di fornitori distinti non sempre priva di problemi come si vuol spesso far credere.")
59
Chi è interessato ai bus di campo . . .
Operatori che lavorano su macchine che utilizzano i bus di campo Operatori che realizzano sistemi di automazione facenti ricorso ai bus di campo (System integrator) Produttori e fornitori di elementi collegabili ai bus di campo
 Produttori e fornitori di elementi collegabili ai bus di campo.")
60
BUS DI CAMPO /5

61
Struttura ad anello (Ring)
TOPOLOGIA DI RETE /1 Struttura ad anello (Ring) Vantaggi Il segnale è rigenerato in ogni nodo La comunicazione è unidirezionale Svantaggi Difficoltà nell’estendere la rete Arresto delle comunicazioni in caso di guasto di un componente del circuito
 Vantaggi. Il segnale è rigenerato in ogni nodo. La comunicazione è unidirezionale. Svantaggi. Difficoltà nell’estendere la rete. Arresto delle comunicazioni in caso di guasto di un componente del circuito.")
62
TOPOLOGIA DI RETE /2 Struttura a stella Vantaggi Svantaggi
Facilità nell’estendere la rete La comunicazione non si interrompe in caso di guasto di un componente del circuito (purchè questo non sia il nodo centrale) Svantaggi Notevole quantità di cavi Non si possono coprire grandi distanze senza aggiungere hardware apposito (ad es. repeater)
 Svantaggi. Notevole quantità di cavi. Non si possono coprire grandi distanze senza aggiungere hardware apposito (ad es. repeater)")
63
TOPOLOGIA DI RETE /3 Struttura ad albero Vantaggi Svantaggi
Facilità nell’estendere la rete La comunicazione non si interrompe in caso di guasto di un componente del circuito Svantaggi Non si possono coprire grandi distanze senza aggiungere hardware apposito (ad es. repeater)
")
64
INTERFACCE PER LA COMUNICAZIONE
RS-232 Per comunicazioni punto a punto Trasmissione con potenziali riferiti a massa Possibile comunicazione full-duplex RS-422 Trasmissione differenziale RS-485 Per comunicazioni su bus Possibile comunicazione half-duplex ISO (low speed) /ISO (high speed) Possibile comunicazione full-duplex (con controllo delle collisioni)
 /ISO (high speed) Possibile comunicazione full-duplex (con controllo delle collisioni)")
65
MEZZI FISICI DI TRASMISSIONE /1
Si caratterizzano principalmente per: la banda passante (la massima velocità di trasmissione dei dati consentita, misurata in Hz o più spesso in bit/s ), l'immunità ai disturbi, la lunghezza massima consentita senza necessità di ripetitori, il costo, la durata, l'affidabilità.
, l immunità ai disturbi, la lunghezza massima consentita senza necessità di ripetitori, il costo, la durata, l affidabilità.")
66
MEZZI FISICI DI TRASMISSIONE /2
Doppino telefonico Cavo coassiale Fibre ottiche Onde convogliate Onde radio Ethernet

67
ASPETTI FISICI DEI COLLEGAMENTI /1
Riflessione del segnale agli estremi della linea Arrotondamento del segnale Terminazione della linea Biforcazioni possibilmente tramite splitter Limite di 32 (o 64) nodi per segmento di rete (o utilizzo di repeater) Evitare di inserire repeater in cascata Ottimizzazione della lunghezza del cavo Separazione delle linee di comunicazione dai cavi di potenza Messa a terra della schermatura dei cavi Pianificazione dei percorsi dei rami della rete Aggiornamento della documentazione
 nodi per segmento di rete (o utilizzo di repeater) Evitare di inserire repeater in cascata. Ottimizzazione della lunghezza del cavo. Separazione delle linee di comunicazione dai cavi di potenza. Messa a terra della schermatura dei cavi. Pianificazione dei percorsi dei rami della rete. Aggiornamento della documentazione.")
68
ASPETTI FISICI DEI COLLEGAMENTI /2

69
MECCANISMI DI COMUNICAZIONE
Master-slave (BitBus) Multi-master CSMA/CD (Ethernet) CSMA/CA (Controller Area Network CAN) Toking passing (Process Field Bus Profibus) Soluzioni specifiche (InterBus-S, Serial time communication system Sercos, Factory Instrumentation protocol FIP, ecc) L’accesso alla rete, le priorità dei dispositivi e le tecniche di distribuzione delle informazioni sono descritte da alcune modalità di cui si presentano di seguito le principali, ricordando che sono spesso presente varianti che le possono alterare o modificare in diversi modi. In altri casi si utilizzano per motivi di marketing denominazioni diverse per le stesse strutture.
 Multi-master. CSMA/CD (Ethernet) CSMA/CA (Controller Area Network CAN) Toking passing (Process Field Bus Profibus) Soluzioni specifiche (InterBus-S, Serial time communication system Sercos, Factory Instrumentation protocol FIP, ecc) L’accesso alla rete, le priorità dei dispositivi e le tecniche di distribuzione delle informazioni sono descritte da alcune modalità di cui si presentano di seguito le principali, ricordando che sono spesso presente varianti che le possono alterare o modificare in diversi modi. In altri casi si utilizzano per motivi di marketing denominazioni diverse per le stesse strutture.")
70
SCHEDATURA Bus di cella Bus di campo Bus sensori/attuatori

Presentazioni simili













 Anno accademico 2008/2009 Prof. Giuseppe Mastronardi Ing.>")





