Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
EVOLUZIONE DEI PROCESSI DI SALDATURA E NUOVI TRAGUARDI APPLICATIVI
Bari, 25 Febbraio 2006 Laser welding di leghe di alluminio e titanio in configurazione butt-joint Relatori: Giuseppe Daurelio Agostino Scialpi - Giuseppe Daurelio CNR-INFM-UdR di Bari - Agostino Scialpi Politecnico di Bari - Luigi De Filippis Politecnico di Bari - Pietro Di Summa Staff

2
(CNR-INFM-UdR di Bari);
Prof. Ing. A.D. Ludovico Dott. Ing. L.A.C. De Filippis Dott. Ing. M. Spera Dott. Ing. S. Rocco Dott. Ing. F. Squeo Dipartimento di Ingegneria Meccanica e Gestionale – DIMeG – Politecnico di Bari Dott. A. Ancona CNR-INFM-UdR di Bari Prof. M. Lugarà Dipartimento di Fisica Università di Bari Prof.ssa I.M. Catalano P.I. Giuseppe Daurelio (CNR-INFM-UdR di Bari); Prof. Ing. F. Capece Dipartimento di Ingegneria dei Materiali e della Produzione – Università di Napoli - Federico II Dott. Ing. F. Curcio Dipartimento di Ingegneria Meccanica – Università di Salerno
; Prof. Ing. F. Capece. Dipartimento di Ingegneria dei Materiali e della Produzione – Università di Napoli - Federico II. Dott. Ing. F. Curcio. Dipartimento di Ingegneria Meccanica – Università di Salerno.")
3
Introduzione Leghe di alluminio Leghe di titanio Leghe per l’ingegneria

4
Introduzione

5
Introduzione Tecniche a basso apporto termico: Saldatura laser Friction Stir Welding Leghe di allumino: bassa saldabilità Titanio La saldatura laser consente di produrre giunti di più alta qualità (cordone stretto, minori deformazioni…)
")
6
Introduzione Primo step Illustrazione di quanto studiato, sperimentato e caratterizzato sulla saldatura al laser di diverse leghe di titanio e di alluminio dai gruppi di ricerca prima presentati. Secondo step Esposizione di uno studio condotto sulla saldabilità al laser di due specifiche leghe, una di titanio ed una di alluminio: Ti6Al4V AA 6082-T6

7
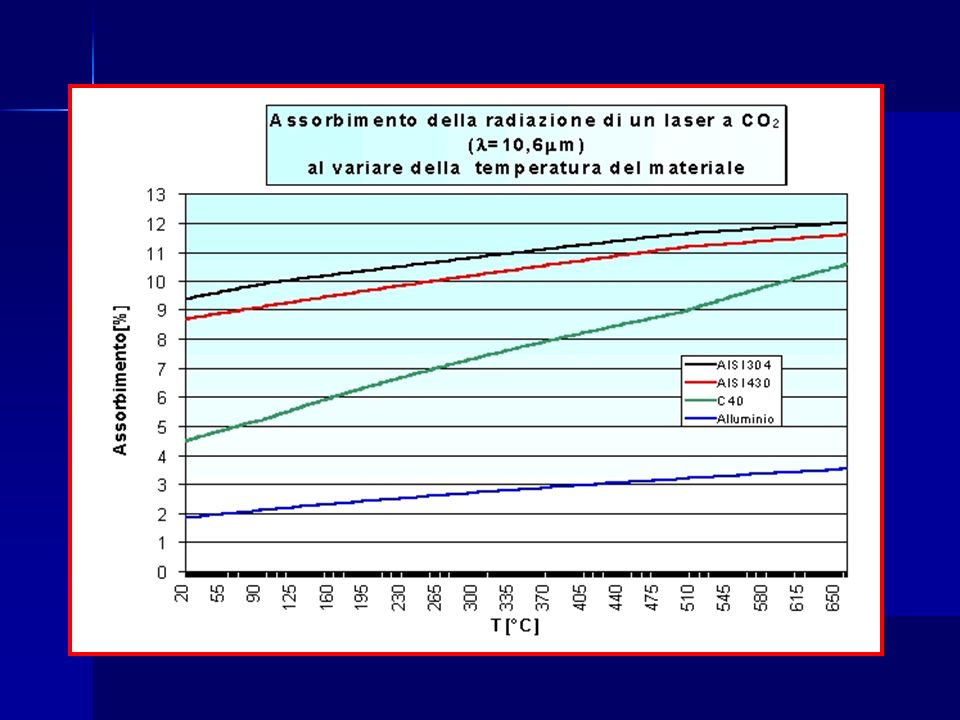
Comportamento di un materiale sottoposto all’azione di un fascio laser
Formula di Arata A%: assorbimento percentuale del materiale metallico r: resistività elettrica (mWcm ) del materiale metallico (variabile con la temperatura) Materiale Cond. termica* (W/m·K) Ass.* (%) Al (puro) 210 1,8 AISI 316 16,3 9,6 Cu (puro) 385 1,5 AISI 430 26,1 8,7 AISI 304 16,2 9,5 Ti (puro) 17 8,3 * Valutati a 20°C
 del materiale metallico (variabile con la temperatura) Materiale. Cond. termica* (W/m·K) Ass.* (%) Al (puro) ,8. AISI ,3. 9,6. Cu (puro) ,5. AISI ,1. 8,7. AISI ,2. 9,5. Ti (puro) 17. 8,3. * Valutati a 20°C.")
9
Sono inoltre stati individuati 2 nuovi aspetti:
AISI 304 Grazie alla notevolissima quantità di dati, pubblicazioni, ricerche a disposizione sulla saldatura laser dell’AISI 304, si è preso questo materiale come metro di riferimento (materiale campione). Comparando, in sperimentazioni in serie, i risultati ottenuti sull’AISI 304 con quelli ottenuti sulle leghe di alluminio. Sono inoltre stati individuati 2 nuovi aspetti: Effetto del rapporto tra profondità di penetrazione e spessore sull’efficienza del processo; Comportamento del fuso prodotto da fascio laser inclinato.
. Comparando, in sperimentazioni in serie, i risultati ottenuti sull’AISI 304 con quelli ottenuti sulle leghe di alluminio. Sono inoltre stati individuati 2 nuovi aspetti: Effetto del rapporto tra profondità di penetrazione e spessore sull’efficienza del processo; Comportamento del fuso prodotto da fascio laser inclinato.")
10
AISI 304 Effetto del rapporto tra profondità di penetrazione e spessore sull’efficienza del processo 21 mm3/kJ 26 mm3/kJ 37 mm3/kJ 38 mm3/kJ MH T Si è verificato sperimentalmente che WE ha un andamento crescente col rapporto MH/T fino al massimo in cui questo valore è 1 (completa penetrazione).
.")
11
Detto fenomeno è tanto più evidente quanto: minore è la velocità,
Comportamento del fuso prodotto da fascio laser inclinato AISI 304 Considerando un gran numero di macrografie si è potuto notare che tutti i fusi, prodotti da fascio laser inclinato di 70° e 80° sono “inclinati” come il fascio laser incidente che li ha prodotti. In realtà nel fuso, c’è una prima parte (dalla corona verso l’interno) a 70° o 80°, mentre la rimanente parte (dalla mezzeria del fuso verso la radice) si va a collocare a ≈ 90°. Questa rotazione è, in prima ipotesi, attribuibile alla forza di gravità. In moltissime sezioni trasversali appare, con molta evidenza, quasi un secondo cordone, che si pronuncia dal basso verso il centro del fuso Detto fenomeno è tanto più evidente quanto: minore è la velocità, più alta è la Potenza, più si riduce α – angolo di incidenza del fascio (meglio 70° che 80°), maggiore è lo spessore da saldare.
 a 70° o 80°, mentre la rimanente parte (dalla mezzeria del fuso verso la radice) si va a collocare a ≈ 90°. Questa rotazione è, in prima ipotesi, attribuibile alla forza di gravità. In moltissime sezioni trasversali appare, con molta evidenza, quasi un secondo cordone, che si pronuncia dal basso verso il centro del fuso. Detto fenomeno è tanto più evidente quanto: minore è la velocità, più alta è la Potenza, più si riduce α – angolo di incidenza del fascio (meglio 70° che 80°), maggiore è lo spessore da saldare.")
12
Leghe rappresentative
Leghe di Alluminio Classe Elementi principali Elementi secondari Leghe rappresentative Serie 1xxx Al puro - 1100 Serie 2xxx Cu Mg, Mn, Li 2048, 2090, Avional Serie 3xxx Mn 3003 Aluman Serie 4xxx Si Cu, Mg 4032 Extrudal Serie 5xxx Mg Cr, Mn 5083, Peraluman Serie 6xxx Si-Mg 6061 Anticorodal Serie 7xxx Zn Cu, Mg, Zr Ergal, Zergal Serie 8xxx Li Cu, Mg Serie 9xxx Speciali Al-Fe-Ce

13
Classe Applicazioni tipiche 1xxx Contenitori per alimenti e bevande, parti resistenti alla corrosione ma poco.sollecitate, rivestimenti 2xxx Componenti aeronautici, trafilati per rivetti, parti resistenti al calore e fortemente sollecitate 3xxx Recipienti in pressione, serbatoi. Contenitori alimentari Strutture a nido d’ape 4xxx Pistoni per motori a comb. interna Conduttori elettrici,elettrodi per saldature 5xxx Strutture saldate soggette a stress sotto corrosione, tubazioni (oleodotti, acquedotti). Larga applicazione nel campo navale e nel campo aerospaziale (componenti.missilistici). 6xxx Strutture sollecitate da carichi moderati in meccanica pesante richiedenti. Buona resistenza alla corrosione Telai di porte ed infissi in genere Larga applicazione in campo automobilistico 7xxx Applicazioni in campo automobilistico Costruzioni Aeronautiche ed Aerospaziali 8xxx Conduttori elettrici Costruzioni Aeronautiche
. Larga applicazione nel campo navale e nel campo aerospaziale (componenti.missilistici). 6xxx. Strutture sollecitate da carichi moderati in meccanica pesante richiedenti. Buona resistenza alla corrosione. Telai di porte ed infissi in genere. Larga applicazione in campo automobilistico. 7xxx. Applicazioni in campo automobilistico. Costruzioni Aeronautiche ed Aerospaziali. 8xxx. Conduttori elettrici. Costruzioni Aeronautiche.")
14
Leghe di Alluminio Leghe di alluminio saldate al laser negli ultimi anni dai gruppi di ricerca Lega A l [%] S i [%] F e [%] C u [%] M n [%] M g [%] C r [%] Z n [%] T i [%] Z r [%] N i [%] Al 99 99,5 0,25 0,4 0,05 0,03 2024 T3 93,5 0,5 3,8 - 4,9 0,3 - 0,9 1,2 - 1,8 0,1 0,15 5059 89,8-94 max 0,45 max 0,5 max 0,25 0,6-1,2 5,0-6,0 0,4 - 0,9 max 0,2 0,05 - 0,25 5383 H321 91,9-95,3 0,7-1 4-5,2 max 0,4 max 0,15 5083 H116 94,8 0,40 - 1,0 4,0 - 4,9 0,05 -0,25 6061 T6 98 0,40 - 0,8 0,7 0,15 - 0,4 0,8 - 1,2 0,04 -0,35 6082 T6 97 0,7 - 1,3 0,4 -1 0,6 - 1,2 0,2 7075 T6 90 1,2 - 2 0,3 2,1 - 2,9 0,18 -0,28 5,1 - 6,1 8090 T3 95 1- 1,6 0,9 - 1,4 2,2 - 2,7 0,08 -0,15

15
Leghe di Titanio Campi di applicazione delle leghe di titanio Aerospaziale: Ti6Al4V, Ti10V2Fe3Al, Ti15V3Al3Sn3Cr; Ingegneria chimica: titanio puro; Produzione di energia (Turbine a vapore): Ti6Al4V; Automotive: Ti4.5Fe6.8Mo1.5Al; Marine: Ti6Al4V; Ti5.3Al2Mo0.6Zr; Sportive: Ti3Al2.5V; Biomateriali: Ti6Al4V
: Ti6Al4V; Automotive: Ti4.5Fe6.8Mo1.5Al; Marine: Ti6Al4V; Ti5.3Al2Mo0.6Zr; Sportive: Ti3Al2.5V; Biomateriali: Ti6Al4V.")
16
Resistività elettrica– (cm)
Leghe di Titanio Titanio e sue leghe Resistività elettrica– (cm) A% Titanio puro 55.4 8.3 Ti 7Al 4Mo 170 14.6 α - Super α - Ti 5Al 2.5Sn 160 14.2 Ti 6Al 6V 2Sn 157 14 Ti 8Al 1Mo 1V 197 15.7 Ti 6Al 6Mo 4Zr 2Sn 190 15.4 Ti 3Al 2.5V 127 12.6 Ti 8Mn 92 10.7 Ti 6Al 2Nb 1Ta 0.8Mo 154 13.9 Ti 3Al 10V 2Fe 150 13.7 Ti 6Al 2Sn 4Zr 2Mo β Ti Alloys -Ti 13V 11Cr 3Al 140 13.2 α - β Ti Alloys - Ti 3Al 2.5V Ti 11.5 Mo 6Zr 4.5Sn 156 Ti 6Al 4V 178 14.9 Ti 8Mo 8V 2Fe 3Al Ti β21 135 13
 A% Titanio puro Ti 7Al 4Mo α - Super α - Ti 5Al 2.5Sn Ti 6Al 6V 2Sn Ti 8Al 1Mo 1V Ti 6Al 6Mo 4Zr 2Sn Ti 3Al 2.5V Ti 8Mn Ti 6Al 2Nb 1Ta 0.8Mo Ti 3Al 10V 2Fe Ti 6Al 2Sn 4Zr 2Mo. β Ti Alloys -Ti 13V 11Cr 3Al α - β Ti Alloys - Ti 3Al 2.5V. Ti 11.5 Mo 6Zr 4.5Sn Ti 6Al 4V Ti 8Mo 8V 2Fe 3Al. Ti β")
17
Leghe di Titanio Materiale Densità (g/cc) Punto di fusione (°C)
Cond. termica. (W/mK) Cal. Spec. (J/g °C) Res. Elett. A% CET lin.(μm/m°C) Pure Ti 4.50 17 0.528 (cm) 8.3 ( °C) Ti 6Al 4V 4.43 6.7 0.5263 55.4 15 - Ti 6242 4.54 1705 7.1 0.46 178 15.4 Ti b21 4.94 7.6 0.49 190 13 AA 1100 2.71 660 210 0.9 135 1.8 AA2024T3 2.78 120 0.875 2.7 2.8 AA5083 2.66 117 5.7 AISI 304 8 16 0.5 6 9.4 AISI 430 7.8 26 70 8.7 Fe 370 7.87 75 0.47 60 4.5 Cu - DHP 8.96 1083 385 0.385 15.9 1.4
 Cal. Spec. (J/g °C) Res. Elett. A% CET lin.(μm/m°C) Pure Ti (cm) 8.3. ( °C) Ti 6Al 4V Ti Ti b AA AA2024T AA AISI AISI Fe Cu - DHP")
18
Leghe di Titanio studiate nella sperimentazione
Al Fe O2 Ti V Sn Zr Nb C Mo N2 Si Ti6Al4V 6 0.25 0.2 90 4 - Ti6242 88 2 Tiβ21 2.5–3.5 0.4 0.05 14-16 0.05 max Applicazioni aeronautiche

19
Proprietà meccaniche attese Interpretazione Colore del giunto
Leghe di Titanio Non accettato Giunto fragile Fortemente contaminato Bianco Elevata riduzione della duttilità superficiale, specialmente per piccoli spessori. Alto livello di contaminazione Grigio Blu chiaro Accettato con riserva Lieve diminuzione della duttilità superficiale e delle proprietà meccaniche. Contaminato Blu scuro o Viola Accettato Contaminazione limitate Lievi contaminazioni, ma accettabile Giallo scuro Giallo chiaro Buone Protezione corretta Argento Accettabilità Proprietà meccaniche attese Interpretazione Colore del giunto

20
Saldature TIG su Titanio commercialmente puro prodotte con contaminazioni crescenti di aria (TWI)
")
21
Conducibilità termica (W/m·K) Calore specifico (J/g°C)
Saldatura laser delle leghe Ti6Al4V e AA 6082-T6 Materiale Densità (g/cm3) Punto di fusione (°C) Conducibilità termica (W/m·K) Calore specifico (J/g°C) Elec. Res. (mWcm) A% Ti6Al4V 4.43 6.7 0.5263 178 15 AA 6082-T6 2.66 170 0.9 6 2.7 AISI 304 8 16.2 0.5 72 9.4
 Punto di fusione (°C) Conducibilità termica (W/m·K) Calore specifico (J/g°C) Elec. Res. (mWcm) A% Ti6Al4V AA 6082-T AISI")
22
Set-up sperimentale CO2 Rofin Sinar Mod. DC 025 con potenza massima di 2.5 kW Focalizzazione: specchio parabolico in rame refrigerato con “coating” in molibdeno (lunghezza focale di 200 mm). Il sistema di eiezione del gas di protezione: 2 tubicini in rame (“cornette”). AA 6082-T6: N2 come gas di assistenza con una portata di 1800 NL/h Ti6Al4V: N2, He e Ar con una portata di 2000NL/h al fine di individuare il gas di assistenza più idoneo Tavola motorizzata (X-Y-Z): mm/s.
. Il sistema di eiezione del gas di protezione: 2 tubicini in rame ( cornette ). AA 6082-T6: N2 come gas di assistenza con una portata di 1800 NL/h. Ti6Al4V: N2, He e Ar con una portata di 2000NL/h al fine di individuare il gas di assistenza più idoneo. Tavola motorizzata (X-Y-Z): mm/s.")
23
AA 6082-T6 Alcune macrografie dei test condotti

24
AA 6082-T6

25
AA 6082-T6 Effetto del plume

26
Accettabili con riserva Peggiori, non accettabili
Test sul gas di assistenza Ti6Al4V Non accettabile Accettabili con riserva Peggiori, non accettabili Migliori, accettabili L’uso dell’Ar in saldature in modalità keyhole è possibile sino ad un massimo di kW, oltre questo valore, l’Ar non trasmette l’energia laser alla superficie del pezzo a causa della più bassa energia di ionizzazione richiesta, utilizzando questa energia per ionizzarsi e produrre un intenso e brillante pennacchio e una nube di plasma che giacendo nel punto di interazione laser-lamiera impedisce al fascio di raggiungere la lamiera di Titanio ELIO

27
Testa (2,5mm) a 2,5 kW con velocità di 100mm/s
Ti6Al4V Testa (2,5mm) a 2,5 kW con velocità di 100mm/s Sovrapposizione (1mm+1mm) a 1,2 kW e velocità di 100 mm/s
 a 2,5 kW con velocità di 100mm/s. Sovrapposizione (1mm+1mm) a 1,2 kW e velocità di 100 mm/s.")
28
Ti6Al4V Effetto del plume

29
Analisi comparativa

30
DA.LU. Model (Daurelio-Ludovico, Monaco 1997)
La pendenza delle semirette rappresenta l’efficienza del processo di saldatura (mm3/kJ) 1 mm3/kJ =1 Dau
 1 mm3/kJ =1 Dau.")
31
DA.LU. Model Penetrazione incompleta Penetrazione completa Ti 6Al4V: cordoni prodotti con laser CO2 e fascio a 90° dal piano.

32
Efficienza del processo in Dau
Acciai INOX Leghe di Titanio Leghe di Alluminio Conduzione 1÷15 1÷30 - Regime misto 15÷25/30 30÷40 Keyhole 25/30÷50 40÷80 70÷100 Per gli acciai inox sono stati esaminati oltre 2000 cordoni. Per il titanio e le sue leghe, anche se i dati analizzati sono ancora esigui (400 cordoni), in prima approssimazione si può dire che l’efficienza delle saldature laser di questo metallo e delle sue leghe risulta essere sempre molto più alta (più alti valori di Dau) di quanto riscontrato su tutti gli acciai inox esaminati. Per l’alluminio e le sue leghe, anche se i dati esaminati sono ancora molto esigui, sembra che l’efficienza di questo metallo e delle sue leghe sia molto più alta di quanto riscontrato sugli acciai inox risultando simili o addirittura più alti di quelli misurati per le leghe di titanio.
, in prima approssimazione si può dire che l’efficienza delle saldature laser di questo metallo e delle sue leghe risulta essere sempre molto più alta (più alti valori di Dau) di quanto riscontrato su tutti gli acciai inox esaminati. Per l’alluminio e le sue leghe, anche se i dati esaminati sono ancora molto esigui, sembra che l’efficienza di questo metallo e delle sue leghe sia molto più alta di quanto riscontrato sugli acciai inox risultando simili o addirittura più alti di quelli misurati per le leghe di titanio.")
33
Conclusioni È stato brevemente illustrato quanto studiato, sperimentato e caratterizzato sulla saldatura al laser di diverse leghe di alluminio e di titanio dai gruppi di ricerca prima presentati. È stata condotta un’analisi comparativa: AA 6082-T6 Ti6Al4V AA 6082 ha mostrato una relativa facilità ad essere saldata al fascio laser; Per il Ti6Al4V, i migliori cordoni sono stati prodotti utilizzando l’elio come gas di assistenza, l’utilizzo dell’argon è possibile fino a potenze di kW;

34
Conclusioni A parità di input termico specifico i fusi del Ti6Al4V sono stati sempre più profondi e più stretti di quelli prodotti sul 6082-T6; Sia per la lega di titanio che per quella di alluminio i giunti prodotti con 2 kW di potenza hanno presentato la stessa larghezza della corona dei giunti prodotti con 2.5 kW; Le leghe di titanio hanno mostrato una efficienza (in termini di Dau) maggiore di quella degli acciai inox; Inaspettatamente le prime valutazioni dell’efficienza (in termini di Dau) sulle leghe di alluminio hanno mostrato valori più alti addirittura di quelli ottenibili sulle leghe di titanio.
 maggiore di quella degli acciai inox; Inaspettatamente le prime valutazioni dell’efficienza (in termini di Dau) sulle leghe di alluminio hanno mostrato valori più alti addirittura di quelli ottenibili sulle leghe di titanio.")
35
Bibliografia G. Daurelio, P. Sforza, P. Boffi : “ Thermal Energy Balance in Laser Welding Processes of Austenitic Stainless Steel”, Optical & Laser in Engineering, 12, 1990, pp. 19 to 33. G.M. RAYNAUD, PH. GOMIERO : “Leghe di Alluminio per Imbarcazioni”, Rivista ALLUMINIO e LEGHE / Anno VIII-n.79, Giugno 1996 / pp.73-7 R. RAGAZZINI: “Laminati di Alluminio e Industria Automobilistica”, Rivista ALLUMINIO e LEGHE/Anno VIII - n. 79, Giugno 1996/pp K.H. VON ZENGEN, H. BEHREN: “L’auto tutta di alluminio”, Rivista ALLUMINIO E LEGHE, Novembre/1996, pp LUDOVICO, G. DAURELIO : “A new easy method for a quantitative evaluation of the laser welding process efficiency on austenitic, ferritic and martensitic stainless steels” – European Symposium on Lasers and Optics in Manufacturing, 16 – 20 June 1997, Fairground, Munich FR , Germany, Proceed. of Laser in Material Processing , 13 th Int. Conf. on Lasers and Electro- Optics in Europe , LASER 1997 , SPIE Vol , pp. 80 to 96 . “Ugello DAURELIO”, brevetto per invenzione industriale dal titolo “Ugello per processi di saldatura a laser CO2” depositato presso C.C.I.A.A. di Bari in data 07/04/1999, N.Pos. BA 99A Brevetto n del 09/04/2002 uff. Ital. Brevetti e Marchi – ROMA. H. ZHAO, D. R. WHITE, T. DebROY : “Current issues and problems in laser welding of automotive aluminium alloys”, International Materials Reviews, Vol. 44-n. 6, 1999/pp Job Knowledge for Welders 21: Weldability of Materials – Aluminium Alloys, Ottobre 1999, Sito Internet TWI.

36
Bibliografia J. P. WESTON, I. A. JONES, E. R. WALLACH, “Laser welding of aluminium alloys using different laser sources”, Sito Internet TWI . 10. Job Knowledge for Welders 44: Defects – Solidification Cracking, Novembre 1999, Sito Internet TWI S. LUSSI : “Saldatura con fascio laser della lega di alluminio AA 5083”, Tesi di Laurea Ingegneria dei Materiali, Università La Sapienza, Roma A.A. 1999/2000. J.C. ION : “Laser beam welding of wrought aluminium alloys”, Science And Technology of Welding And Joining Reviews, Vol. 5-5, 2000/pp M. FERSINI, M. PATRICOLO, L.M. VOLPONE : “Saldatura laser di leghe di alluminio, serie 5000 e 6000 per costruzioni navali”, Rivista LAMIERA, Ottobre / 2001, pp.148 – 157. J. HINRICHSEN: “Gli ultimi sviluppi dell’Airbus A380”, Rivista ALLUMINIO E LEGHE, Settembre/2001, pp Spera : “Analisi Sperimentale di Saldature Laser in Leghe di Alluminio per Costruzioni Navali”, Tesi di laurea in Tecnologia Meccanica, Politecnico di Bari , Corso di Laurea in Ingegneria Meccanica , Dip. di Ingegneria Meccanica e Gestionale - Relatori : Prof. Ing. A. D. Ludovico, P.I. G. Daurelio, Dott. A. Ancona., A.A – 2002 S. MOLDENHAUER, R. VLOEMANS, H. SCHIPPER, S. DESIKAN, K. MECHSNER, A. HASZLER: “Alustar Alloy AA5059: A Better Alternative to the AA5083 Alloy in the Marine and Land Transport Industry”, EUROMAT 2001, 7th European Conference on Advanced Materials and Processes, Rimini (I), Giugno 2001, Conference Proceeding CD. F. Squeo : “ Caratterizzazione Tecnologica di Giunti di Testa in Lega di Alluminio AA 2024 –T3 saldati con fascio laser Nd – YAG “ , Tesi di laurea in Tecnologia Meccanica, Politecnico di Bari , Corso di Laurea in Ingegneria Meccanica , Dip. di Ingegneria Meccanica e Gestionale - Relatori : Prof. A. D. Ludovico, Prof. Ing. A.C. De Filippis , P.I. G. Daurelio, , A.A – 2002
, Giugno 2001, Conference Proceeding CD. F. Squeo : Caratterizzazione Tecnologica di Giunti di Testa in Lega di Alluminio AA 2024 –T3 saldati con fascio laser Nd – YAG , Tesi di laurea in Tecnologia Meccanica, Politecnico di Bari , Corso di Laurea in Ingegneria Meccanica , Dip. di Ingegneria Meccanica e Gestionale - Relatori : Prof. A. D. Ludovico, Prof. Ing. A.C. De Filippis , P.I. G. Daurelio, , A.A –")
37
Bibliografia G. Daurelio, G. Barbieri, S. Lussi, A. M. Spera : “ Le leghe di alluminio: tecnologie di saldatura a confronto- 1^ Parte: Classificazione , caratteristiche, proprietà e applicazioni” - Rivista LAMIERA / Anno 39-n. 5, Maggio 2002/ pp S. Rocco : “ Valutazione dell’efficienza di Processo nella Saldatura A Laser di Acciaio Inossidabile AISI 304 “ , Tesi di laurea in Tecnologia Meccanica, Politecnico di Bari , Corso di Laurea in Ingegneria Meccanica , Dip. di Ingegneria Meccanica e Gestionale - Relatori : Prof. A. D. Ludovico, Prof. Ing.A.C. De Filippis , P.I. G. Daurelio, A.A. 2002– 2003 A. D. Ludovico, G. Daurelio : “Mechanical and Technological Properties Of The Al 2024 T3 And 8090 T3 Aluminum Alloys Butt Joints Welded By Co2 Laser”. A. ANcona,G. Daurelio, L. A. C. DeFilippis, A.D. Ludovico, A. M. Spera : “CO2 laser welding of aluminum shipbuilding industry alloys: AA 5083, AA 5383, AA 5059 and AA 6082”, 14th GCL – HPL , International Symposium on Gas flow & Chemical Lasers and High Power Laser conference, agosto 2002, Wroclaw (Polonia), SPIE Vol. 5120, pp F. Caiazzo, F. Curcio, G. Daurelio, F. Memola Capece Minutolo, F. Ottonelli : “ Lap and butt joining by a CO2 laser of titanium alloys for civil and military high speed aircrafts “ th Intern. World Conference - Ti 2003 Science and Technology , Hamburg, , 13 – 18 July 2003 , Proceedings WILEY –VCH Verlag , Vol.4 , pp.2651 to F. Caiazzo, F. Curcio, F. Memola Capece Minutolo, B. Spiezio : “ Fuzzy methods for mechanical properties prediction of Ti6Al4V CO2 laser welded sheets “ , 7th Esaform Conference, Proceedings Int.Conference ESAFORM 2004, Trondheim (N), april 2004. F. Caiazzo, F. Curcio, G. Daurelio , F. Memola Capece Minutolo : “ Ti6Al4V sheets lap and butt joints carried out by CO2 laser: mechanical and morphological characterization “ , ISEM Int. Conference – Edimburgh 30 march-1 april 2004, F. Caiazzo, F. Curcio, G. Daurelio, F. Memola Capece Minutolo : “ Ti6Al4V sheets lap and butt joints carried out by CO2 laser: mechanical and morphological characterization “ , Journal of Materials Processing Technology, Volume 149, Issues 1-3, 10 June 2004, Pages
, SPIE Vol. 5120, pp F. Caiazzo, F. Curcio, G. Daurelio, F. Memola Capece Minutolo, F. Ottonelli : Lap and butt joining by a CO2 laser of titanium alloys for civil and military high speed aircrafts - 10 th Intern. World Conference - Ti 2003 Science and Technology , Hamburg, , 13 – 18 July 2003 , Proceedings WILEY –VCH Verlag , Vol.4 , pp.2651 to F. Caiazzo, F. Curcio, F. Memola Capece Minutolo, B. Spiezio : Fuzzy methods for mechanical properties prediction of Ti6Al4V CO2 laser welded sheets , 7th Esaform Conference, Proceedings Int.Conference ESAFORM 2004, Trondheim (N), april F. Caiazzo, F. Curcio, G. Daurelio , F. Memola Capece Minutolo : Ti6Al4V sheets lap and butt joints carried out by CO2 laser: mechanical and morphological characterization , ISEM 2004 Int. Conference – Edimburgh 30 march-1 april 2004, F. Caiazzo, F. Curcio, G. Daurelio, F. Memola Capece Minutolo : Ti6Al4V sheets lap and butt joints carried out by CO2 laser: mechanical and morphological characterization , Journal of Materials Processing Technology, Volume 149, Issues 1-3, 10 June 2004, Pages")
38
Bibliografia G. Casalino, F.Curcio, G.Daurelio, F.Memola Capece Minutolo, B.Spiezio : “ Neural-network aided DOE: an application of Ti6Al4V in CO2 laser welding “ , Intern . Conference ICME 04, Sorrento (I), 30 June- 2 July 2004. G. Daurelio, A.D. Ludovico, M.Lugarà, L.A.C. De Filippis, A.M. Spera, S. Rocco : “ A quantitative evaluation of the LBW efficiency on AISI 304 bead on plates welded under different focusing and tilted laser beam conditions “ , GCL – HPL , XV Int. Symposium on Gas Flow and Chemical Lasers & High Power Laser Conference, Praha , 30 August – 03 September 2004 , SPIE Proceed. Vol 5777 , pp F. Memola Capece Minutolo, F. Curcio, G. Daurelio, F. Caiazzo : “Evaluation of the CO2 laser beam welding process efficiency for the Ti6Al4V alloy “, GCL – HPL , XV Int. Symposium on Gas Flow and Chemical Lasers & High Power Laser Conference, Praha , 30 August – 03 September 2004 , SPIE Proceed. Vol 5777, pp A.D. Ludovico, G.Daurelio, L.A.C. De Filippis, A. Scialpi, F. Squeo : “ Laser Welding of the AA 2024-T3 aluminium alloy by using two different laser sources ( Nd:YAG or CO2 ) “ , GCL – HPL , XV Int. Symposium on Gas Flow and Chemical Lasers & High Power Laser Conference, Praha , 30 August – 03 September 2004 , SPIE Proceed. Vol 5777, pp G. Daurelio : “ The Application of the DA.LU. method for the L.B.W. efficiency evaluation on different steels and alloys “ , XV GCL – HPL Intern. Symposium on Gas Flow and Chemical Lasers & High Power Laser Conference, Praha , 30 August – 03 September 2004 , SPIE Proceed. Vol 5777 , pp
, 30 June- 2 July G. Daurelio, A.D. Ludovico, M.Lugarà, L.A.C. De Filippis, A.M. Spera, S. Rocco : A quantitative evaluation of the LBW efficiency on AISI 304 bead on plates welded under different focusing and tilted laser beam conditions , GCL – HPL , XV Int. Symposium on Gas Flow and Chemical Lasers & High Power Laser Conference, Praha , 30 August – 03 September 2004 , SPIE Proceed. Vol 5777 , pp F. Memola Capece Minutolo, F. Curcio, G. Daurelio, F. Caiazzo : Evaluation of the CO2 laser beam welding process efficiency for the Ti6Al4V alloy , GCL – HPL , XV Int. Symposium on Gas Flow and Chemical Lasers & High Power Laser Conference, Praha , 30 August – 03 September 2004 , SPIE Proceed. Vol 5777, pp A.D. Ludovico, G.Daurelio, L.A.C. De Filippis, A. Scialpi, F. Squeo : Laser Welding of the AA 2024-T3 aluminium alloy by using two different laser sources ( Nd:YAG or CO2 ) , GCL – HPL , XV Int. Symposium on Gas Flow and Chemical Lasers & High Power Laser Conference, Praha , 30 August – 03 September 2004 , SPIE Proceed. Vol 5777, pp G. Daurelio : The Application of the DA.LU. method for the L.B.W. efficiency evaluation on different steels and alloys , XV GCL – HPL Intern. Symposium on Gas Flow and Chemical Lasers & High Power Laser Conference, Praha , 30 August – 03 September 2004 , SPIE Proceed. Vol 5777 , pp")
39
Bibliografia F. Curcio, G. Daurelio, F. Memola Capece Minutolo, F. Caiazzo : “ On the welding of different materials by Diode Laser “ , accettato per la pubblicazione su Journal of Materials Processing Technology , xxx (2005) xxx–xxx , in press G. Daurelio : “ A Laser Beam Welding Efficiency ( L.B.W.E. ) Measurement Unit : The Dau “ , Convegno M.M.D.- Matter Material Device Meeting , promosso da ( Consiglio Nazionale delle Ricerche ) C.N.R. e I.N.F.M ( Istituto Nazionale per la Fisica della Materia )., tenutosi a Genova, dal 22 – 24 Giugno 2005. G.Daurelio : “ SALDATURE a LASER : valutazione quantitativa dell’efficienza dagli anni Settanta a oggi , Rivista LAMIERA “ , Anno 42 ^ , n. 9 , Settembre 2005 , pp. 136 – 148 , edita da TECNICHE NUOVE SpA Editrice , Milano . G. Daurelio : “ Saldatura A Laser Di Leghe Speciali di Alluminio di impiego nei settori NAVALE, AERONAUTICO e FERROVIARIO “ – Progetto MIUR tra I.N.F.M. ( Istituto Nazionale per la Fisica della Materia) e M. I. U. R. , di durata biennale Luglio 2004 – Luglio 2006 ( progetto e ricerche tuttora in corso ).
 xxx–xxx , in press. G. Daurelio : A Laser Beam Welding Efficiency ( L.B.W.E. ) Measurement Unit : The Dau , Convegno M.M.D.- Matter Material Device Meeting , promosso da ( Consiglio Nazionale delle Ricerche ) C.N.R. e I.N.F.M ( Istituto Nazionale per la Fisica della Materia )., tenutosi a Genova, dal 22 – 24 Giugno G.Daurelio : SALDATURE a LASER : valutazione quantitativa dell’efficienza dagli anni Settanta a oggi , Rivista LAMIERA , Anno 42 ^ , n. 9 , Settembre 2005 , pp. 136 – 148 , edita da TECNICHE NUOVE SpA Editrice , Milano . G. Daurelio : Saldatura A Laser Di Leghe Speciali di Alluminio di impiego nei settori NAVALE, AERONAUTICO e FERROVIARIO – Progetto MIUR 1105 tra I.N.F.M. ( Istituto Nazionale per la Fisica della Materia) e M. I. U. R. , di durata biennale Luglio 2004 – Luglio 2006 ( progetto e ricerche tuttora in corso ).")
Presentazioni simili