Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
GALVANICHE

2
Processo Galvanico: GENERALITA’ E STEP PRODUTTIVI
1 2 3 PRODUZIONE MASSIMA DEL SETTORE

3
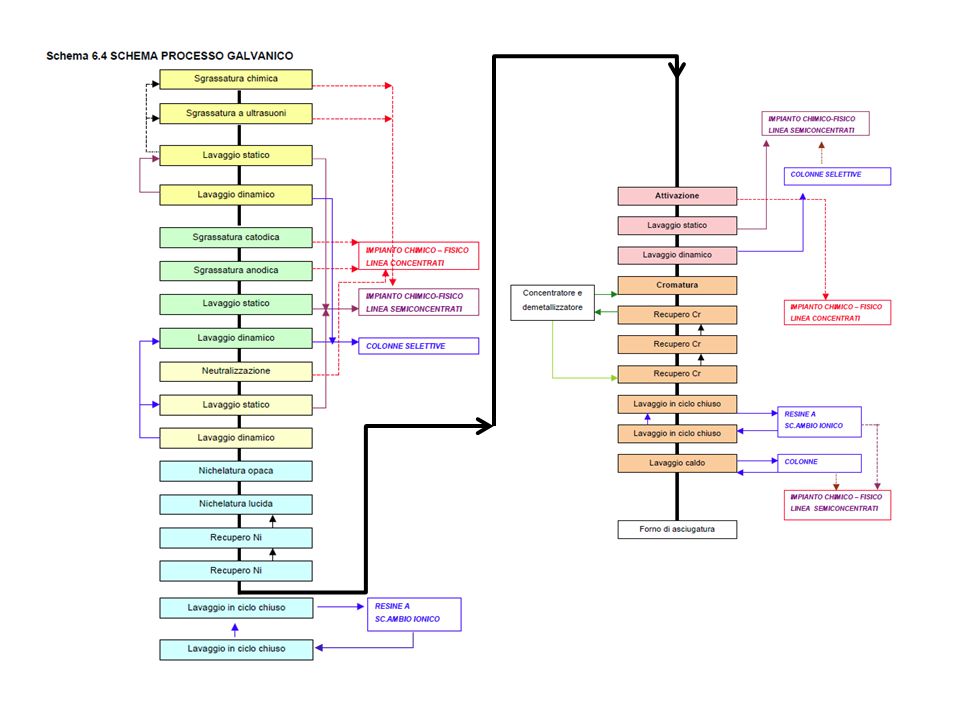
SCHEMA DI FLUSSO DI UN PROCESSO GALVANICO COMPLETO
1. PREPARAZIONE DELLE SUPERFICI DA TRATTARE SCHEMA DI FLUSSO POSSIBILI PRODOTTI E REAGENTI UTILIZZATI: SOLVENTI CLORURATI DETERGENTI IN BASE ACQUOSA (SODA IN SOLUZIONE ACQUOSA) TENSIOATTIVI ACIDO SOLFORICO ACIDO CLORIDRICO ACIDO NITRICO ACIDO FLUORIDRICO SOLFATO ACIDO DI SODIO AMMONIO FLUORURO
 TENSIOATTIVI. ACIDO SOLFORICO. ACIDO CLORIDRICO. ACIDO NITRICO. ACIDO FLUORIDRICO. SOLFATO ACIDO DI SODIO. AMMONIO FLUORURO.")
4
SCHEMA DI FLUSSO DI UN PROCESSO GALVANICO COMPLETO
2. DEPOSIZIONE DEL RIVESTIMENTO METALLICO BAGNI ACIDI BAGNI ALCALINI BAGNI ACIDI

5
SCHEMA DI FLUSSO DI UN PROCESSO GALVANICO COMPLETO
3. TRATTAMENTO DI FINITURA

7
REFLUI DAI PROCESSI GALVANICI
Gli effluenti di una fabbrica galvanica si possono raggruppare nelle seguenti categorie: Acque alcaline: provenienti dai lavaggi successivi alle operazioni di sgrassatura, pulitura elettrolitica, elettrodeposizione da bagni alcalini. Possono contenere cianuri, rame, zinco, cadmio, carbonati, idrati, nitrati, silicati, fosfati alcalini, agenti tensioattivi, sostanze grasse. Rientrano quindi in questa categorie anche le acque cianidriche, il cui trattamento va però effettuato in maniera mirata. Acque acide: provenienti dai lavaggi successivi alle operazioni di decapaggio, passivazione, ossidazione anodica, elettrodeposizione da bagni acidi. Possono contenere rame, zinco, nichel, ferro, stagno, piombo, acidi solforico, nitrico, cloridrico, prodotti di natura organica (splendogeni, antipuntinanti, brillantanti, ecc.). Acque cromiche: provenienti alle operazioni successive alla fase di cromatura e passivazione. Contengono acidi cromico e solforico. Acque di varia provenienza: provenienti da lavorazioni ausiliarie (es. smerigliatura, verniciatura finale). Possono contenere solidi sospesi, detergenti inorganici alcalini, tensioattivi, solventi di varia natura. Acque non contaminate: provenienti da operazioni di raffreddamento o altro.
. Acque cromiche: provenienti alle operazioni successive alla fase di cromatura e passivazione. Contengono acidi cromico e solforico. Acque di varia provenienza: provenienti da lavorazioni ausiliarie (es. smerigliatura, verniciatura finale). Possono contenere solidi sospesi, detergenti inorganici alcalini, tensioattivi, solventi di varia natura. Acque non contaminate: provenienti da operazioni di raffreddamento o altro.")
8
SCHEMA DI FLUSSO DI UN IMPIANTO DI TRATTAMENTO A SERVIZIO DELLA GALVANICA
SCHEMA ESEMPIO 1 SCHEMA ESEMPIO 2 (IMPIANTO CHIMICO/FISICO)
")
9
diversi anni nel trattamento degli scarichi industriali.
PROCESSI TRATTAMENTO REFLUI GALVANICI: CARATTERISTICHE UNITA’ OPERATIVE PROCESSO FENTON Il processo che vede nel reattivo Fenton (una reazione fra perossido di idrogeno e cloruro o solfato ferroso in ambiente acido) il nucleo centrale del trattamento, trova applicazione da diversi anni nel trattamento degli scarichi industriali. Il ciclo operativo del trattamento comporta (dopo l’omogeneizzazione) (fig. 1) l’acidificazione; la reazione di ossidazione avviene a pH acido (2.7/3) dosando acido solforico concentrato a seguire vi è l’aggiunta di perossido di idrogeno e sali ferrosi (fig. 2) dopo il trattamento di ossidazione il refluo è trattato fino al raggiungimento di un pH 8.5/9.
 il nucleo centrale del trattamento, trova applicazione da. diversi anni nel trattamento degli scarichi industriali. Il ciclo operativo del trattamento comporta (dopo l’omogeneizzazione) (fig. 1) l’acidificazione; la reazione di ossidazione avviene a pH acido (2.7/3) dosando acido solforico concentrato. a seguire vi è l’aggiunta di perossido di idrogeno e sali ferrosi (fig. 2) dopo il trattamento di ossidazione il refluo è trattato fino al raggiungimento di un pH 8.5/9.")
10
PROCESSI TRATTAMENTO REFLUI GALVANICI: CARATTERISTICHE UNITA’ OPERATIVE
PROCESSO FENTON Effetti di rimozione su rifiuti liquidi industriali misti

11
PROCESSO SCAMBIO IONICO
PROCESSI TRATTAMENTO REFLUI GALVANICI: CARATTERISTICHE UNITA’ OPERATIVE PROCESSO SCAMBIO IONICO Il processo di scambio ionico determina lo scambio dello ione legato alla resina con uno in soluzione. i.e. Resina cationica: R-H + Me+n RMe + nH+ Il processo, esaurita la capacità di scambio della resina, cessa e la resina è esaurita. Il processo è reversibile ovvero per azione di massa (forte concentrazione di H+ introdotto con il rigenerante) l’equilibrio si sposta: RMe + nH+ R-H + Me+n determinando soluzioni rigeneranti che contengono tutti gli ioni scambiati nella fase di esaurimento e l’eccesso di rigenerante. Tale rifiuto deve essere trattato. Materiale Forma delle particelle Densità del volume umido (drenato) Kg/L Contenuto di umidità (drenata) % sul secco Rigonfiamento dovuto allo scambio (%) Temperatura massima di operatività (°C) Range di pH per l’operatività Capacità di scambio Secco (Equivalente/Kg) Umido (Equivalente/L) Polistirene sulfonato Resina omogenea (gel) Sferette 0-14 6 % legami crociati 58-65 8-10 Scambiatori Cationici debolmente acidi Acrilico (pK 5) o metacrilico (pK6) Resina omogenea 45-50 20-80 120 4-14 8.3-10 Resina fenolica Granulare 50 10-25 45-65 2.5 Zeolite (Al silicato) 40-45 60 6-8 1.4 0.75 anionici fortemente basici Polistirene di base tipo I Omogeneo 8 % CL 0.70 46-50 20 60-80 1.2 Base acrilica Gel omogeneo 0.72 70 15 40-80 5.0 Base di cellulosa Etiltrimetilammonio 100 4-10 0.62
 l’equilibrio si sposta: RMe + nH+ R-H + Me+n. determinando soluzioni rigeneranti che contengono tutti gli ioni scambiati nella fase di esaurimento e l’eccesso di rigenerante. Tale rifiuto deve essere trattato. Materiale. Forma delle particelle. Densità del volume umido. (drenato) Kg/L. Contenuto di umidità (drenata) % sul secco. Rigonfiamento dovuto allo scambio. (%) Temperatura massima di operatività. (°C) Range di pH per l’operatività. Capacità di scambio. Secco. (Equivalente/Kg) Umido. (Equivalente/L) Polistirene sulfonato. Resina omogenea (gel) Sferette % legami crociati Scambiatori. Cationici debolmente acidi. Acrilico (pK 5) o metacrilico (pK6) Resina omogenea Resina fenolica. Granulare Zeolite (Al silicato) anionici fortemente basici. Polistirene di base tipo I. Omogeneo 8 % CL Base acrilica. Gel omogeneo Base di cellulosa. Etiltrimetilammonio")
12
PROCESSI TRATTAMENTO REFLUI GALVANICI: CARATTERISTICHE UNITA’ OPERATIVE
PROCESSO SCAMBIO IONICO CAMPO DI APPLICAZIONE RIMOZIONI

13
PROCESSO SCAMBIO IONICO
PROCESSI TRATTAMENTO REFLUI GALVANICI: CARATTERISTICHE UNITA’ OPERATIVE PROCESSO SCAMBIO IONICO Processo a scambio ionico a più componenti per il recupero di cromato dall’acqua di risciacquo dei rivestimenti ESEMPI DI SCHEMI DI PROCESSO Tipico sistema di deionizzazione a due letti

14
PROCESSO RIDUZIONE CROMO
PROCESSI TRATTAMENTO REFLUI GALVANICI: CARATTERISTICHE UNITA’ OPERATIVE PROCESSO RIDUZIONE CROMO pH non superiore a 4 (circa 2,5) agente riducente usato solitamente è acido solforoso diluito (reazione esotermica) controllo continuo del pH, temperatura e ORP reazione globale in circa 40 minuti riduzione dei cromati viene sempre confermata da un controllo analitico quantitativi di metabisolfito impiegati sono in genere in eccesso rispetto al fabbisogno stechiometrico acque derivanti dal processo di trattamento sono fortemente acide (pH 1,5-3,0) e devono essere stoccate in serbatoio idoneo (es. cisterna di vetroresina bifenolica). l'impianto deve essere allocato in una struttura sotto aspirazione dotata di opportuno sistema di abbattimento fumi
 agente riducente usato solitamente è acido solforoso diluito (reazione esotermica) controllo continuo del pH, temperatura e ORP. reazione globale in circa 40 minuti. riduzione dei cromati viene sempre confermata da un controllo analitico. quantitativi di metabisolfito impiegati sono in genere in eccesso rispetto al fabbisogno stechiometrico. acque derivanti dal processo di trattamento sono fortemente acide (pH 1,5-3,0) e devono essere stoccate in serbatoio idoneo (es. cisterna di vetroresina bifenolica). l impianto deve essere allocato in una struttura sotto aspirazione dotata di opportuno sistema di abbattimento fumi.")
15
PROCESSO TRATTAMENTO CIANURI (MTD PER RIFIUTI DA GALVANICA)
PROCESSI TRATTAMENTO REFLUI GALVANICI: CARATTERISTICHE UNITA’ OPERATIVE PROCESSO TRATTAMENTO CIANURI (MTD PER RIFIUTI DA GALVANICA) Cinetica del clorocianato diminuisce a pH inferiori a 8, per pH a 8,5 avviene in 40 minuti (tempo di reazione dipende da altri metalli in soluzione) Il raggiungimento dell'equilibrio di reazione può, comunque, essere accelerato dalla presenza di un eccesso di ipoclorito. Il dosaggio supplementare di ipoclorito ossida il cianato a biossido di carbonio e azoto (CO2 + N2) Per far avvenire la reazione in modo completo occorre utilizzare dosaggi di ipoclorito con un eccesso che supera molto raramente il 20% rispetto al fabbisogno stechiometrico (2,5 equivalenti di NaOCl per ogni equivalente di CN-).
 Cinetica del clorocianato diminuisce a pH inferiori a 8, per pH a 8,5 avviene in 40 minuti (tempo di reazione dipende da altri metalli in soluzione) Il raggiungimento dell equilibrio di reazione può, comunque, essere accelerato dalla presenza di un. eccesso di ipoclorito. Il dosaggio supplementare di ipoclorito ossida il cianato a biossido di. carbonio e azoto (CO2 + N2) Per far avvenire la reazione in modo completo occorre utilizzare dosaggi di ipoclorito con un. eccesso che supera molto raramente il 20% rispetto al fabbisogno stechiometrico (2,5 equivalenti di. NaOCl per ogni equivalente di CN-).")
16
PROCESSI TRATTAMENTO REFLUI GALVANICI: CARATTERISTICHE UNITA’ OPERATIVE
PROCESSO TRATTAMENTO CIANURI (MTD PER RIFIUTI DA GALVANICA) Da rilevare che l'ossidazione dei cianuri deve avvenire in un reattore batch munito di agitatore meccanico ed alimentazione automatica: l'impianto deve essere allocato in una struttura sotto aspirazione e l'intero sistema (carico del reattore, dosaggio dei reattivi, NaOH al 30% e NaOCl al 14-15%, e controllo di pH, rH e temperatura) deve essere monitorato in continuo.
 Da rilevare che l ossidazione dei cianuri deve avvenire in un reattore batch munito di agitatore meccanico ed alimentazione automatica: l impianto deve essere allocato in una struttura sotto aspirazione e l intero sistema (carico del reattore, dosaggio dei reattivi, NaOH al 30% e NaOCl al 14-15%, e controllo di pH, rH e temperatura) deve essere monitorato in continuo.")
17
PROCESSO COAGULAZIONE-FLOCCULAZIONE
PROCESSI TRATTAMENTO REFLUI GALVANICI: CARATTERISTICHE UNITA’ OPERATIVE PROCESSO COAGULAZIONE-FLOCCULAZIONE COAGULAZIONE Per causare l’aggregazione delle particelle occorre ridurre le cariche delle particelle o superare l’effetto di queste cariche (abbassare il potenziale ZP). 1) aggiunta di ioni determinanti il potenziale, i quali saranno assorbiti e reagiranno con la superficie colloidale, o con l’aggiunta di elettroliti che hanno l’effetto di ridurre lo spessore dello strato elettrico diffuso e perciò il potenziale Z; 2) aggiunta di molecole (polimeriche) organiche a lunga catena, funzionalizzate ionicamente chiamate polieelettroliti, che causano la rimozione delle particelle attraverso l’adsorbimento ed il concatenamento; 3) aggiunta di sostanze chimiche che formano ioni di metallo idrolizzato. FLOCCULAZIONE Nella flocculazione sono identificabili due meccanismi: a) PERICINETICA - aggregazione da moto termico significativo per sistemi da 1 a 2 mm b) ORTOCINETICA - prodotta da gradienti di velocità nel fluido ed agente sui microfiocchi ottenuti dalla fase a)
. 1) aggiunta di ioni determinanti il potenziale, i quali saranno assorbiti e reagiranno con la superficie colloidale, o con l’aggiunta di elettroliti che hanno l’effetto di ridurre lo spessore dello strato elettrico diffuso e perciò il potenziale Z; 2) aggiunta di molecole (polimeriche) organiche a lunga catena, funzionalizzate ionicamente chiamate polieelettroliti, che causano la rimozione delle particelle attraverso l’adsorbimento ed il concatenamento; 3) aggiunta di sostanze chimiche che formano ioni di metallo idrolizzato. FLOCCULAZIONE. Nella flocculazione sono identificabili due meccanismi: a) PERICINETICA - aggregazione da moto termico significativo per sistemi da 1 a 2 mm. b) ORTOCINETICA - prodotta da gradienti di velocità nel fluido ed agente sui microfiocchi ottenuti dalla fase a)")
18
PROCESSO COAGULAZIONE-FLOCCULAZIONE
PROCESSI TRATTAMENTO REFLUI GALVANICI: CARATTERISTICHE UNITA’ OPERATIVE PROCESSO COAGULAZIONE-FLOCCULAZIONE Curve di prestazione dei flocculatori (m= numero di stadi) Affidabilità della flocculazione
 Affidabilità della flocculazione.")
19
PROCESSO COAGULAZIONE-FLOCCULAZIONE
PROCESSI TRATTAMENTO REFLUI GALVANICI: CARATTERISTICHE UNITA’ OPERATIVE PROCESSO COAGULAZIONE-FLOCCULAZIONE ESEMPIO DI FLOCCULATORI 1 2

20
PROCESSI TRATTAMENTO REFLUI GALVANICI: CARATTERISTICHE UNITA’ OPERATIVE
PROCESSO FILTRAZIONE SU SABBIA: CONFIGURAZIONI

21
PROCESSI TRATTAMENTO REFLUI GALVANICI: CARATTERISTICHE UNITA’ OPERATIVE
PROCESSO FILTRAZIONE SU SABBIA: ESEMPI

22
PROCESSO CARBONI ATTIVI
PROCESSI TRATTAMENTO REFLUI GALVANICI: CARATTERISTICHE UNITA’ OPERATIVE PROCESSO CARBONI ATTIVI Parametri usati per caratterizzare i carboni attivi ADSORBIMENTO SU CARBONI ATTIVI E’ una o.u. che permette il trasferimento di composti dalla fase liquida ad una solida adsorbato l’inquinante adsorbito adsorbente la fase solida impiegata per la rimozione dell’inquinante (carbone attivo) L’adsorbimento è un fenomeno di interfaccia ( solido- liquido o solido- gas) viene condotto su materiali ad elevata superficie specifica proprietà significato Dimensione particelle analisi standard di granulometria. Più fine è il materiale, maggiore è la velocità di adsorbimento. maggiori le perdite di carico Coefficiente di uniformità rapporto tra il diametro corrispondente al 90% e il diametro corrispondente al 10% del peso del materiale Superficie specifica (m2/g) Maggiore è la superficie specifica maggiore è la capacità adsorbente superficie di area BET” a seconda del metodo usato per calcolarla Volume dei pori (ml/g) Il volume totale dei pori nel carbone Densità apparente (kg/m3) densità del letto lavato o drenato 0,5 g/cl densità delle particelle (bagnato) 1,4 – 1, 7 g/cl La densità delle particelle (bulk density) (g/cl o kg/m3) Peso specifico Peso specifico del materiale Numero di iodio La quantità di iodio adsorbita E’: relativa al volume dei pori di dimensione di Å indicativa della proprietà di adsorbire composti organici a basso peso molecolare. Numero di melassa misura i pori maggiori di 28 Å indicativo della capacità del carbone di adsorbire sostanze ad elevato peso molecolare Contenuto di acqua (%) Contenuto di ceneri (%) Proprietà dei carboni Carbone in polvere (PAC)per la rimozione in reattori batch degli inquinanti Carbone granulare (GAC 0.5 – 1.5 mm) in filtri a letto impaccato
 L’adsorbimento è un fenomeno di interfaccia ( solido- liquido o solido- gas) viene condotto su materiali ad elevata superficie specifica. proprietà. significato. Dimensione particelle. analisi standard di granulometria. Più fine è il materiale, maggiore è la velocità di adsorbimento. maggiori le perdite di carico. Coefficiente di uniformità. rapporto tra il diametro corrispondente al 90% e il diametro corrispondente al 10% del peso del materiale. Superficie specifica (m2/g) Maggiore è la superficie specifica maggiore è la capacità adsorbente. superficie di area BET a seconda del metodo usato per calcolarla. Volume dei pori (ml/g) Il volume totale dei pori nel carbone. Densità apparente (kg/m3) densità del letto lavato o drenato 0,5 g/cl. densità delle particelle (bagnato) 1,4 – 1, 7 g/cl. La densità delle particelle (bulk density) (g/cl o kg/m3) Peso specifico. Peso specifico del materiale. Numero di iodio. La quantità di iodio adsorbita. E’: relativa al volume dei pori di dimensione di Å. indicativa della proprietà di adsorbire composti organici a basso peso molecolare. Numero di melassa. misura i pori maggiori di 28 Å. indicativo della capacità del carbone di adsorbire sostanze ad elevato peso molecolare. Contenuto di acqua (%) Contenuto di ceneri (%) Proprietà dei carboni. Carbone in polvere (PAC)per la rimozione in reattori batch degli inquinanti. Carbone granulare (GAC 0.5 – 1.5 mm) in filtri a letto impaccato.")
23
PROCESSO CARBONI ATTIVI
PROCESSI TRATTAMENTO REFLUI GALVANICI: CARATTERISTICHE UNITA’ OPERATIVE PROCESSO CARBONI ATTIVI Isoterma di Langmuir disponibili un numero di siti con stessa energia processo reversibile. x/m=quantità adsorbita per unità di peso dell’adsorbente a, b= costanti empiriche dipendenti dall’adsorbente e dall’adsorbato Ce= concentrazione residua nella fase liquida Isoterma di Freundlich Numero illimitato di punti di adsorbimento x/m= quantità adsorbita per unità di adsorbente Kf,n= costanti empiriche Ce= concentrazione residua nella fase liquida L’ equazione può essere linearizzata per il calcolo di K e n.

24
BILANCIO IDRICO AZIENDA GALVANICA MEDIA RAPPRESENTATIVA
% CIRCA 90% IN SCARICO IN FOGNATURA, PRINCIPALMENTE DAI PROCESSI DI RISCIACQUO

25
BILANCI DI MASSA AZIENDA MEDIA RAPPRESENTATIVA
BILANCI DI MASSA CROMO E NICHEL Cromo kg/a % TOTALE 3150 DITTA ESTERNA 1627 51.7 PEZZI 630 20.0 FANGHI 883 28.0 FOGNATURA 10 0.3 Nichel kg/a % TOTALE 13900 PEZZI 12510 90.0 FANGHI 1370 9.9 FOGNATURA 20 0.1

26
AZIENDA MEDIA RAPPRESENTATIVA CON CICLO GALVANICO COMPLETO
RIFIUTI PRODOTTI

27
AZIENDA MEDIA RAPPRESENTATIVA CON CICLO GALVANICO COMPLETO
RIFIUTI PRODOTTI

28
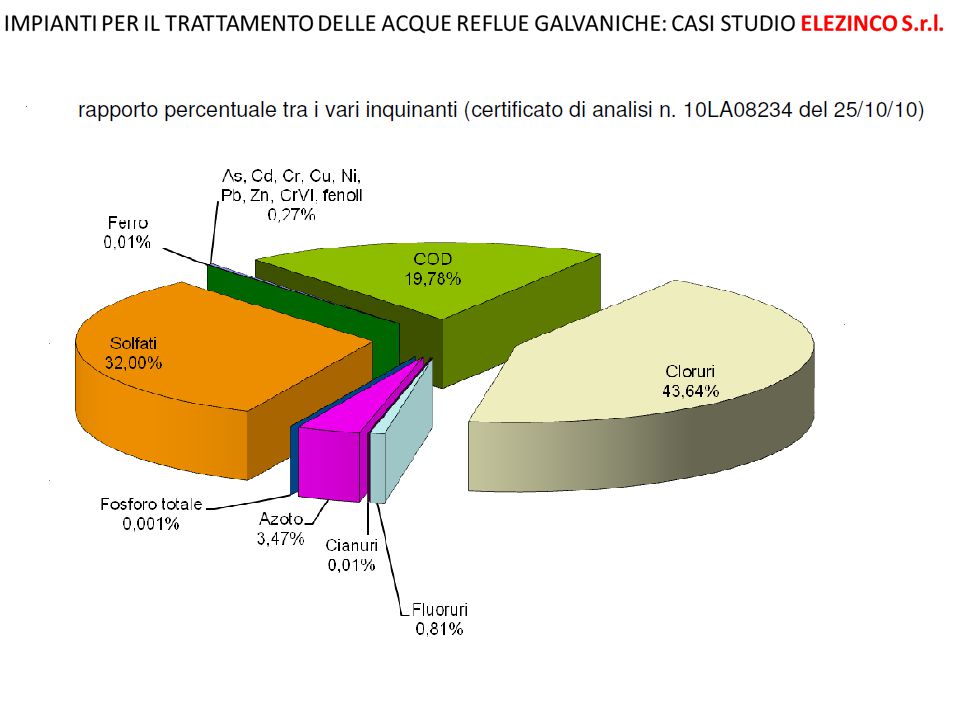
IMPIANTI PER IL TRATTAMENTO DELLE ACQUE REFLUE GALVANICHE: CASI STUDIO
ELEZINCO S.r.l. AIA Decreto 13/VAA del 05/03/2013 Elezinco S.r.l. è dotata di 5 impianti galvanici ed esegue le seguenti lavorazioni: • zincatura acida a telaio con passivazione bianca - iridescente alta resistenza trivalente - nera–tropicale • zincatura alcalina senza cianuro a rotobarile con passivazione bianca - iridescente alta resistenza trivalente - nera – tropicale; • nichelatura-cromatura a telaio; • ramatura - nichelatura - ottonatura - nichel opaco - cromo trivalente a telaio ; • ramatura - nichelatura - ottonatura a rotobarile.

29
IMPIANTI PER IL TRATTAMENTO DELLE ACQUE REFLUE GALVANICHE: CASI STUDIO ELEZINCO S.r.l.
Il complesso genera uno scarico idrico di tipo industriale ed uno di tipo civile recapitanti entrambi in fognatura comunale. Le acque meteoriche sono raccolte e avviate al trattamento all’impianto di depurazione; le acque di seconda pioggia derivanti dai due stabilimenti recapitano rispettivamente sul Fosso Vallato (Elezinco I) e in pubblica fognatura (Elezinco II). «Tutti gli scarichi che arrivano all’impianto di depurazione derivanti dalla parte dello stabilimento denominata ELEZINCO II sono contenuti all’interno di canalette rivestite in resina antiacido; per quanto attiene alle tubazioni di collegamento delle acque reflue derivanti dalla parte di stabilimento denominata ELEZINCO I,.., sono tutte fuori terra e facilmente ispezionabili. L’impianto nella parte relativa allo stabilimento Elezinco II è dotato di un sistema di recupero/ricircolo dell’acqua.» impianto di depurazione di tipo chimico fisico (240 m3/d) con campionatore automatico finale .
 e in pubblica fognatura (Elezinco II). «Tutti gli scarichi che arrivano all’impianto di depurazione derivanti dalla parte dello stabilimento denominata ELEZINCO II sono contenuti all’interno di canalette rivestite in resina antiacido; per quanto attiene alle tubazioni di collegamento delle acque reflue derivanti dalla parte di stabilimento denominata ELEZINCO I,.., sono tutte fuori terra e facilmente ispezionabili. L’impianto nella parte relativa allo stabilimento Elezinco II è dotato di un sistema di recupero/ricircolo dell’acqua.» impianto di depurazione di tipo chimico fisico (240 m3/d) con campionatore automatico finale .")
30
IMPIANTI PER IL TRATTAMENTO DELLE ACQUE REFLUE GALVANICHE: CASI STUDIO ELEZINCO S.r.l.

31
Layout scarichi idrici
IMPIANTI PER IL TRATTAMENTO DELLE ACQUE REFLUE GALVANICHE: CASI STUDIO ELEZINCO S.r.l. Layout scarichi idrici

32
1. impianto di depurazione delle acque reflue industriali di tipo
chimico fisico 2. raccolta delle acque meteo dei piazzali e dei tetti e loro collettamento all’impianto di trattamento. La portata media dell’impianto di depurazione delle acque industriali è di circa 30 m³/h

33
ACCUMULO L’impianto è così strutturato:
Vasca di accumulo e sollevamento dei lavaggi alcalini n° 1 Vasca di sollevamento ed equalizzazione con elettroagitatore acque riportate nella lista con destinazione “lavaggi alcalini” acque provenienti dalla disidratazione dei fanghi e dal dilavamento dei pavimenti sversamenti accidentali provenienti dal bacino di contenimento dei serbatoi della soda caustica e dell’ipoclorito sversamenti provenienti dalla zona di caricamento dell’ipoclorito di sodio e della soda caustica Vasca d’accumulo e sollevamento lavaggi acidi acque riportate nella lista con destinazione “lavaggi acidi” sversamenti accidentali provenienti dal bacino di contenimento dei serbatoi degli acidi sversamenti provenienti dalla zona di caricamento degli acidi Vasca di sollevamento dei concentrati acidi bagni concentrati provenienti dal rinnovo periodico delle vasche di lavorazione Vasca di sollevamento dei concentrati alcalini bagni concentrati provenienti dal rinnovo periodico delle vasche di lavorazione. ACCUMULO Sollevamento lavaggi alcalini n° 1 Pompa di sollevamento, ad asse orizzontale, in materiale plastico, installate sul bordo della passerella di servizio, dotate di barilotto d’adescamento. Sollevamento lavaggi acidi Sollevamento concentrati acidi n° 1 Pompa di sollevamento e dosaggio, del tipo peristaltico, a portata variabile, installate in prossimità della passerella di servizio. Sollevamento concentrati alcalini al trattamento Per il sollevamento degli esausti di sgrassatura al trattamento specifico, sono presenti due pompe sommergibili, fissate tramite una struttura di acciaio inossidabile, direttamente alla passerella di servizio.

34
Fase di riduzione dei cromati
Nella vasca di riduzione dei cromati, giungono le acque provenienti dalla vasca di sollevamento dei lavaggi acidi e dalla vasca di sollevamento dei concentrati acidi. La riduzione dei cromati, si ottiene per l’azione di agente riducente, il bisolfito di sodio, a valori di pH compresi tra 2 ÷ 2,5. Fase di ossidazione dei cianuri Nella vasca di ossidazione dei cianuri giungono le acque provenienti dalla vasca di sollevamento dei lavaggi basici e dalla vasca di sollevamento dei concentrati basici. L’ossidazione dei cianuri si ottiene tramite l’azione dell’ipoclorito di sodio a valori di compresi tra pH Fase di neutralizzazione Nella vasca di neutralizzazione giungono sia le acque provenienti dalla sezione di sollevamento delle acque alcaline trattate provenienti dalla lavorazione galvanica, sia quelle derivanti dalla riduzione dei cromati, comprese quelle provenienti dal controlavaggio dei filtri, per cui, visti i differenti valori di pH a cui si effettuano le reazioni di trattamento, è presente un sistema per regolare il pH tra 8,8 ÷ 9,5 infatti, tale intervallo rende possibile la precipitazione di tutti i metalli presenti. Flocculazione La fase di flocculazione è finalizzata all’aggregazione di tutti i “microfiocchi” precedentemente formati nella fase di alcalinizzazione Sedimentazione ed ispessimento La fase di sedimentazione, avviene su un sedimentatore a pianta circolare in acciaio al carbonio, completo di ponte raschiafango a trazione centrale. Filtrazione finale Filtro a sabbia mirato alla rimozione degli eventuali fiocchi di fango che potrebbero fuoriuscire dal sedimentatore finale. Disidratazione fanghi La filtropressa è posta in posizione soprelevata affinché i fanghi prodotti possono essere posti direttamente all’interno di cassoni scarrabili senza ulteriori manipolazioni. Il chiarificato ottenuto durante la disidratazione dei fanghi, viene inviato direttamente alla vasca d’equalizzazione dei lavaggi alcalini. Equalizzazione finale L’acqua trattata dal sistema di filtrazione finale viene immessa nella vasca d’equalizzazione finale.

36
IMPIANTI PER IL TRATTAMENTO DELLE ACQUE REFLUE GALVANICHE: CASI STUDIO
Silga S.p.A. AIA Decreto 78/VAA del 28/07/2011 COMPLESSO CON 8 STABILIMENTI PER: - trattamento superficiale dei metalli (galvanica) - produzione di circuiti stampati (multistrato, flessibile, PTH, no PTH) - attività accessorie FLUSSI IDRICI E REFLUI GENERATI Acque servizi igienici: fognatura consortile Acque meteoriche: alla fognatura consortile Acque industriali: le acque di lavaggio della galvanica verranno inviate all’impianto di depurazione chimico-fisico esistente da 70 mc/h, per poi essere scaricate in pubblica fognatura Il ciclo produttivo genera cinque tipologie di reflui industriali che viaggiano su fognature separate fino al depuratore: acque derivanti dalle rigenerazioni e dai controlavaggi delle resine a scambio ionico dell’impianto DEMI per la produzione di acqua demineralizzata utilizzata nei lavaggi del ciclo produttivo reflui di lavaggio acidi reflui di lavaggio alcalini reflui concentrati acidi reflui concentrati alcalini Dove necessario le acque da inviare all’impianto di depurazione vengono collettate all’interno di tubazioni in PVC che scorrono dentro un canale ispezionabile in cemento rivestito in materiale antiacido. La fognatura è sempre posizionata all’interno di un canale in cemento rivestito, ma è ispezionabile solo in corrispondenza dei relativi pozzetti.
 - produzione di circuiti stampati (multistrato, flessibile, PTH, no PTH) - attività accessorie. FLUSSI IDRICI E REFLUI GENERATI. Acque servizi igienici: fognatura consortile. Acque meteoriche: alla fognatura consortile. Acque industriali: le acque di lavaggio della galvanica verranno inviate all’impianto di depurazione chimico-fisico esistente da 70 mc/h, per poi essere scaricate in pubblica fognatura. Il ciclo produttivo genera cinque tipologie di reflui industriali che viaggiano su fognature separate fino al depuratore: acque derivanti dalle rigenerazioni e dai controlavaggi delle resine a scambio ionico dell’impianto DEMI per la produzione di acqua demineralizzata utilizzata nei lavaggi del ciclo produttivo. reflui di lavaggio acidi. reflui di lavaggio alcalini. reflui concentrati acidi. reflui concentrati alcalini. Dove necessario le acque da inviare all’impianto di depurazione vengono collettate all’interno di tubazioni in PVC che scorrono dentro un canale ispezionabile in cemento rivestito in materiale antiacido. La fognatura è sempre posizionata all’interno di un canale in cemento rivestito, ma è ispezionabile solo in corrispondenza dei relativi pozzetti.")
37
quasi tutta per produrre acqua demi usata nei lavaggi
IMPIANTI PER IL TRATTAMENTO DELLE ACQUE REFLUE GALVANICHE: CASI STUDIO Silga S.p.A. APPROVVIGIONAMENTO IDRICO Il complesso Silga S.p.A. impiega sostanzialmente acqua di rete per le utenze civili (c.a mc/anno) e tre diverse tipologie di acqua, caratterizzate da diversi livelli di qualità, per le utenze industriali: acqua di rete o acqua di falda per le operazioni normali acqua demi per lavaggi di particolare accuratezza o per i quali è richiesta una bassissima conducibilità acqua di ricircolo dei lavaggi per operazioni di minor accuratezza L’approvvigionamento industriale, pari a c.a mc/anno (con riferimento all’anno 2008), deriva per il 24% dall’acquedotto e per il 76% da attingimento da pozzo. La necessità di acqua si attesta in circa 522 m3/d dei quali circa 39,5 m3/h attinti da pozzo e circa 12,5 m3/h relativi ai sistemi di recupero interno delle acque di lavorazione derivanti dalla quota prelevata dal gestore pubblico quasi tutta per produrre acqua demi usata nei lavaggi gli effluenti dai lavaggi vengono inviati ad impianti di recupero per produrre ulteriore acqua demi
 e tre diverse tipologie di acqua, caratterizzate da diversi livelli di qualità, per le utenze industriali: acqua di rete o acqua di falda per le operazioni normali. acqua demi per lavaggi di particolare accuratezza o per i quali è richiesta una bassissima conducibilità. acqua di ricircolo dei lavaggi per operazioni di minor accuratezza. L’approvvigionamento industriale, pari a c.a mc/anno (con riferimento all’anno 2008), deriva per il 24% dall’acquedotto e per il 76% da attingimento da pozzo. La necessità di acqua si attesta in circa 522 m3/d dei quali circa 39,5 m3/h attinti da pozzo e circa 12,5 m3/h relativi ai sistemi di recupero interno delle acque di lavorazione derivanti dalla quota prelevata dal gestore pubblico. quasi tutta per produrre acqua demi usata nei lavaggi. gli effluenti dai lavaggi vengono inviati ad impianti di recupero per produrre ulteriore acqua demi.")
38
IMPIANTI PER IL TRATTAMENTO DELLE ACQUE REFLUE GALVANICHE: CASI STUDIO Silga S.p.A.
APPROVVIGIONAMENTO IDRICO Per minimizzare il prelievo di acqua di rete per la produzione di acqua demineralizzata, questa viene prodotta anche da un impianto di riciclo interno, che tratta le acque provenienti dai lavaggi delle attività galvaniche. L’acqua di rete pubblica viene dapprima passata su filtro a sabbia e a cartuccia, di seguito osmotizzata ed accumulata in serbatoi. Sulla base delle richieste dalla produzione viene prelevata e demineralizzata su resine a scambio ionico (cationica ed anionica) e avviata all’accumulo pronta per essere impiegata nei lavaggi delle linee galvaniche. Le acque derivanti dalle rigenerazioni e dai controlavaggi dei due impianti sono convogliate all’impianto di depurazione chimico fisico ed ivi trattate.
 e avviata all’accumulo pronta per essere impiegata nei lavaggi delle linee galvaniche. Le acque derivanti dalle rigenerazioni e dai controlavaggi dei due impianti sono convogliate all’impianto di depurazione chimico fisico ed ivi trattate.")
39
IMPIANTI PER IL TRATTAMENTO DELLE ACQUE REFLUE GALVANICHE: CASI STUDIO Silga S.p.A.
Tutte le acque reflue industriali vengono avviate al depuratore che poi recapita in pubblica fognatura (max 70 m3/h). I reflui provenienti dai lavaggi con caratteristiche acide, i concentrati acidi e gli eluati di rigenerazione acidi, vengono collettati in una vasca nella quale si opera la riduzione del cromo VI a cromo III con aggiunta stechiometrica di bisolfito (NaHSO3) ed acido solforico. I reflui provenienti dai lavaggi aventi caratteristiche alcaline, i concentrati alcalini con cianuri e gli eluati di rigenerazione basici, vengono avviati, con stadi diversi per ciascuna corrente, ai rispettivi trattamenti che, a differenza dalla componente acida, risultano differenziati: i concentrati alcalini vengono avviati ad un trattamento a batch per l’ossidazione dei cianuri (dosaggio di NaClO, poi HCl fino a raggiungere pH 7 e successiva decantazione); i lavaggi alcalini vengono trattati in un altro distretto unitamente agli eluati basici di rigenerazione sempre per abbattere i cianuri (dosaggio di soda e NaClO) le due correnti (acide e basiche) sono poi equalizzate, neutralizzate (si ha il dosaggio di soda o acido solforico per raggiungere il pH di 9-9,5) e viene inoltre dosato il bisolfito necessario per eliminare l’eccesso di ipoclorito (NaClO); a questo stadio si aggiunge la corrente generata dal chiarificato del trattamento a batch dei concentrati alcalini e lo scarico del controlavaggio filtri; lo stream subisce poi il trattamento di solfurazione tramite dosaggio di solfuro di sodio, la successiva flocculazione con polielettrolita e l’avvio ad una prima fase di decantazione dalla quale si genera un primo fango di depurazione che viene avviato all’ispessimento ed un chiarificato che viene rilanciato in una ulteriore fase di trattamento tesa all’eliminazione dei metalli e successiva coagulazione tramite acidificazione con acido solforico e polielettrolita; seconda quantità di fango che viene avviato come il primo all’ispessimento ed un refluo; una chiarificato che viene avviato, previo passaggio su sabbia e carbone, allo scarico in pubblica fognatura.
. I reflui provenienti dai lavaggi con caratteristiche acide, i concentrati acidi e gli eluati di rigenerazione acidi, vengono collettati in una vasca nella quale si opera la riduzione del cromo VI a cromo III con aggiunta stechiometrica di bisolfito (NaHSO3) ed acido solforico. I reflui provenienti dai lavaggi aventi caratteristiche alcaline, i concentrati alcalini con cianuri e gli eluati di rigenerazione basici, vengono avviati, con stadi diversi per ciascuna corrente, ai rispettivi trattamenti che, a differenza dalla componente acida, risultano differenziati: i concentrati alcalini vengono avviati ad un trattamento a batch per l’ossidazione dei cianuri (dosaggio di NaClO, poi HCl fino a raggiungere pH 7 e successiva decantazione); i lavaggi alcalini vengono trattati in un altro distretto unitamente agli eluati basici di rigenerazione sempre per abbattere i cianuri (dosaggio di soda e NaClO) le due correnti (acide e basiche) sono poi equalizzate, neutralizzate (si ha il dosaggio di soda o acido solforico per raggiungere il pH di 9-9,5) e viene inoltre dosato il bisolfito necessario per eliminare l’eccesso di ipoclorito (NaClO); a questo stadio si aggiunge la corrente generata dal chiarificato del trattamento a batch dei concentrati alcalini e lo scarico del controlavaggio filtri; lo stream subisce poi il trattamento di solfurazione tramite dosaggio di solfuro di sodio, la successiva flocculazione con polielettrolita e l’avvio ad una prima fase di decantazione dalla quale si genera un primo fango di depurazione che viene avviato all’ispessimento ed un chiarificato che viene rilanciato in una ulteriore fase di trattamento tesa all’eliminazione dei metalli e successiva coagulazione tramite acidificazione con acido solforico e polielettrolita; seconda quantità di fango che viene avviato come il primo all’ispessimento ed un refluo; una chiarificato che viene avviato, previo passaggio su sabbia e carbone, allo scarico in pubblica fognatura.")
40
IMPIANTI PER IL TRATTAMENTO DELLE ACQUE REFLUE GALVANICHE: CASI STUDIO Silga S.p.A.

41
IMPIANTI PER IL TRATTAMENTO DELLE ACQUE REFLUE GALVANICHE: CASI STUDIO Silga S.p.A.

42
BIOMASSE D.A.M. D.A.T. Digestato solido Digestato t.q. Alimentazione
D.W. Digestato liquido

43
Stoccaggio materiale da inviare alla digestione
LINEE GUIDA IMPIANTI A BIOMASSE REGIONE EMILIA ROMAGNA DGR 1495/2011 3.1 Misure strutturali Tra le misure strutturali particolare attenzione deve essere riservata a: I. Stoccaggio dei materiali da inviare a digestione anaerobica Stoccaggio materiale da inviare alla digestione 1- Per quanto riguarda lo stoccaggio di biomasse palabili in arrivo all’impianto destinate ad insilamento, le strutture dovranno essere conformi a quelle normalmente utilizzate per questo tipo di processo. Per quanto riguarda, invece, le altre biomasse da destinare all’alimentazione del digestore, lo stoccaggio dovrà essere effettuato in contenitori coperti per evitare dispersioni sia di COV sia di particolato. 2- Qualora il tenore di sostanza secca dei suddetti materiali sia inferiore al 60% lo stoccaggio deve avvenire in contenitori chiusi a tenuta, salvo un’apertura minima per gli sfiati che dovranno essere opportunamente trattati. 3-Inoltre la pavimentazione, quando presente, deve essere impermeabilizzata e sagomata in modo da favorire il rapido sgrondo di eventuali percolati. Questi dovranno essere inviati direttamente al digestore od in alternativa, conservati in contenitori chiusi, in attesa del loro caricamento. 4-Per le biomasse non palabili, in arrivo all’impianto (liquami zootecnici di origine extra aziendale, sughi zuccherini, sottoprodotti agroindustriali) la conservazione in attesa del caricamento dovrà essere effettuata in vasche/contenitori chiusi a tenuta, salvo un’apertura minima per gli sfiati che dovranno essere opportunamente trattati. In tale contesto, sono esclusi i liquami zootecnici di origine aziendale qualora inviati direttamente alla fase di digestione anaerobica.
 la conservazione in attesa del caricamento dovrà essere effettuata in vasche/contenitori chiusi a tenuta, salvo un’apertura minima per gli sfiati che dovranno essere opportunamente trattati. In tale contesto, sono esclusi i liquami zootecnici di origine aziendale qualora inviati direttamente alla fase di digestione anaerobica.")
44
Stoccaggio del digestato
LINEE GUIDA IMPIANTI A BIOMASSE REGIONE EMILIA ROMAGNA DGR 1495/2011 3.1 Misure strutturali Tra le misure strutturali particolare attenzione deve essere riservata a: II. Stoccaggio ed eventuali trattamenti del digestato Stoccaggio del digestato 1- Lo stoccaggio del digestato e/o delle frazioni solide e chiarificate risultanti da un eventuale trattamento di separazione dovrà garantire il contenimento delle emissioni di odori, ammoniaca e gas serra causati dalla presenza di sostanza organica non digerita che determina un potere di biometanazione residuo del digestato stesso. La capacità dei contenitori è calcolata in rapporto ai quantitativi di materiali trattati dall’impianto e non può essere inferiore al volume di digestato prodotto tal quale o chiarificato in centottanta giorni (180 gg) per impianti con terreni in Zone Vulnerabili da Nitrati e centoventi giorni (120 gg) per impianti con terreni in Zone Ordinarie. 2-Per quanto concerne la eventuale frazione palabile si farà riferimento ad un tempo di stoccaggio pari a novanta giorni (90 gg). La progettazione di tali sistemi, ad esclusione dei casi in cui Aziende esistenti, singole o associate, già dotate di contenitori di stoccaggio aventi adeguate volumetrie impiegano azoto zootecnico di origine aziendale in misura uguale o superiore all’80% del totale, dovrà prevedere: uno stoccaggio del digestato tal quale o della frazione chiarificata (Digestato liquido) in una o più vasche/contenitori coperti con eventuale trattamento dell’aria esausta o captazione del biogas e utilizzo del medesimo per produzione energetica; oppure: uno stoccaggio del digestato tal quale o della frazione chiarificata ripartito in almeno tre bacini, caricati in serie, disposti secondo un layout che consenta un periodo di stasi della biomassa senza aggiunta di biomassa fresca (nei bacini 2 e 3) per un adeguato periodo, come da schema.
 per impianti con terreni in Zone Vulnerabili da Nitrati e centoventi giorni (120 gg) per impianti con terreni in Zone Ordinarie. 2-Per quanto concerne la eventuale frazione palabile si farà riferimento ad un tempo di stoccaggio pari a novanta giorni (90 gg). La progettazione di tali sistemi, ad esclusione dei casi in cui Aziende esistenti, singole o associate, già dotate di contenitori di stoccaggio aventi adeguate volumetrie impiegano azoto zootecnico di origine aziendale in misura uguale o superiore all’80% del totale, dovrà prevedere: uno stoccaggio del digestato tal quale o della frazione chiarificata (Digestato liquido) in una o più vasche/contenitori coperti con eventuale trattamento dell’aria esausta o captazione del biogas e utilizzo del medesimo per produzione energetica; oppure: uno stoccaggio del digestato tal quale o della frazione chiarificata ripartito in almeno tre bacini, caricati in serie, disposti secondo un layout che consenta un periodo di stasi della biomassa senza aggiunta di biomassa fresca (nei bacini 2 e 3) per un adeguato periodo, come da schema.")
45
LINEE GUIDA IMPIANTI A BIOMASSE REGIONE EMILIA ROMAGNA DGR 1495/2011
OBBLIGHI: 1- la copertura del contenitore n. 1 con trattamento dell’aria esausta o captazione del biogas e utilizzo del medesimo per produzione energetica 2- la dimensione del contenitore 1 deve essere pari ad almeno il volume di digestato prodotto in 30 giorni

46
LINEE GUIDA IMPIANTI A BIOMASSE REGIONE EMILIA ROMAGNA DGR 1495/2011
Sono da ritenere assimilabili al contenitore n. 1, e quindi utili al computo del periodo di stoccaggio richiesto (rif. al precedente punto II), le vasche coperte di post digestione, qualora siano utilizzate nel ciclo di riempimento/svuotamento dettato dal calendario di utilizzo agronomico del digestato. Per quanto concerne i contenitori n. 2 e 3, deve essere conseguita una riduzione delle emissioni ammoniacali in atmosfera adottando una della tecniche di riduzione illustrata nella tabella che segue: Il volume massimo di ogni singolo nuovo contenitore per materiali non palabili non potrà essere superiore a metri cubi per evitare difficoltà di omogeneizzazione del digestato e di ripresa dei sedimenti dal fondo. Per la frazione palabile del digestato è obbligatoria la copertura dell’area di stoccaggio e tamponature laterali.
, le vasche coperte di post digestione, qualora siano utilizzate nel ciclo di riempimento/svuotamento dettato dal calendario di utilizzo agronomico del digestato. Per quanto concerne i contenitori n. 2 e 3, deve essere conseguita una riduzione delle emissioni ammoniacali in atmosfera adottando una della tecniche di riduzione illustrata nella tabella che segue: Il volume massimo di ogni singolo nuovo contenitore per materiali non palabili non potrà essere superiore a metri cubi per evitare difficoltà di omogeneizzazione del digestato e di ripresa dei sedimenti dal fondo. Per la frazione palabile del digestato è obbligatoria la copertura dell’area di stoccaggio e tamponature laterali.")
47
LINEE GUIDA IMPIANTI A BIOMASSE REGIONE EMILIA ROMAGNA DGR 1495/2011
Un'altra potenziale sorgente di odori è costituita dal trattamento di separazione dei digestati in due frazioni, quando tale operazione è effettuata con mezzi a forte efficienza e impiego energetico, come le centrifughe. In questi casi si dovrà ricorrere ad interventi strutturali che consistono in: - ambienti completamente chiusi e in depressione, con aspirazione e trattamento dell’aria esausta prima della sua immissione in atmosfera. In tale contesto, all’uscita dell’impianto di trattamento, i valori guida a cui fare riferimento per le emissioni odorigene sono: Concentrazione di odore espressa come unità odorimetriche: 400 uoE/Nm3 misurata con olfattometria dinamica secondo UNI EN 13725/2004 Composti ridotti dell’azoto espressi come NH4: 5 mg/Nm3 Per verificare l’entità delle emissioni odorigene, in presenza di centrifughe, si dovranno prevedere almeno numero 2 autocontrolli/anno, da eseguirsi con almeno tre campionamenti nell’arco temporale di 1 ora di funzionamento dell’impianto di separazione nelle condizioni di esercizio più gravose. I sistemi di separazione solido/liquido e di trattamento dell’aria esausta dovranno essere oggetto di adeguata manutenzione.

48
LINEE GUIDA IMPIANTI A BIOMASSE REGIONE EMILIA ROMAGNA DGR 1495/2011
SISTEMI DI RACCOLTA E TRATTAMENTO DELLE ACQUE Per la gestione delle acque complessivamente generate nell’area d’impianto, occorre far riferimento alla specifica normativa di settore che è rappresentata dal Dlgs 152/06 e s.m.i.; DGR 286/05; DGR 1860/06; DGR 1053/03. Gli impianti di trattamento/raccolta delle acque dovranno essere sottoposti annualmente ad operazioni di verifica, controllo e manutenzione e di tali interventi dovrà essere conservata idonea documentazione da rendere disponibile a richiesta degli organi di controllo. Misure gestionali attenzione dovrà essere riservata alla movimentazione dei materiali all’interno dell’area perimetrata dell’impianto e alla gestione degli stoccaggi: Evitare imbrattamenti dei piazzali per perdite di materiale solido o di percolato da parte dei mezzi adibiti alla movimentazione (carri, pale meccaniche, muletti, ecc). Trasporto e il carico dell'insilato deve avvenire con mezzi chiusi e a tenuta per evitare perdite di percolato. Deve inoltre essere utilizzata apposita benna/trancia insilato. Nel caso di scarico da autobotti il liquido deve essere immesso nel contenitore sotto al pelo libero oppure utilizzando un circuito chiuso. Lo stoccaggio dei materiali in arrivo all’impianto, con tenore di sostanza secca < al 60%, ad esclusione degli insilati, dovrà essere di breve durata (non oltre 72 ore), onde prevenire fenomeni di anaerobiosi, fonte primaria di emissioni maleodoranti. Infine, lo stoccaggio del digestato separato solido dovrà essere effettuato in modo tale da evitare fenomeni di anaerobiosi nei cumuli che pertanto dovranno essere di dimensioni contenute e periodicamente rivoltate.
. Trasporto e il carico dell insilato deve avvenire con mezzi chiusi e a tenuta per evitare perdite di percolato. Deve inoltre essere utilizzata apposita benna/trancia insilato. Nel caso di scarico da autobotti il liquido deve essere immesso nel contenitore sotto al pelo libero oppure utilizzando un circuito chiuso. Lo stoccaggio dei materiali in arrivo all’impianto, con tenore di sostanza secca < al 60%, ad esclusione degli insilati, dovrà essere di breve durata (non oltre 72 ore), onde prevenire fenomeni di anaerobiosi, fonte primaria di emissioni maleodoranti. Infine, lo stoccaggio del digestato separato solido dovrà essere effettuato in modo tale da evitare fenomeni di anaerobiosi nei cumuli che pertanto dovranno essere di dimensioni contenute e periodicamente rivoltate.")
49
CARATTERISTICHE EFFLUENTI DA DIGESTIONE ANEROBICA BIOMASSE

50
CARATTERISTICHE EFFLUENTI DA DIGESTIONE ANAEROBICA BIOMASSE

51
Introduzione Materiali & Metodi Risultati Conclusioni PROCESSO BIOLOGICO DI NITRITAZIONE/DENITRITAZIONE IN CONTINUO DEIEZIONI BOVINE Da 01/09/2012 A 12/11/2012 DEIEZIONI SUINE Da 27/11/2012 A 07/07/2013 DEIEZIONI SUINE + SIERO Da 08/07/2013 A 30/09/2013 Alk TSS COD COD sol TKN TKN sol N-NH4 P tot P-PO4 IN mg/l 5965 4308 14275 4673 1230 984 945 43 16 Kn Kd 0,10 0,09 via nitrito 95% IN mg/l 3860 1226 3011 1580 1042 940 885 41 22 Kn Kd 0,136 0,140 via nitrito 100% 99% Kn Kd 0,307 0,247 via nitrito 80% IN mg/l 7350 3564 6190 2704 2911 2740 1556 86 49 E % TSS 64 COD 52 Ntot 73 Ptot E % TSS 57 COD 54 Ntot 82 Ptot 69 E % TSS 83 COD 78 Ntot 88 Ptot 74 Kn 0,005 solo via nitrati

52
PROCESSI BIOLOGICI AVANZATI PER IL TRATTAMENTO DI REFLUI AD ALTO CONTENUTO DI NUTRIENTI E VALUTAZIONE DELLE EMISSIONI GASSOSE Dottorato di Ricerca in Scienze dell’Ingegneria Ingegneria dei Materiali, delle Acque e dei Terreni XIII ciclo Dottoranda Martina Santinelli Relatore Prof. Paolo Battistoni Coordinatore Prof. Erio Pasqualini 2 dicembre 2014

53
Introduzione Materiali & Metodi Risultati Conclusioni PROCESSO BIOLOGICO DI NITRITAZIONE/DENITRITAZIONE IN CONTINUO … REQUISITI OD < 2 mg/l pH ~ 7,5-8,5 N-NH4in (ideale tra 0,5 e 2 g/l) VANTAGGI Risparmio di OD ~ 25% Riduzione fino 40% di RBCOD Velocità cinetiche 1,5-2 volte delle std … applicato all’AUTOMATISMO del processo consolidato a CICLI ALTERNATI Controllo sulla base di segnali di OD e ORP Fasi aerobiche ed anossiche in continuo ed alternate, per operare la nitrificazione e denitrificazione via nitrito Fasi aerobica & anossica FASE AEROBICA FASE ANOSSICA PROFILI DI OD/ORP FINE N-NH4 MIXER ON ORP OD PROFILI DI ORP FINE N-NOX, SOFFIANTI ON
 VANTAGGI. Risparmio di OD ~ 25% Riduzione fino 40% di RBCOD. Velocità cinetiche 1,5-2 volte delle std. … applicato all’AUTOMATISMO del processo consolidato a CICLI ALTERNATI. Controllo sulla base di segnali di OD e ORP. Fasi aerobiche ed anossiche in continuo ed alternate, per operare la nitrificazione e denitrificazione via nitrito. Fasi aerobica & anossica. FASE. AEROBICA. FASE. ANOSSICA. PROFILI DI OD/ORP FINE N-NH4 MIXER ON. ORP. OD. PROFILI DI ORP FINE N-NOX, SOFFIANTI ON.")
54
Materiali & Metodi Sperimentazione dal 17/04/2012 al 13/01/2014
Introduzione Materiali & Metodi Risultati Conclusioni Sperimentazione dal 17/04/2012 al 13/01/2014 FASE T(d) Alimentazione RBCOD V (L) HRT (d) VSS/SS (%) NLR (KgN/m3d) 1 - 43 inoculo surnatante da fanghi urbani si 2 7 urbano (2/3) e zootec-agroind (1/3) no 3060 11 76 0,09 3 19 urbano (1/3) e zootec-agroindu (2/3) 3900 18 75 0,15 4 a bovino-agroindustriale 15 71 0,18 b 16 bovino-agroindustriale filtrato 5 8 bovino 3300 12 68 0,05 40 bovino (centrifugato due volte) 2400 20 0,06 c 73 74 0,07 6 28 bovino+suino 120 suino 21 87 suino (dal 12/04 nuovo carico) 85 suino+siero di latte 27 0,08 9 bovino+siero 10 62 bovino+agroind (origine esterna) 36 RISULTATI DELLE FASI DI ALIMENTAZIONE CON MATRICI: 1) BOVINA 2) SUINA 3) SUINA+SIERO
 Alimentazione. RBCOD. V. (L) HRT. (d) VSS/SS (%) NLR (KgN/m3d) inoculo surnatante da fanghi urbani. si urbano (2/3) e zootec-agroind (1/3) no , urbano (1/3) e zootec-agroindu (2/3) , a. bovino-agroindustriale ,18. b. 16. bovino-agroindustriale filtrato bovino , bovino (centrifugato due volte) ,06. c , bovino+suino suino suino (dal 12/04 nuovo carico) 85. suino+siero di latte , bovino+siero bovino+agroind (origine esterna) 36. RISULTATI DELLE FASI DI ALIMENTAZIONE CON MATRICI: 1) BOVINA. 2) SUINA. 3) SUINA+SIERO.")
55
Introduzione Materiali & Metodi Risultati Conclusioni PROCESSO BIOLOGICO DI NITRITAZIONE/DENITRITAZIONE IN CONTINUO DEIEZIONI BOVINE Da 01/09/2012 A 12/11/2012 DEIEZIONI SUINE Da 27/11/2012 A 07/07/2013 DEIEZIONI SUINE + SIERO Da 08/07/2013 A 30/09/2013 Alk TSS COD COD sol TKN TKN sol N-NH4 P tot P-PO4 IN mg/l OUT mg/l 5965 2535 4308 1709 14275 6368 4673 2910 1230 206 984 158 945 100 43 30 16 8,5 Kn Kd 0,10 0,09 via nitrito 95% IN mg/l OUT mg/l 3860 1491 1226 500 3011 1649 1580 807 1042 262 940 207 885 154 41 20 22 10 Kn Kd 0,136 0,140 via nitrito 100% 99% Kn Kd 0,307 0,247 via nitrito 80% IN mg/l OUT mg/l 7350 1704 3564 391 6190 1095 2704 809 2911 122 2740 88 1556 68 86 16 49 6 E % TSS 64 COD 52 Ntot 73 Ptot E % TSS 57 COD 54 Ntot 82 Ptot 69 E % TSS 83 COD 78 Ntot 88 Ptot 74 Kn 0,005 solo via nitrati

56
Digestato solido e fango
Introduzione Materiali & Metodi Risultati Conclusioni FILIERA CORTA digestato solido Filiera corta Digestato solido Effluente Digestato liquido DEIEZIONI %N %P Bovino 36 95 64 5 Suino 39 86 61 14 Suino + Siero 22 78 FILIERA LUNGA digestato solido Filiera lunga Digestato solido e fango Effluente Finale DEIEZIONI %N %P Bovino 37 96 12 4 Suino 43 92 17 8 Suino + Siero 23 95 3 5 IL VALORE AGGIUNTO DELLA FILIERA LUNGA PER UNA AZIENDA AGRICOLA SI MISURA SULL’IMPIEGO DEI SOTTOPRODOTTI DI TRATTAMENTO, QUALI IL DIGESTATO SOLIDO E LIQUIDO.

Presentazioni simili












1 Soluzioni e sospensioni.>")






