TAGLIO CON GETTO D’ACQUA Ultimo aggiornamento: 29/11/11 Prof. Gino Dini – Università di Pisa
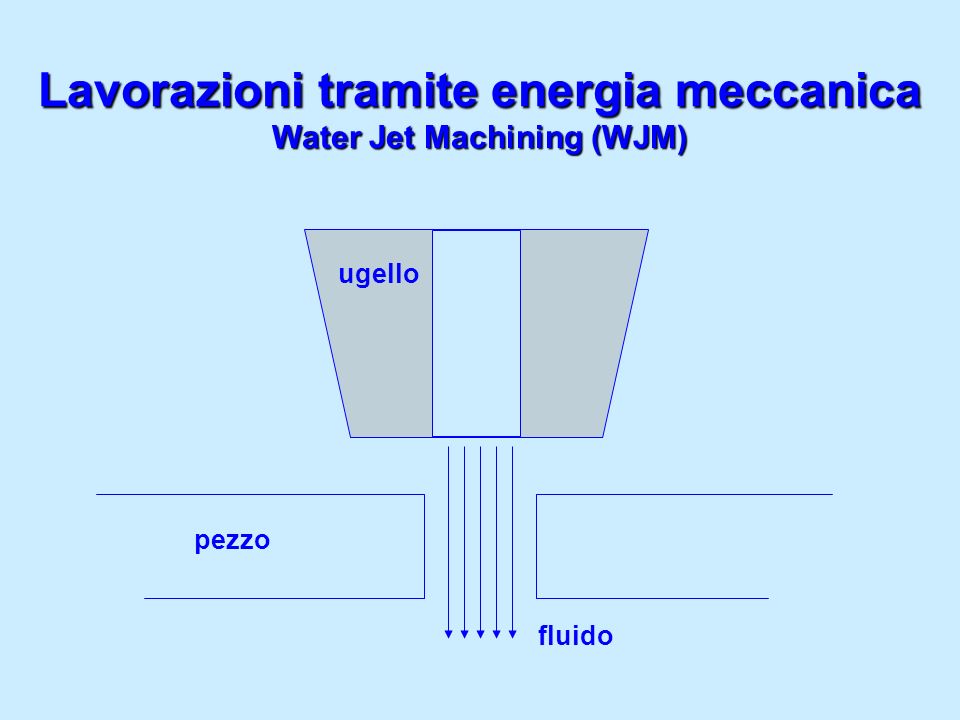
Lavorazioni tramite energia meccanica Water Jet Machining (WJM) ugello pezzo fluido
Lavorazioni eseguibili
Lavorazioni eseguibili
Lavorazioni eseguibili
Mezzo impiegato per il taglio
Principio di funzionamento del WJC
Componenti di un impianto di WJC Intensificatore
Componenti di un impianto di WJC Intensificatore
Componenti di un impianto di WJC Ugello
Componenti di un impianto di WJC Ugello
Componenti di un impianto di WJC Catcher
Parametri di processo del WJC
Parametri di processo del WJC profondità di taglio pressione acqua
Parametri di processo del WJC profondità di taglio distanza di stand-off
Parametri di processo del WJC profondità di taglio velocità di avanzamento
Parametri di processo del WJC profondità di taglio diametro ugello
Effetto della velocità di avanzamento
Vantaggi del WJM assenza usura utensile assenza rottura improvvisa utensile assenza danneggiamento termico assenza polveri facile staffaggio
Svantaggi del WJM solo materiali non metallici costo rumorosità danneggiamento (laminati)
Alcuni esempi Spessore Pressione Vel. avanz. Legno Kevlar 6 300 17 [mm] [MPa] [mm/s] Legno Kevlar Cuoio Poliestere Cartone 6 300 17 3 300 50 2,2 300 330 2 430 2500 1 250 8330
Lavorazioni tramite energia meccanica Abrasive Water Jet Machining (AWJM) ugello pezzo fluido con abrasivo
Principio di funzionamento del AWJM
Ugello utilizzato nel AWJM
Ugello con camera di miscelazione
Focalizzatore
Ugello ad anello
Ugello a vortice
Principio di taglio nel AWJM
Parametri di processo del AWJM
Parametri di processo del AWJM profondità di taglio portata di abrasivo
Macchina per AWJM: Flow WMC www.flowcorp.com
Macchina per AWJM: Flow WMC Area di lavoro standard 3 x 1,5 m, 4 x 2 m, 4 x 3 m Precisione di posizionamento ± 0.08 mm Precisione di ripetibilità ± 0.03 mm Velocità massima 850 mm/sec Velocità in contornatura 420 mm/sec Sistema di controllo FlowMaster® Registrazione asse Z 250 mm Pressione massima acqua 400 MPa Potenza pompa 40 e 80 kW
Taglio con getto d’acqua
Taglio con getto d’acqua
Tubo di adduzione fluido
Tubo di adduzione fluido
Esempio di cella robotizzata per WJC Cabina insono- rizzata Vasca (catcher) Tavola rotante
Esempio di cella robotizzata per WJC