Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
Recupero di risorse da rifiuti: esperienze nel campo della pirolisi
Dr. S. Galvagno PROT-STP C. R. Enea Trisaia

2
Organico volatili (organici+acqua) + char
Il Processo di Pirolisi Il processo di pirolisi consiste in una degradazione termica in atmosfera inerte. Organico volatili (organici+acqua) + char Per effetto della temperatura, la componente organica subisce il cracking termico scindendosi in una frazione solida (char) ed una volatile, in parte condensabile; quest’ultima può subire raffreddamento e condensazione portando all’ottenimento di una frazione liquida e di una gassosa incondensabile.
 + char. Per effetto della temperatura, la componente organica subisce il cracking termico scindendosi in una frazione solida (char) ed una volatile, in parte condensabile; quest’ultima può subire raffreddamento e condensazione portando all’ottenimento di una frazione liquida e di una gassosa incondensabile.")
3
Il processo fornisce quindi come prodotti:
una frazione gassosa, costituita essenzialmente da idrogeno, metano, etilene, etano, ossidi di carbonio ed altri gas combustibili; una frazione liquida, costituita da catrame, acqua ed una varietà di sostanze organiche (oli); una frazione solida, costituita dal residuo carbonioso, oltre che da ceneri, inerti, metalli, ecc. Le percentuali delle tre frazioni e la proporzione relativa dei vari prodotti all’interno delle frazioni dipende dal modo in cui si realizza il processo e dai parametri di reazione. (temperatura, pressione, tempo di residenza, temperatura di condensazione dei vapori.)
; una frazione solida, costituita dal residuo carbonioso, oltre che da ceneri, inerti, metalli, ecc. Le percentuali delle tre frazioni e la proporzione relativa dei vari prodotti all’interno delle frazioni dipende dal modo in cui si realizza il processo e dai parametri di reazione. (temperatura, pressione, tempo di residenza, temperatura di condensazione dei vapori.)")
4
economicamente non conveniente (problema char)
Attività di Ricerca Obiettivo: Messa a punto in scala pilota di processi di trattamento funzionali all’implementazione su scala industriale. Valorizzazione dei prodotti di processo: si predilige il recupero di materia rispetto a quello energetico. Utilizzo (solo) energetico dei prodotti economicamente non conveniente (problema char)
 energetico dei prodotti. economicamente non conveniente (problema char)")
5
In particolare per l’attività di trattamento termico, la sezione PROT-STP dispone di:
un laboratorio di sviluppo processi un laboratorio analitico e di caratterizzazione chimico-fisica un impianto pilota a tamburo rotante un impianto pilota “a letto fisso”

6
Laboratorio Sviluppo Processi
Nel laboratorio di sviluppo processi si realizza lo studio del comportamento termico dei materiali di rifiuto e la messa a punto dei processi di trattamento termico dei rifiuti in scala banco. Il laboratorio comprende una Termobilancia (TGA) ed un DSC/DTA; la TGA è collegata in serie ad uno spettrometro FT-IR e ad uno spettrometro di massa per l’analisi dei gas sviluppati (EGA). Reattori in scala banco per l’ottimizzazione dei processi.
 ed un DSC/DTA; la TGA è collegata in serie ad uno spettrometro FT-IR e ad uno spettrometro di massa per l’analisi dei gas sviluppati (EGA). Reattori in scala banco per l’ottimizzazione dei processi.")
7
Laboratorio analitico e di caratterizzazione chimico-fisica
Nel laboratorio si realizza la caratterizzazione dei materiali in ingresso e dei prodotti di processo. Il laboratorio comprende un analizzatore elementare CHNS-O, un misuratore di area superficiale, un gascromatografo, un distillatore ASTM ed uno spettrofotometro UV/VIS. Una parte delle attività del laboratorio è finalizzata alla valorizzazione dei prodotti di processo.

8
Impianto di pirolisi a tamburo rotante
Sistema di alimentazione Reattore di pirolisi Sistema di condensazione dei vapori: quencher Scambiatore ad acqua, Filtri Demister Scrubber Bruciatore . Impianto di pirolisi a tamburo rotante I gas prodotti sono monitorati on-line con un gascromatografo. I dati di processo sono registrati da un sistema di acquisizione.

9
Impianto di Pirolisi a Letto Fisso
Impianto Batch Reattore di pirolisi Sistema di condensazione dei vapori Filtri Demister Scrubber Bruciatore Trattamento fumi Il calore necessario al processo è fornito da un bruciatore alimentato a GPL. Il bruciatore funziona anche da combustore per gas di pirolisi. A valle del bruciatore una sezione di trattamento fumi assicura l’abbattimento degli inquinanti prima dello scarico in atmosfera.

10
Attività di Ricerca sulla Pirolisi
Materiali trattati Pneumatici fuori uso ASR (automobile shredder residue) Materiali compositi rinforzati con fibre di carbonio e/o vetro Fanghi di verniciatura Biomasse Plastiche
 Materiali compositi rinforzati con fibre di carbonio e/o vetro. Fanghi di verniciatura. Biomasse. Plastiche.")
11
S. Galvagno, S. Casu, A. Dinoi, G. Cornacchia
S. Galvagno, S. Casu, A. Dinoi, G. Cornacchia. “Procedimento per la trasformazione del granulato di pneumatico in un prodotto carbonioso a basso contenutodi zolfo e ceneri, mediante pirolisi catalizzata” Brevetto Domanda Numero RM2001A S. Galvagno, S. Portofino, A. Lucchesi, O.A. Corianò, T. Candelieri, G. Cornacchia. “Procedimento per il recupero delle fibre di carbonio e/o di vetro da compositi delle stesse in matrici polimeriche, e mezzi per la sua attuazione” Brevetto Domanda Numero RM 2002 A S. Galvagno, A. Dinoi, S. Casu, G. Bezzi, G. Cornacchia “Procedimento per la trasformazione del granulato di pneumatico in carburo di Silicio (SiC)”. Brevetto Domanda n. 2003A S. Galvagno, V.K. Sharma, G. Cornacchia, F. Fortuna, S. Casu and T. Coppola, “Pyrolysis process for the treatment of automobile shredder residue: preliminary experimental results” Int. J. Energy Convers. & Mgmt 42 (2001), p ; S. Galvagno, S. Casu, T. Casabianca, A. Calabrese, G. Cornacchia, "Pyrolysis process for the treatment of scrap tyres: preliminary experimental results". Waste Management 22 (2002) 917–923
 . Brevetto Domanda n. 2003A S. Galvagno, V.K. Sharma, G. Cornacchia, F. Fortuna, S. Casu and T. Coppola, Pyrolysis process for the treatment of automobile shredder residue: preliminary experimental results Int. J. Energy Convers. & Mgmt 42 (2001), p ; S. Galvagno, S. Casu, T. Casabianca, A. Calabrese, G. Cornacchia, Pyrolysis process for the treatment of scrap tyres: preliminary experimental results . Waste Management 22 (2002) 917–923.")
12
La Strategia Comunitaria per la gestione dei rifiuti incoraggia in primo luogo la riduzione alla fonte (minimizzazione tramite prevenzione), quindi, in alternativa, il riutilizzo in forma originale, il riciclaggio ed il recupero di materiali ed energia, ed infine, solo come ultima alternativa, lo smaltimento appropriato. Per i pneumatici usati, il riutilizzo in forma originale (diretto o a seguito di alcuni pretrattamenti di ricostruzione) viene attualmente considerata come la “Best Praticable Enviromental Option” (BPEO). Tuttavia, a causa della sempre maggiore diffusione dei pneumatici a basso profilo e ad alta prestazione, la vita media dei pneumatici sta notevolmente diminuendo ed una sempre maggiore porzione di pneumatici usati risulta essere inadeguata alla ricostruzione.
 viene attualmente considerata come la Best Praticable Enviromental Option (BPEO). Tuttavia, a causa della sempre maggiore diffusione dei pneumatici a basso profilo e ad alta prestazione, la vita media dei pneumatici sta notevolmente diminuendo ed una sempre maggiore porzione di pneumatici usati risulta essere inadeguata alla ricostruzione.")
13
Problema: Contrariamente ad altri tipi di rifiuti (ad es
Problema: Contrariamente ad altri tipi di rifiuti (ad es. vetro, imballaggi, metalli e carta) i pneumatici usati sono difficili da riciclare. Il riciclaggio completo ( processare i pneumatici usati per produrne di nuovi) non è attualmente ottenibile!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! La produzione di Pneumatici in Europa si attesta a circa 2,5 milioni di tonnellate/anno; di questi tonnellate/anno sono prodotti in Italia (Fonte: Rapp.ARGO 2000).
 i pneumatici usati sono difficili da riciclare. Il riciclaggio completo ( processare i pneumatici usati per produrne di nuovi) non è attualmente ottenibile!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! La produzione di Pneumatici in Europa si attesta a circa 2,5 milioni di tonnellate/anno; di questi tonnellate/anno sono prodotti in Italia. (Fonte: Rapp.ARGO 2000).")
14
il conferimento in discarica è ancora la soluzione più diffusa.
essa risulta poco vantaggiosa per la perdita di materiali che in precedenza possedevano un alto valore aggiunto e in termini di impatto ambientale. Alcuni problemi associati con lo smaltimento in discarica: Resistenza alla degradazione Occupazione di elevati volumi di discarica Alto potere calorifico Emissione di inquinanti Trattamenti alternativi alla discarica, prevedono la ricostruzione e il riutilizzo oppure il recupero di materia e/o di energia mediante processi di trattamento termico.

15
Attività di Ricerca sulla Pirolisi dei Pneumatici Fuori Uso
S. Galvagno, S. Casu, A. Dinoi, G. Casciaro, A. Russo, A. Calabrese, G. Cornacchia Campagne sperimentali con l’impianto a tamburo rotante, per ottimizzare i valori dei parametri di processo in scala pilota. Effetto della temperatura di processo su resa e composizione dei prodotti per il sistema processo/impianto realizzato. Variazione delle caratteristiche chimico fisiche dei prodotti con la temperatura di processo. Ripartizione degli elementi (C,H,O,N,S) nelle tre frazioni. Valorizzazione del residuo solido
 nelle tre frazioni. Valorizzazione del residuo solido.")
16
L’analisi immediata mostra che il materiale organico, su base secca, si divide per il 60% nella frazione volatile e per il 40 % nel residuo solido. Il materiale mostra un alto contenuto di carbonio, un significativo tenore di zolfo, pari a circa il 2%; il contenuto di ceneri è circa il 5%. Lo Zinco è il componente principale.

18
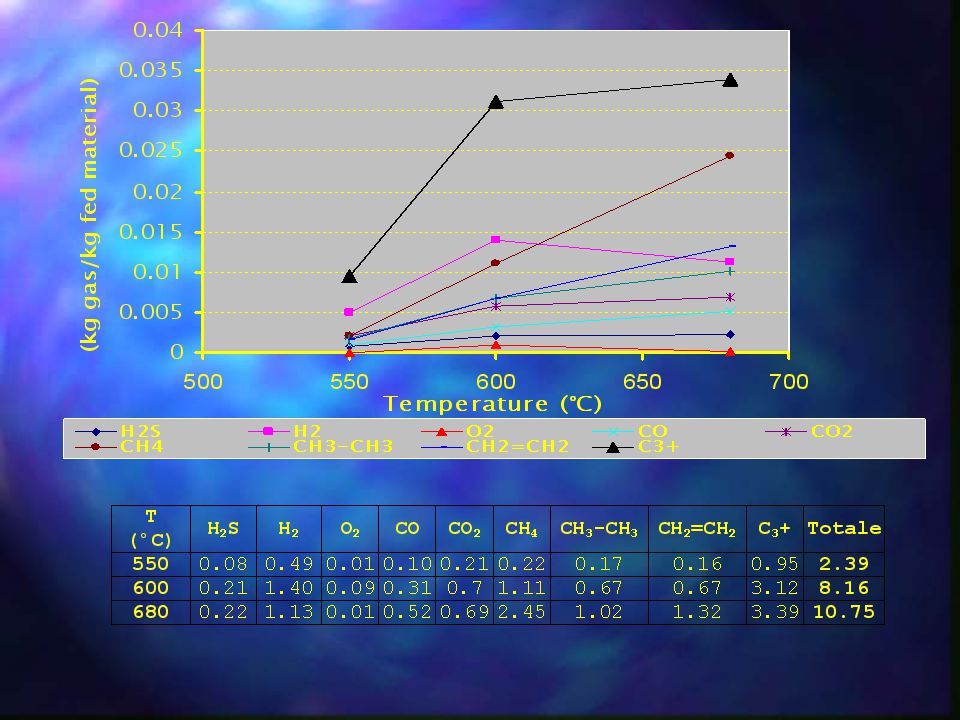
Le prove sono state condotte variando la temperatura di processo tra °C, mantenendo costanti gli altri parametri. La temperatura di processo è misurata alla parete del reattore.

19
Volatile fraction amount pyrolysable (theoretical volatile)
(liquid+ gas) pyrolysable (theoretical volatile) Conversion Factor =
 pyrolysable (theoretical volatile) Conversion Factor =")
20
La percentuale di Char è praticamente costate per le tre prove: questo indica che la reazione di volatilizzazione è fortemente spostata verso i prodotti. La resa in syngas cresce con la temperatura di processo, principalmente a spese della frazione condensabile.

21
La percentuale di carbonio fisso aumenta con la temperatura di processo, mentre la frazione volatile diminuisce nello stesso modo. La maggior parte delle ceneri contenute nel granulato di pneumatico è concentrata nel residuo solido. Il rapporto Idrogeno/carbonio diminuisce al crescere della temperatura di processo, indice di un maggior grado di aromatizzazione del char, e quindi di un maggior grado di grafitizzazione.

23
La percentuale di carbonio cresce con la temperatura, mentre il contenuto di idrogeno diminuisce; la percentuale di ossigeno si mantiene quasi costante. Un aumento della temperatura favorisce, a parità di condizioni, le reazioni secondarie nella frazione volatile, aumentando così la frazione non-condensabile.

24
Valorizzazione del residuo solido (char)
Sono state condotte delle prove in laboratorio finalizzate alla valorizzazione del char; i test sono stati sviluppati sul char prodotto alla temperatura di 550°C. In funzione del trattamento sviluppato è stato possibile ottenere sia carbone con basso contenuto di zolfo e ceneri, sia carboni attivi. Nel primo caso il char è stato trattato a riflusso con acido cloridrico; (Resa: 95-98%). I migliori risultati sono stati ottenuti con un processo catalizzato (brevetto depositato) finalizzato all’eliminazione di zolfo e ceneri dal char. Sono state condotte prove di attivazione utilizzando un reattore in scala banco. CO2 è stato usato come gas di attivazione e trasporto. Durante i test il char è stato trattato a 900°C a diversi tempi di reazione.
. I migliori risultati sono stati ottenuti con un processo catalizzato (brevetto depositato) finalizzato all’eliminazione di zolfo e ceneri dal char. Sono state condotte prove di attivazione utilizzando un reattore in scala banco. CO2 è stato usato come gas di attivazione e trasporto. Durante i test il char è stato trattato a 900°C a diversi tempi di reazione.")
25
Tab.8: Row and treated char characteristics
Parameter Original Char Treated char Yield 95 Volatile matter (%) Fixed carbon (%) Ash (%) 12.78 71.89 15.33 12.45 84.88 2.51 N (%) C (%) H (%) S (%) H/C 0.34 85.31 1.77 2.31 0.021 0.32 89.30 1.60 1.29 0.018 G.H.V. (kJ/kg) 30664 33039 BET area (sqm/g) 36 48 SCRAP TYRE ORIGINAL CHAR TREATED CHAR Zn (ppm) Ni (ppm) Fe (ppm) Cr (ppm) Cu (ppm) Hg (ppm) Pb (ppm) Cd (ppm) 19580 <50 1650 <25 85 2.2 76 2 40640 50 5475 45 205 581 9.6 504 47 4390 162 190 1.9 109 < 1 Tab.8: Row and treated char characteristics
 Fixed carbon (%) Ash (%) N (%) C (%) H (%) S (%) H/C G.H.V. (kJ/kg) BET area (sqm/g) SCRAP TYRE. ORIGINAL CHAR. TREATED CHAR. Zn (ppm) Ni (ppm) Fe (ppm) Cr (ppm) Cu (ppm) Hg (ppm) Pb (ppm) Cd (ppm) < < < 1. Tab.8: Row and treated char characteristics.")
26
Dal raffronto con carboni naturali, emerge che i trattamenti (acido e catalitico) consentono di ottenere un carbone di buona qualità rispetto al contenuto di ceneri, zolfo ed al potere calorifico. Carbon Type Sulphur (%) Ash (%) G.H.V. (kJ/kg) Row Char 2.31 15.33 Char treated with acidic process 1.29 2.51 Char treated with catalytic process 0.65 5.5 Anthracite 0.79 2.8 Bituminous Carbon 0.39 6 Bituminous Carbon , UK HemHeath 0.88 5 Brown coal n.d Illinois n. 6 Bituminous Carbon 2.84 12.9 Dow mill coal 1.43 12 25431,12 Tab.9: char and coals characteristics
 Ash (%) G.H.V. (kJ/kg) Row Char Char treated with acidic process Char treated with catalytic process Anthracite Bituminous Carbon Bituminous Carbon , UK HemHeath Brown coal. n.d Illinois n. 6 Bituminous Carbon Dow mill coal ,12. Tab.9: char and coals characteristics.")
27
Il secondo obbiettivo del lavoro sperimentale è stato la produzione di carboni attivi (AC).
E’ stato impiegato CO2 come gas di attivazione. La reazione principale che avviene durante il processo di attivazione è : C + CO2 + calore = 2 CO I carboni attivi prodotti sono stati sottoposti al trattamento acido. La procedura, in generale, comprende due steps consecutivi: attivazione del char con biossido di carbonio a 900 °C trattamento acido del residuo.

28
tenore di carbonio fisso BET surface area.
PARAMETER CHAR AC1 AC1* AC2 AC2* AC3 AC3* AC4 AC4* Activation time (h) N2/CO2 HCl treat. time (h) --- 3 1/3 2 1.5 1/1 3.3 5 Yield (%) 61.8 67.5 64.8 54.0 Tab.10: operative conditions in activation tests I parametri di processo (tempo di attivazione, flusso di biossido di carbonio, ecc.) influenzano: Resa tenore di carbonio fisso BET surface area. A parità di altre condizioni, la resa diminuisce sia se il tempo di attivazione aumenta, sia se il flusso di CO2 aumenta.
 N2/CO2. HCl treat. time (h) / / Yield (%) Tab.10: operative conditions in activation tests. I parametri di processo (tempo di attivazione, flusso di biossido di carbonio, ecc.) influenzano: Resa. tenore di carbonio fisso. BET surface area. A parità di altre condizioni, la resa diminuisce sia se il tempo di attivazione aumenta, sia se il flusso di CO2 aumenta.")
29
Tab. 11: Characteristics of activated carbons before and after acidic treatment
PARAMETER CHAR AC1 AC1* AC2 AC2* AC3 AC3* AC4 AC4* C (%) N (%) H (%) S (%) S/C 81.94 0.40 2.60 2.59 0.031 74.36 0.21 0.11 5.06 0.07 85.09 0.22 3.72 0.04 80.68 0.23 3.65 0.045 89.00 2.00 0.02 77.00 0.20 0.10 4.42 0.06 86.17 2.67 0.03 0.19 4.90 90.70 0.35 0.91 1.05 0.013 Volatile matter (%) Fixed carbon (%) Ash (%) 12.78 71.89 15.33 5.08 80.16 14.75 7.39 87.04 4.75 3.86 80.00 15.73 4.95 91.78 3.28 2.97 80.98 16.03 6.92 89.32 3.47 2.95 86.31 10.74 6.67 89.52 3.81 BET (sqm/g) 36 282 314 151 148 239 278 285 389 * after acidic treatment L’analisi immediata mostra che rispetto al char originale, il contenuto di carbonio fisso aumenta nella serie dei carboni attivi. D’altra parte, l’analisi elementare mostra l’effetto della gassificazione sul char: a parità di condizioni il rapporto S/C aumenta con il tempo di reazione. I dati indicano che la reazione di gassificazione agisce maggiormente sulla volatilizzazione del carbonio, provocando la concentrazione dello zolfo nel residuo. Ottimi risultati sono stati ottenuti nella rimozione di zolfo e ceneri: i valori decrescono rispettivamente da 15-16% a 3-4% e da 5% a 1%. Rispetto al char originale il carbonio fisso diviene maggiore di circa il 20%.
 N (%) H (%) S (%) S/C Volatile matter (%) Fixed carbon (%) Ash (%) BET (sqm/g) * after acidic treatment. L’analisi immediata mostra che rispetto al char originale, il contenuto di carbonio fisso aumenta nella serie dei carboni attivi. D’altra parte, l’analisi elementare mostra l’effetto della gassificazione sul char: a parità di condizioni il rapporto S/C aumenta con il tempo di reazione. I dati indicano che la reazione di gassificazione agisce maggiormente sulla volatilizzazione del carbonio, provocando la concentrazione dello zolfo nel residuo. Ottimi risultati sono stati ottenuti nella rimozione di zolfo e ceneri: i valori decrescono rispettivamente da 15-16% a 3-4% e da 5% a 1%. Rispetto al char originale il carbonio fisso diviene maggiore di circa il 20%.")
30
BET surface area of activated carbons
L’aumento dell’area superficiale BET da 36 a 285 m2/g indica chiaramente che il flusso di biossido di carbonio ed il tempo di residenza sono parametri cruciali nello sviluppo di area superficiale.

31
Un successivo trattamento acido aumenta ulteriormente l’area superficiale

32
CONCLUSIONI Mediante il processo di pirolisi il granulato di pneumatico è convertito in syngas, oli e residuo solido (char). Alla temperatura più alta (680°C) la conversione è praticamente completa e la formazione di gas prevale rispetto all’olio nella frazione volatile. Il syngas e gli oli hanno un elevato contenuto energetico e possono essere utilizzati come combustibili. Il trattamento acido e catalitico sviluppato consente di ridurre notevolmente il tenore di zolfo e ceneri nel residuo solido (char). Il processo di attivazione del char con diossido di carbonio (a 900°C) consente di ottenere carboni attivi, mentre il successivo trattamento acido, non solo riduce il contenuto di zolfo e ceneri, ma aumenta l’area superficiale.
 la conversione è praticamente completa e la formazione di gas prevale rispetto all’olio nella frazione volatile. Il syngas e gli oli hanno un elevato contenuto energetico e possono essere utilizzati come combustibili. Il trattamento acido e catalitico sviluppato consente di ridurre notevolmente il tenore di zolfo e ceneri nel residuo solido (char). Il processo di attivazione del char con diossido di carbonio (a 900°C) consente di ottenere carboni attivi, mentre il successivo trattamento acido, non solo riduce il contenuto di zolfo e ceneri, ma aumenta l’area superficiale.")
Presentazioni simili





 DISTRIBUZIONE>")










 aspetti energetici>")
 Aspetti energetici prof. ing. Francesco Asdrubali a.a. 2007/08.>")


