Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
SOLUZIONI SOLIDE METALLICHE

2
Le Leghe Combinazione di due o più metalli:
resistenza meccanica maggiore resistenza alla corrosione più alta possibilità di agire su proprietà desiderate LEGA: miscela di due o più metalli o di un metallo con un non metallo. Possono essere semplici o estremamente complesse (super lega a base di nichel Iconel 718 cha ha circa 10 elementi) la lega è una soluzione solida, ovvero un solido che consiste in due o più elementi atomicamente dispersi in una struttura monofase
 la lega è una soluzione solida, ovvero un solido che consiste in due o più elementi atomicamente dispersi in una struttura monofase.")
3
esempi leghe ottone: È costituito da rame e zinco che può arrivare fino al 40%; questa lega è molto diffusa nel campo della rubinetteria. bronzo: È costituito da rame e stagno; lo stagno può arrivare fino al 28% a seconda che la lega sia impiegata per parti meccaniche, per la costruzione di campane oppure per le sculture. peltro: È costituito da stagno, piombo, rame o antimonio ed è particolarmente usato per vasellame e oggetti d’arte. acciaio inossidabile: È un tipo di acciaio che contiene anche cromo e nichel in percentuali variabili; l’aggiunta di questi metalli rende l’acciaio particolarmente resistente alla corrosione.

4
soluzioni solide sostituzionali
gli atomi del soluto vanno a sostituire atomi del solvente. Si può avere distorsione del reticolo a causa delle dimensioni. La frazione di soluto può variare, per avere solubilità > occorre: regole di Hume-Rothery diametri elemento 1 e elemento 2 max 15% differenza stesse strutture cristalline se ho differenze di elettronegatività: composto stessa valenza sistema Differenza raggio atomico% Differenza elettronegatività Grado di solubilità allo stato solido Max solubilità osservata allo stato solido% Cu-Zn + 3,9 0.1 alta 38,3 Cu-Pb +36,7 0.2 Molto bassa 0,1 Cu-Al + 11,7 0.3 moderata 19,6

5
soluzioni solide interstiziali
atomi di soluto fra atomi del solvente (atomi piccoli che danno soluzioni di questo tipo:H2, C, N2 e O2.) es.: ferro-γ: CFC stabile tra 912 e 1394 °C con presenza di C fino a 2.08% si ha distorsione del reticolo del ferro raggio del vuoto del Fe in CFC è 0,053 nm raggio atomico del C è 0,075 nm
 es.: ferro-γ: CFC stabile tra 912 e 1394 °C con presenza di C fino a 2.08% si ha distorsione del reticolo del ferro. raggio del vuoto del Fe in CFC è 0,053 nm. raggio atomico del C è 0,075 nm.")
6
LAVORAZIONE INDUSTRIALE METALLI E LEGHE
Metallo fuso eventuale aggiunta di alliganti (es: Al+Mg) rimozione impurezze di ossidi colata semicontinua a raffreddamento diretto: si ha la formazione prodotti intermedi prodotti intermedi a forma di parallelepipedo bramme blumi billette prodotti finiti: -nastri -lamiere barre profilati tondini fili tubi tramite deformazione a caldo o a freddo getti: prodotti ottenuti mediante colata in uno stampo (es: pistoni)
 rimozione impurezze di ossidi. colata semicontinua a raffreddamento diretto: si ha la formazione prodotti intermedi. prodotti intermedi a forma di parallelepipedo. bramme. blumi. billette. prodotti finiti: -nastri. -lamiere. barre. profilati. tondini. fili. tubi. tramite deformazione. a caldo o a freddo. getti: prodotti ottenuti mediante. colata in uno stampo (es: pistoni)")
7
lavorazione dei semilavorati
1.LAMINAZIONE A CALDO si possono ottenere prodotti finiti di notevole lunghezza e sezione costante. Lavorando a caldo si possono ottenere spessori minori per ogni passata. Si scalda a T 1200°C e poi si lamina in un laminatoio sbozzatore reversibile fino a che si raffredda, si riscalda nuovamente fino a che lo spessore permette l’avvolgimento a spirale rappresentazione operazioni di laminazione a caldo in un laminatoio sbozzatore reversibile

8
lavorazione dei semilavorati
2.LAMINAZIONE A FREDDO dopo al laminazione a caldo si fa una ricottura per ridurre la durezza del metallo e rimuovere incrudimenti percentuale di riduzione di sezione a freddo di una lamiera: anche questo è effettuato con laminatoio (singolo o in serie)
")
9
lavorazione dei semilavorati
3.ESTRUSIONE processo di deformazione per il quale un metallo viene forzato a passare attraverso l’apertura di una matrice per ridurne la sezione. Generalmente usata per produrre barre a sezione circolare e tubi ( a caldo) estrusione diretta estrusione inversa (forze di attrito e potenza richiesta <)
 estrusione diretta. estrusione inversa (forze di attrito e potenza richiesta <)")
10
lavorazione dei semilavorati
4. FORGIATURA serve per deformare i metalli nelle forme desiderate, a caldo al maglio: un maglio in caduta libera viene fatto ripetutamente urtare sulla superficie del metallo alla pressa: vien applicata una lenta ma graduale forza di compressione al metallo libera o stampo aperto: condotta tra due stampi piatti o di forma semplice (alberi acciaio per turbine, generatori elettrici) a stampo chiuso: si pone il metallo tra due stampi che riproducono l’impronta del prodotto desiderato (uno stampo solo o più stampi in successione)
 a stampo chiuso: si pone il metallo tra due stampi che riproducono l’impronta del prodotto desiderato (uno stampo solo o più stampi in successione)")
11
processi secondari di formatura
trafilatura: è un importante processo con cui il filo o tondino di metallo viene fatto passare attraverso una o più matrici coniche di trafilatura

12
processi secondari di formatura
imbutitura: la lamiera subisce profonda deformazione per essere trasformate in prodotti concavi sistema di fissaggio

13
esaminiamo ora le proprietà di resistenza e duttilità
DEFORMAZIONE ELASTICA E PLASTICA se un elemento metallico è sottoposto a una forza di trazione subisce una deformazione deformazione elastica: se ritorna alle sue dimensioni originali; un metallo tollera una piccola deformazione elastica perché gli atomi hanno leggera oscillazione, non vanno ad occupare altri spazi deformazione plastica: gli atomi del metallo vengono allontanati permanentemente dalle loro posizioni per assumere nuove posizioni reticolari. Proprietà molto utile (es acciaio: grande deformabilità plastica senza rompersi, vedi auto )
")
14
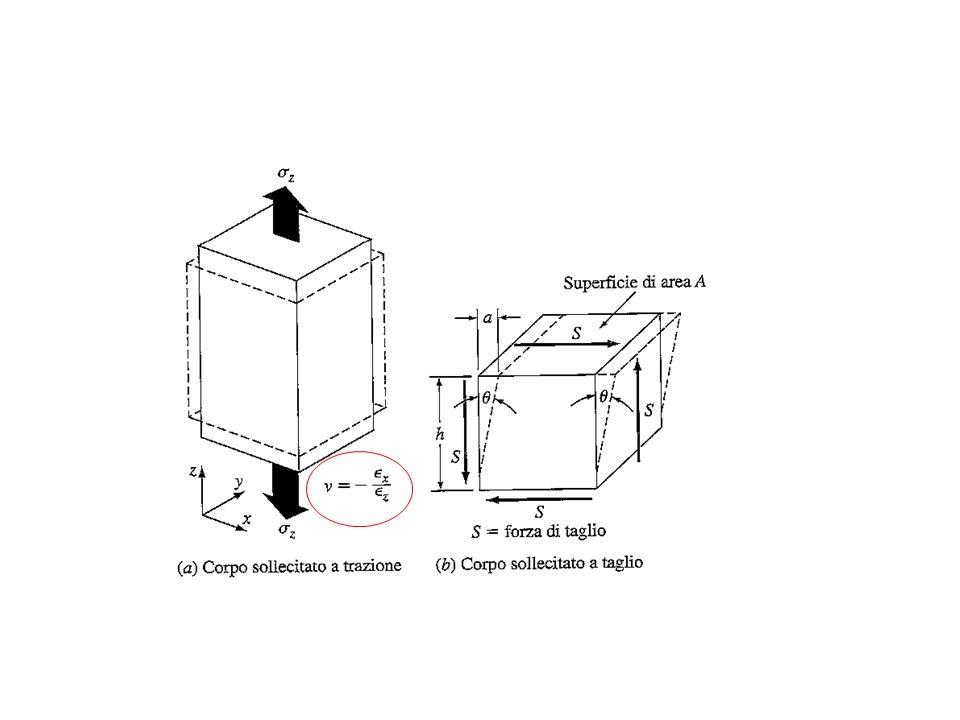
sforzo nominale σ: si definisce sforzo nominale agente sulla sbarra cilindrica il rapporto tra la forza media che agisce lungo l’asse della barra e la sua sezione iniziale (unità misura 1Pa=1N/m2)
")
15
deformazione nominale: quando si applica una forza di trazione ad una barra, l’allungamento in quella direzione è chiamato deformazione nominale generalmente la deformazione nominale è determinata su un tratto utile e di solito è convertita in % una deformazione elastica longitudinale è accompagnata da una variazione delle dimensioni laterali. In presenza di un comportamento isotropo –εx e - εz dovrebbero essere uguali il rapporto è definito modulo di Poisson

17
sforzo di taglio e deformazione di taglio
un altro metodo attraverso il quale un metallo può essere deformato è l’azione di uno sforzo di taglio. La relazione che li lega è la seguente: la deformazione di taglio è definita dallo spostamento a e il lato h

18
prova di trazione la prova di trazione consente di valutare la resistenza meccanica dei metalli e delle leghe. Il metallo viene tirato fino a rottura in breve tempo e con velocità costante schema macchina di trazione

20
i carichi della prova di trazione vengono riportati in valori di sforzo nominale e si ottengono diagrammi sforzo nominale vs deformazione nominale diagramma sforzo-deformazione lega Al ad alta resistenza provino con diametro 0,5 pollici e un tratto utile di 2 pollici sforzo MPa

21
dalle prove di trazione si ricavano proprietà importanti per la progettazione:
modulo elasticità: nella prima parte della trazione il metallo subisce una deformazione elastica: per i metalli la max deformazione elastica è <dello 0,5%. In generale i metalli mostrano una relazione lineare tra lo sforzo e la deformazione nella regione a comportamento elastico σ(sforzo)=Eε(deformazione) Legge di Hooke E = modulo di elasticità o di Young (dipende dalle forze di legame tra atomi)
=Eε(deformazione) Legge di Hooke. E = modulo di elasticità o di Young (dipende dalle forze di legame tra atomi)")
22
carico di snervamento: rappresenta la sollecitazione sopra la quale nel metallo si manifestano significative deformazioni plastiche. Dato che non vi è un confine netto tra la fine della deformazione elastica e l’inizio di quella plastica, il carico di snervamento si definisce come la sollecitazione in corrispondenza della quale si ha una prefissata deformazione plastica permanente residua pari allo 0,2 % per calcolare: si traccia una retta parallela al tratto elastico (lineare) in corrispondenza di una variazione di 0,2%. Quando incontra la curva sforzo-deformazione, si proietta sull’asse dello sforzo: il valore di sforzo trovato sarà quello del carico di snervamento (540 MPa)
 in corrispondenza. di una variazione di 0,2%. Quando incontra la curva sforzo-deformazione, si proietta sull’asse dello sforzo: il valore di sforzo trovato sarà quello del carico di. snervamento (540 MPa)")
23
carico di rottura: è il max valore di resistenza raggiunto nel diagramma sforzo- deformazione. Superato questo carico si ha restringimento del provino, fino al sopraggiungere della rottura. Più il metallo è duttile più è evidente la strizione sul provino prima della rottura. è evidente per gli acciai inox. il carico di rottura di un metallo è determinato tracciando una riga orizzontale dal valore max della curva sforzo-deformazione fino all’asse degli sforzi può dare informazioni sulla presenza di difetti, in quanto questi possono abbassare il carico di rottura rispetto ai valori normali

24
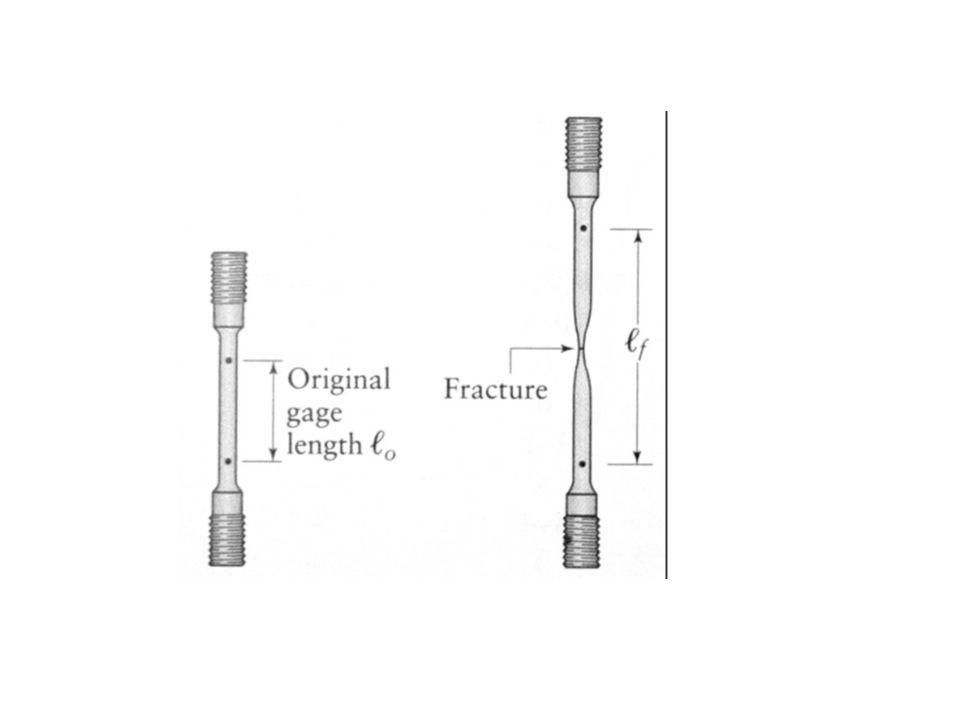
allungamento percentuale: quanto un provino si allunga durante la prova di trazione fornisce un valore della duttilità del metallo, espressa come allungamento percentuale partendo da un tratto utile di 5,1 cm. L’allungamento percentuale del provino vien valutato ricongiungendo le due metà e misurando con un calibro l’allungamento percentuale oltre a valutare la duttilità, è utile anche per valutare la qualità del metallo, perché se è danneggiato avrò un allungamento % <. strizione percentuale: si esprime in termini di riduzione % della sezione. Viene ottenuta dopo la prova di trazione su un provino di 12.7 mm. Anche questa è indice di duttilità e qualità

26
deformazione plastica limite di snervamento

27
limite ultimo strizione frattura

28
diagramma sforzo-deformazione di alcune leghe e metalli

29
DUREZZA E PROVE DI DUREZZA:
la durezza è una misura della resistenza di un metallo alla deformazione plastica permanente. Si misura comprimendo un penetratore (acciaio temprato, carburo di tungsteno o diamante) sulla superficie. Una volta fatta l’impronta si misura la profondità la durezza di un metallo dipende dalla facilità con cui esso si deforma plasticamente per cui in industria si ricorre molto a questo parametro per valutare caratteristiche di resistenza
 sulla superficie. Una volta fatta l’impronta si misura la profondità. la durezza di un metallo dipende dalla facilità con cui esso si deforma plasticamente per cui in industria si ricorre molto a questo parametro per valutare caratteristiche di resistenza.")
30
tipi di penetratori e impronte associati alle quattro prove più comuni
di durezza

31
Deformazione plastica materiali monocristallini
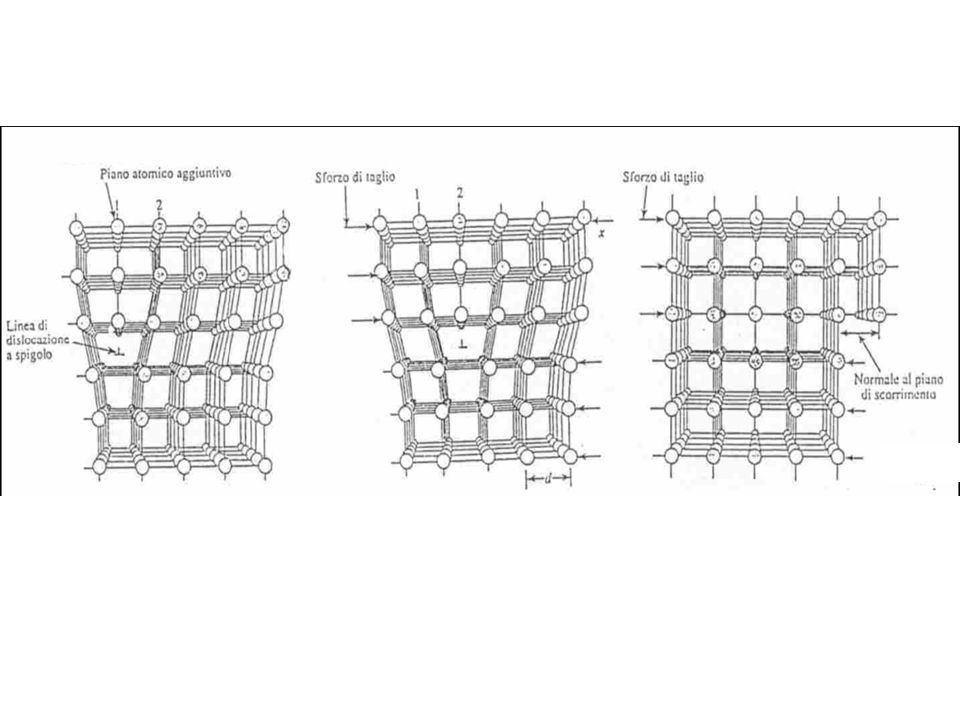
se si osserva la deformazione plastica di una sbarra di monocristallo si osserva che appaiono delle bande di scorrimento, causate dallo scorrimento di piani cristallografici chiamati appunto piani di scorrimento. In realtà i calcoli fatti su un modello metallico perfetto mostrano che la resistenza teorica dovrebbe essere tra le 1000 e volte > di quella realmente osservata. Nella realtà infatti sono presenti numerose dislocazioni, le quali possono dare scorrimento in presenza di bassi sforzi di taglio (vedi fig)
")
33
deformazione plastica metalli policristallini
generalmente i bordi di grano rinforzano i metalli agendo come barriere al movimento delle dislocazioni (eccetto che alle alte T). Per cui quando si cerca alta resistenza si pone attenzione sulle dimensioni fini del grano i metalli a grani fini in condizioni normali sono più forti, più tenaci, più duri, presentano comportamento più uniforme e isotropico ma meno resistenti alla corrosione e al creep. l’equazione Hall-Petch mette in relazione la resistenza di snervamento di un metallo σy con il diametro medio di grano d: con σ0 e k costanti relative al materiale
. Per cui quando si cerca alta resistenza si pone attenzione sulle dimensioni fini del grano. i metalli a grani fini in condizioni normali sono più forti, più tenaci, più duri, presentano comportamento più uniforme e isotropico ma meno resistenti alla corrosione e al creep. l’equazione Hall-Petch mette in relazione la resistenza di snervamento di un metallo σy con il diametro medio di grano d: con σ0 e k costanti relative al materiale.")
34
curve di trazione sforzo-deformazione rame poli e monocristallino
come si può bene vedere il Cu policristallino è più resistente a tutte le sollecitazioni le linee di scorrimento cambiano direzione in presenza dei bordi di grano, perché ogni grano avrà dei piani di scorrimento preferenziali diversi dal grano vicino quando aumenta il numero di grani e il diametro di questi diventa più piccolo, le dislocazioni si potranno muovere ad una distanza minore prima di incontrare il bordo di grano, punto in cui cessa il loro movimento ecco perché i materiali a grani fini hanno resistenza maggiore

35
come aumentare la resistenza di un metallo
incrudimento: indurimento di un metallo o lega mediante deformazione plastica a freddo; durante tale deformazione le dislocazioni si moltiplicano e interagiscono tra loro, portando ad un aumento della resistenza del metallo rafforzamento per soluzione solida: introduzione di uno o più elementi a un metallo può aumentare la resistenza: - la differenza di grandezza atomica incide sulla resistenza in quanto le deformazioni introdotte nel reticolo creano maggiore difficoltà al movimento delle dislocazioni e quindi rafforzano il metallo - le mix solide spesso danno luogo a fenomeni di raggruppamento di atomi simili che si oppongono al movimento delle dislocazioni in quanto creano ostacolo e di fatto rafforzano il materiale

36
frattura nei metalli un materiale può fallire per diverse situazioni che si possono presentare; fra queste la frattura: separazione di due o più parti di un solido sollecitato FRATTURA DUTTILE: avviene dopo un estesa deformazione plastica ed è caratterizzata da basse velocità di propagazione della rottura. Tre fasi: inizia la strizione e si creano dei micro vuoti i micro vuoti si uniscono e formano una cricca nel centro quando la cricca si avvicina alla superficie si ha rottura sono meno frequenti di quelle fragili e avvengono per sovraccarico del componente stadi formazione rottura duttile coppa-cono

37
frattura nei metalli FRATTURA FRAGILE:
avanza lungo caratteristici piani cristallografici detti piani di clivaggio, si propaga rapidamente in modo inaspettato e catastrofico. Tre fasi: la deformazione plastica concentra le dislocazioni in corrispondenza a piani di scorrimento dove vengono bloccate le dislocazioni si instaurano sforzi di taglio che nucleano delle microcricche le microcricche si propagano e si raggruppano generalmente avvengono per difetti del metallo. La transizione da comportamento duttile a comportamento fragile è detta transizione duttile-fragile, quindi in opprtune condizioni i materialei duttili possono comportarsi da materiali fragili

38
tenacità e prove di resilienza
tenacità: è una misura della quantità di E che un materiale è in grado di assorbire prima di giungere a rottura. Serve per valutare la capacità che ha un materiale a resistere ad una sollecitazione d’urto senza rompersi. Per misurarla: prova di resilienza nota la massa del pendolo e l’altezza iniziale e finale si calcola l’energia assorbita dal provino per rompersi pendolo di Charpy

40
la fatica nei metalli in molte situazioni parti metalliche danno rottura per fatica, cioè si rompono ad un livello di sforzo molto minore rispetto a quello al quale la parte potrebbe fallire sotto l’applicazione di un solo sforzo statico. Si innesca in un punto di concentrazione degli sforzi oppure in presenza di difetti metallurgici. Una volta innescata la cricca si propaga, si creano superfici di rottura fino al completo distacco.

41
prova a flessione rotante
diagramma σ-N: si riporta lo sforzo applicato al provino in funzione del numero di cicli dopo i quali avviene la rottura

42
principali fattori che influenzano la resistenza a fatica di un metallo
composizione chimica del metallo concentrazione degli sforzi rugosità superficiale condizione superficiale ambiente corrosivo

43
CREEP CREEP-ROTTURA nei metalli
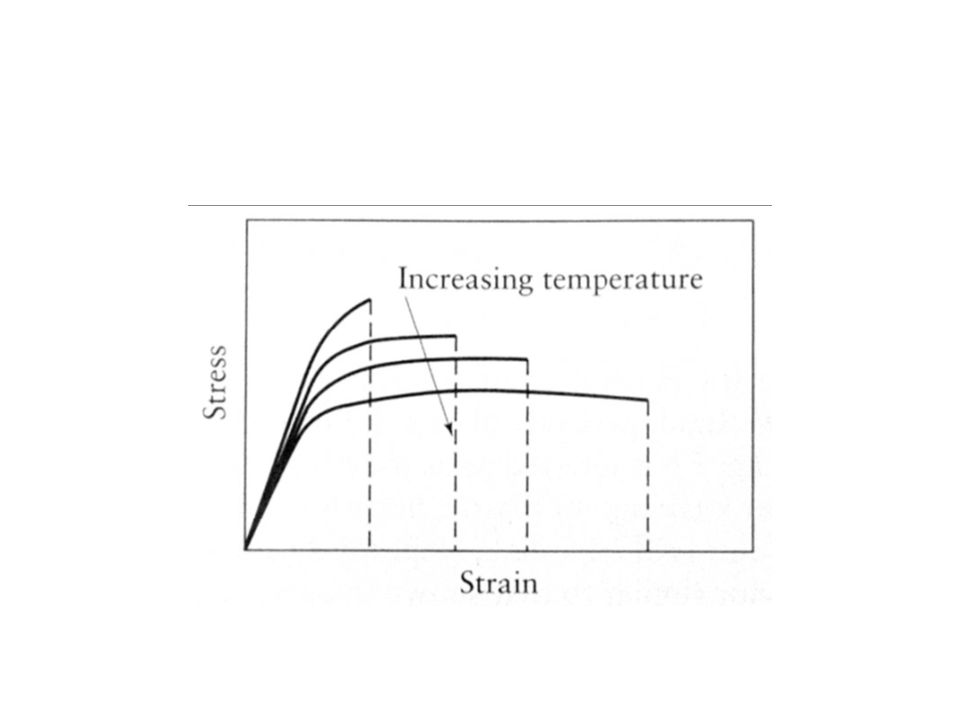
un metallo sottoposto a sollecitazione costante a elevata T (> della metà della sua T di fusione), può andare incontro ad una deformazione plastica che dipende dal tempo: scorrimento viscoso a caldo (creep). Il creep dei materiali è uno dei fattori limitanti per l’uso in determinate condizioni di T. se si considera un metallo policristallino sottoposto a T alte a sollecitazione continua si possono ottenere le curve di creep velocità di creep 1:allungamento istantaneo del provino:poi la velocità decresce nel t (creep primario) 2: creep stazionario: la velocità di deformazione è costante 3: creep terziario: la velocità di creep aumenta rapidamente e porta alla rottura sollecitazioni > e T> aumentano la velox di creep
, può andare incontro ad una deformazione plastica che dipende dal tempo: scorrimento viscoso a caldo (creep). Il creep dei materiali è uno dei fattori limitanti per l’uso in determinate condizioni di T. se si considera un metallo policristallino sottoposto a T alte a sollecitazione continua si possono ottenere le curve di creep. velocità di. creep. 1:allungamento istantaneo del. provino:poi la velocità decresce. nel t (creep primario) 2: creep stazionario: la velocità. di deformazione è costante. 3: creep terziario: la velocità di. creep aumenta rapidamente e. porta alla rottura. sollecitazioni > e T> aumentano la velox di creep.")
44
prova di creep sollecitazioni diverse a T costante T diverse a sollecitazione costante quello che si ottiene è una curva deformazione/tempo in cui si misura la velocità minima di creep, ovvero la pendenza del secondo stadio della curva di creep Δε/Δt prova di creep-rottura: è uguale alla prova di creep ma le sollecitazioni sono più alte e la prova è protratta fino alla rottura del provino

45
i dati di creep-rottura possono essere diagrammati riportando lo sforzo di creep-rottura e il parametro Larsen-Miller P(Laresen-Miller)= T [logtr +C] tr = tempo di creep-rottura (h) C= costante questi diagrammi consentono una volta note due variabili tra T, sforzo di creep-rottura e tempo di creep-rottura di calcolarne la terza
= T [logtr +C] tr = tempo di creep-rottura (h) C= costante. questi diagrammi consentono una volta note due variabili tra T, sforzo di creep-rottura e tempo di creep-rottura di calcolarne la terza.")
Presentazioni simili







>")










>")

