Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

2
Di birra non ce n'è una sola!
La birra è la bevanda più diffusa sul nostro pianeta e pur essendo una bevanda attualissima vanta origini molto antiche. La sua storia ha oltre cinquemila anni e la sua origine va situata fra Mesopotamia e Antico Egitto. A seconda dei tempi e dei Paesi ha modificato la sua natura, senza però mai tradirla, adeguandosi ai gusti, alla cultura, alla disponibilità delle materie prime. Queste varianti sono pressoché infinite e in continua evoluzione.

4
La produzione della birra, rappresenta uno degli innumerevoli esempi di applicazioni della biochimica a livello industriale e non solo. La bevanda che si trova nel bicchiere è il frutto di migliaia di reazioni chimiche catalizzate da enzimi presenti nei lieviti e negli ingredienti utilizzati per la produzione. Il compito del mastro birraio è quello di mettere nelle condizioni ottimali di lavoro tutti gli enzimi implicati in queste reazioni, e di impedire lo sviluppo di altre reazioni che possano danneggiare il prodotto finito. La Birra viene definita come il prodotto della fermentazione alcolica ad opera dei lieviti Saccharomyces (cerevisiae, carlsbergensis, delbrucki) di un mosto preparato con malto di orzo o di frumento o di loro miscele ed acqua, amaricato con luppolo.
 di un mosto preparato con malto di orzo o di frumento o di loro miscele ed acqua, amaricato con luppolo.")
5
Nei Lieviti La fermentazione alcolica costituisce la tappa finale, in condizioni anaerobiche, del metabolismo del glucosio nei lieviti. Il substrato di partenza della glicolisi/fermentazione è quindi uno zucchero (glucosio, fruttosio, saccarosio). Uno dei principali obiettivi nella produzione della birra è quello di ottenere un mosto, prima della fermentazione, con un alto contenuto zuccherino. In presenza di O2 In assenza di O2 Nella produzione del vino, la spremitura dell’uva fornisce lo zucchero necessario per la via glicolitica/fermentativa, mentre nella birra lo zucchero deve essere ottenuto tramite la degradazione dell’amido costituente principale dei cereali usati come ingredienti.
. Uno dei principali obiettivi nella produzione della birra è quello di ottenere un mosto, prima della fermentazione, con un alto contenuto zuccherino. In presenza di O2. In assenza di O2. Nella produzione del vino, la spremitura dell’uva fornisce lo zucchero necessario per la via glicolitica/fermentativa, mentre nella birra lo zucchero deve essere ottenuto tramite la degradazione dell’amido costituente principale dei cereali usati come ingredienti.")
6
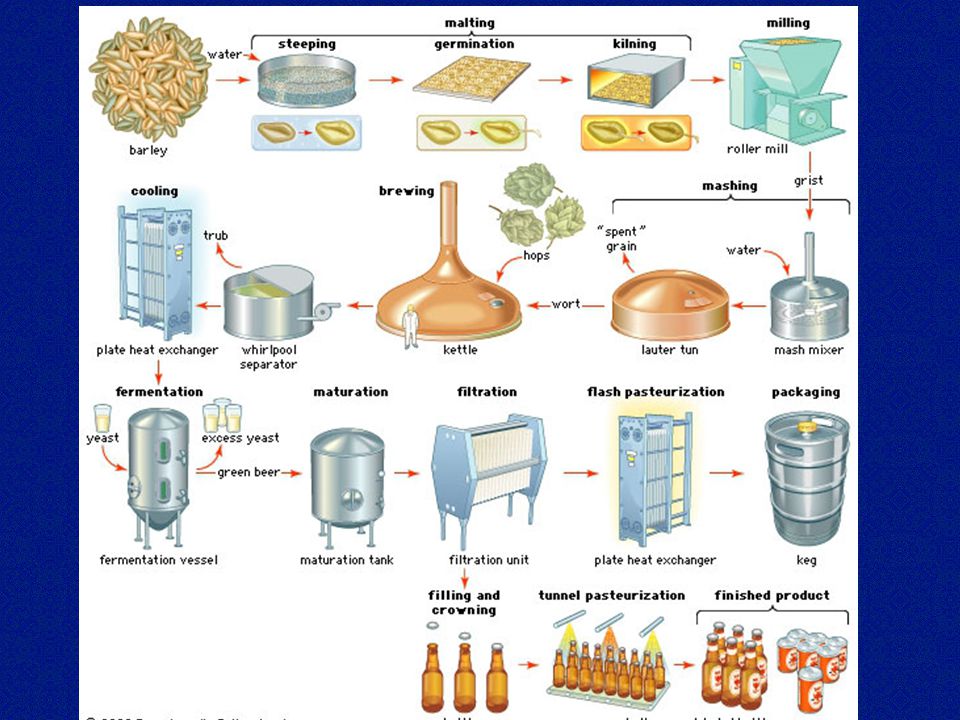
Malto Acqua Macinazione
Miscelazione e Ammostamento a Temperature controllate Filtrazione (separazione delle trebbie dal mosto)
")
7
Luppolo Lievito Recupero del liquore filtrato
Bollitura (chiarificazione mosto e amaricatura) Prosit!! Separazione del precipitato proteico e raffreddamento del mosto Lievito Imbottigliamento o infustamento Maturazione Fermentazione
 Prosit!! Separazione del precipitato proteico e raffreddamento del mosto. Lievito. Imbottigliamento o infustamento. Maturazione. Fermentazione.")
8
Riassumendo le materie prime usate nella produzione della birra sono essenzialmente:
Acqua (Ogni birra è costituita da 90-94% di acqua); Malto di orzo, in alcuni casi quello di frumento, (“anima e corpo della birra”, fornisce l’amido e gli enzimi necessari per la degradazione dello stesso); Luppolo (è importante per l’amaro e l’aroma della birra); Lievito (converte con la fermentazione gli zuccheri in etanolo e anidride carbonica); Succedanei (mais, grano non maltato, etc… sono fonti amidacee); Spezie (Sono usate per aromatizzare la birra).
; Malto di orzo, in alcuni casi quello di frumento, ( anima e corpo della birra , fornisce l’amido e gli enzimi necessari per la degradazione dello stesso); Luppolo (è importante per l’amaro e l’aroma della birra); Lievito (converte con la fermentazione gli zuccheri in etanolo e anidride carbonica); Succedanei (mais, grano non maltato, etc… sono fonti amidacee); Spezie (Sono usate per aromatizzare la birra).")
9
Il malto d’orzo è il grano dell’orzo fatto rigerminare in particolari condizioni di umidità e successivamente riessiccato all’interno di forni; L’orzo è da sempre il cereale più idoneo nella produzione della birra, questo perché: la composizione chimica dell’orzo, considerando le più importanti classi di composti (amidi, proteine e grassi), è la più conveniente fra tutti i cereali per la produzione della birra; nel corso della germinazione produce una quantità di enzimi maggiore rispetto agli altri cereali; il seme dell’orzo è protetto dalle glumelle e questo è un aspetto morfologico estremamente importante perché significa che il seme è protetto dagli urti, da tutti i danneggiamenti cui potrebbe andare incontro; Ultimo, ma non meno importante, il fatto che l’orzo è una pianta rustica, può essere coltivata in climi estremamente differenti con caratteristiche del suolo molto diverse e quindi ha trovato un areale di diffusione della coltivazione molto più ampia rispetto ad altri cereali.
, è la più conveniente fra tutti i cereali per la produzione della birra; nel corso della germinazione produce una quantità di enzimi maggiore rispetto agli altri cereali; il seme dell’orzo è protetto dalle glumelle e questo è un aspetto morfologico estremamente importante perché significa che il seme è protetto dagli urti, da tutti i danneggiamenti cui potrebbe andare incontro; Ultimo, ma non meno importante, il fatto che l’orzo è una pianta rustica, può essere coltivata in climi estremamente differenti con caratteristiche del suolo molto diverse e quindi ha trovato un areale di diffusione della coltivazione molto più ampia rispetto ad altri cereali.")
10
Osservando la struttura dell’orzo si capisce il motivo per cui non viene impiegato direttamente nella produzione della birra. Amiloplasto. Costituito da cellule contenenti granuli di amido (amilosio o amilopectina) separati da pareti polisaccaridiche di b-glucani. Queste pareti rendono l’endosperma una struttura molto compatta e rigida. Endosperma Costistuisce la porzione contenente la parte amidacea. Lo strato Aleuronico racchiude la riserva d’amido e lascia libera la parte embrionale. Queste cellule sono ricche di sostanze nutritive come proteine, grassi, minerali, ma prive di amido e sono in grado di sintetizzare le gibberelline. La scorza (Glumella) assieme agli altri strati denominati pericarpo (tessuto ceroso e impermeabile) e testa (Agisce da membrana semipermeabile permettendo che l’embrione si bagni facilmente) proteggono l’interno del chicco.
 separati da pareti polisaccaridiche di b-glucani. Queste pareti rendono l’endosperma una struttura molto compatta e rigida. Endosperma Costistuisce la porzione contenente la parte amidacea. Lo strato Aleuronico racchiude la riserva d’amido e lascia libera la parte embrionale. Queste cellule sono ricche di sostanze nutritive come proteine, grassi, minerali, ma prive di amido e sono in grado di sintetizzare le gibberelline. La scorza (Glumella) assieme agli altri strati denominati pericarpo (tessuto ceroso e impermeabile) e testa (Agisce da membrana semipermeabile permettendo che l’embrione si bagni facilmente) proteggono l’interno del chicco.")
11
La maltazione consiste di tre fasi principali:
Pulitura dalle impurità e polveri e successiva idradatazione dell’orzo. Il seme alla fine conterrà un’umidità pari al 44-46%; Germinazione dell’orzo. Si ha la biosintesi, cioè la formazione di enzimi idrolitici. L’aumento di umidità all’interno dell’embrione fa scattare "l’interruttore", l’embrione comincia a produrre ormoni che vengono inviati in una zona periferica del seme (strato aleuronico) da cui comincia la sintesi e il rilascio di enzimi verso l’endosperma amidaceo per degradare l’amido. Il risultato dei punti 1 e 2 è la trasformazione dell’orzo in malto. Essiccazione dell’orzo; Lo scopo: e' quello di arrestare il processo di germinazione e preservare gli enzimi neosintetizzati.
 da cui comincia la sintesi e il rilascio di enzimi verso l’endosperma amidaceo per degradare l’amido. Il risultato dei punti 1 e 2 è la trasformazione dell’orzo in malto. Essiccazione dell’orzo; Lo scopo: e quello di arrestare il processo di germinazione e preservare gli enzimi neosintetizzati.")
12
Riassumendo il risultato della maltazione è:
un chicco altamente friabile, dovuto alla sintesi durante la germinazioni di: - amilasi (a e b), enzimi in grado di degradare l’amido; - b glucanasi, in grado di idrolizzare la parete polisaccaridica dell’endosperma; - proteasi, in grado di idrolizzare proteine. formazione di sostanze aromatiche e coloranti per via non enzimatica durante l’essicazione (composti di Maillard). Questi sono derivati di anelli pirazinici e pirrolidinici;
, enzimi in grado di degradare l’amido; - b glucanasi, in grado di idrolizzare la parete polisaccaridica dell’endosperma; - proteasi, in grado di idrolizzare proteine. formazione di sostanze aromatiche e coloranti per via non enzimatica durante l’essicazione (composti di Maillard). Questi sono derivati di anelli pirazinici e pirrolidinici;")
13
Riassumendo il risultato della maltazione è:
Eliminazione del dimetil solfuro (DMS) che lascia nella birra un odore di uova marce. Produrre e/o liberare sostanze nutritive che sono indispensabili per il lievito, come vitamine, amminoacidi, etc.;
 che lascia nella birra un odore di uova marce. Produrre e/o liberare sostanze nutritive che sono indispensabili per il lievito, come vitamine, amminoacidi, etc.;")
14
Ogni acqua conferisce alla birra un profilo organolettico caratteristico. Molti sono i parametri di cui bisogna tener conto per avere una buona acqua, tra questi è importante sottolineare il ruolo di due ioni: Lo ione calcio è importantissimo perché favorisce: - un corretto ripiegamento strutturale delle amilasi che coordinano uno ione calcio; - Reagiscono con i fosfati presenti nel malto e ne abbassano il pH; Lo ione Magnesio: - Partecipa in reazioni di acidificazione del mosto con una reazione simile a quella del Calcio; - È un cofattore indispensabile dell’enzima enolasi nella via glicolitica.

15
Acque famose Gli ioni descritti sopra sono presenti, in differenti concentrazioni, nelle acque sorgive di vari posti, come mostrato nella sottostante tabella (i dati sono espressi in ppm e presi dalle analisi riportate da Greg Noonan alla conferenza dell'AHA del 1991): Mineral Calcio Magnesio Sodio Solfato Bicarbonato Cloruro Pilsen Dortmund Munich Vienna Burton Dublin Edinburgh London Queste composizioni hanno avuto un ruolo decisivo nello sviluppo degli stili birrari nel mondo. A Londra, a Dublino e a Monaco l'altra concentrazione di bicarbonato è utile a bilanciare le proprietà acide dei malti scuri e tostati, usati per le porter, stout e bock. Quando si producono birre chiare, invece, è necessario fare un acid rest (pausa acido), in modo da ridurre l'alcalinità, oppure aggiungendo acido lattico o solforico al mosto. L'acqua di Burton è estremamente dura, e l'alta concentrazione di solfato e magnesio tende ad enfatizzare l'accento di luppolo tipico delle English bitter e pale di queste regioni. D'altra parte, le acque di Pilsen hanno concentrazioni molto basse. L'adozione di ammostamenti con decozione serve a sopperire la mancanza di ioni e a trasformare malti non modificati. L'elaborata serie di step a varie temperature aiuta le reazioni enzimatiche a procedere a velocità accettabili, anche se per la mancanza di calcio gli enzimi lavorano a velocità ridotte. Modifiche all'acqua Le acque dei luoghi sopracitati sono riproducibili addizionando all'acqua vari sali.
: Mineral Calcio Magnesio Sodio Solfato Bicarbonato Cloruro. Pilsen Dortmund Munich Vienna Burton Dublin Edinburgh London Queste composizioni hanno avuto un ruolo decisivo nello sviluppo degli stili birrari nel mondo. A Londra, a Dublino e a Monaco l altra concentrazione di bicarbonato è utile a bilanciare le proprietà acide dei malti scuri e tostati, usati per le porter, stout e bock. Quando si producono birre chiare, invece, è necessario fare un acid rest (pausa acido), in modo da ridurre l alcalinità, oppure aggiungendo acido lattico o solforico al mosto. L acqua di Burton è estremamente dura, e l alta concentrazione di solfato e magnesio tende ad enfatizzare l accento di luppolo tipico delle English bitter e pale di queste regioni. D altra parte, le acque di Pilsen hanno concentrazioni molto basse. L adozione di ammostamenti con decozione serve a sopperire la mancanza di ioni e a trasformare malti non modificati. L elaborata serie di step a varie temperature aiuta le reazioni enzimatiche a procedere a velocità accettabili, anche se per la mancanza di calcio gli enzimi lavorano a velocità ridotte. Modifiche all acqua Le acque dei luoghi sopracitati sono riproducibili addizionando all acqua vari sali.")
16
lo scopo principale dell'ammostamento è quello di rompere le proteine e gli amidi che non sono stati trasformati durante il processo di maltazione. Questo lavoro viene fatto da vari gruppi di enzimi che degradano differenti substrati se attivati a determinate temperature. L’ammostamento è la procedura che permette: la saccarificazione, ad opera degli enzimi, degli zuccheri complessi (amido) presenti nel malto. Tutte le sostanze che passano in soluzione vengono indicate come estratto;
 presenti nel malto. Tutte le sostanze che passano in soluzione vengono indicate come estratto;")
17
Ci sono due metodi principali di ammostamento:
Infusione. E’ il sistema tradizionale e il più semplice; prevede il riscaldamento a una o più temperature di tutta la miscela acqua/farine senza che venga mai raggiunta l’ebollizione. Decozione o a “tempere”. Prevede l’innalzamento della temperatura della miscela acqua/farine in seguito al riscaldamento di una parte del mosto (1/3, 1/4) che viene portato ad ebollizione e poi riaggiunto alla miscela da cui era stato prelevato; in tal modo la temperatura complessiva aumenta sino al valore desiderato;
 che viene portato ad ebollizione e poi riaggiunto alla miscela da cui era stato prelevato; in tal modo la temperatura complessiva aumenta sino al valore desiderato;")
18
Gli Enzimi del malto e il ruolo nell’ammostamento.
Gli enzimi prodotti durante la maltazione ed utili per la produzione della birra sono: Si può osservare come variano nel mosto gli intervalli di temperatura e pH. Per avere una buona saccarificazione è necessario avere un pH compreso tra 5.1 e 5.8.

19
La fitasi. È importante per far si che tutti gli enzimi del malto lavorino correttamente che il pH sia acido e tra i valori 5.1 – 5.8. La miscela di acqua e malto ha un pH di circa 6 unità, per abbassare questo valore si sfrutta l’attività catalitica delle fitasi. Le fitasi agiscono ad una temperatura tra i 30-52°C,e degradano la fitina, sale insolubile in cui gran parte dei fosfati del malto sono legati all’acido fitico. Rilasciando fosfati nel mosto avremo la reazione vista precedentemente, con conseguente riduzione del pH. + 5

20
La b- glucanasi Il b- D-glucano è un polimero del D glucopiranosio con legami b-(1®3) e b-(1®4) ed è uno dei componenti della parete cellulare degli amiloplasti. La b- glucanasi è un enzima idrolitico in grado di tagliare i legame b-(1®3) e b-(1®4) facilitando così la liberazione dei granuli di amido. I granuli di amido risulteranno così più accessibili alle amilasi consentendo la saccarificazione del mosto.
 e b-(1®4) ed è uno dei componenti della parete cellulare degli amiloplasti. La b- glucanasi è un enzima idrolitico in grado di tagliare i legame b-(1®3) e b-(1®4) facilitando così la liberazione dei granuli di amido. I granuli di amido risulteranno così più accessibili alle amilasi consentendo la saccarificazione del mosto.")
21
Proteasi e peptidasi. Gli enzimi proteolitici hanno il ruolo di degradare una buona quantità di proteine presenti nel malto per avere un mosto con un buon contenuto di amminoacidi liberi necessari per la crescita del lievito ridurre la quantità di proteine. Le proteine in eccesso danneggiano la birra finita; La percentuale finita del rapporto tra proteine degradate / proteine totali dovrebbe essere pari al 36%-40%, una riduzione eccessiva della quantità di proteine potrebbe portare un impatto negativo sul prodotto finito (schiuma).
.")
22
La degradazione dell’amido ad opera delle amilasi
L’amido è un polisaccaride di riserva caratterizzato dalla presenza di una miscela di glucani. Viene depositato dalle cellule delle piante sottoforma di: amilosio cosituito dalla ripetizione di n unità di glucosio, legate mediante legami a (1-4). amilopectina, è costituita da residui di glucosio uniti da legami a (1-4) e ogni residui presenta dei punti di ramificazione generati da legami a (1-6);
. amilopectina, è costituita da residui di glucosio uniti da legami a (1-4) e ogni residui presenta dei punti di ramificazione generati da legami a (1-6);")
23
a e b-amilasi Questi due enzimi sono in grado di idrolizzare i legami a (1-4) dell’amilosio e dell’amilopectina, ma con modalità di azione leggermente diversa: a amilasi, agiscono tagliando i legami a (1-4) a caso all’interno della molecola di amilosio o amilopectina, formando inizialmente molecole di destrine (oligosaccaridi conteneti ramificazioni) riducendo quindi il peso molecolare delle molecole con conseguente diminuzione della viscosità. Successivamente le a amilasi possono idrolizzare le destrine a molecole ancora più piccole. Non intaccano minimamente i legami a (1-6); b amilasi, agiscono tagliando i legami a (1-4) alle estremità riducenti delle molecole di amilosio e amilopectina, formando quindi principalmente maltosio (zucchero fermentescibile). Non intaccano minimamente i legami a (1-6); Gli oligosaccaridi contenenti ramificazioni non vengono degradate ulteriormente e vengono dette “destrine limite”, queste costituiranno gli zuccheri non fermentescibili della birra per la loro difficoltà di internalizzazione nella cellula di lievito durante la fermentazione. Le destrine sono responsabili del “corpo” del prodotto finito.
 dell’amilosio e dell’amilopectina, ma con modalità di azione leggermente diversa: a amilasi, agiscono tagliando i legami a (1-4) a caso all’interno della molecola di amilosio o amilopectina, formando inizialmente molecole di destrine (oligosaccaridi conteneti ramificazioni) riducendo quindi il peso molecolare delle molecole con conseguente diminuzione della viscosità. Successivamente le a amilasi possono idrolizzare le destrine a molecole ancora più piccole. Non intaccano minimamente i legami a (1-6); b amilasi, agiscono tagliando i legami a (1-4) alle estremità riducenti delle molecole di amilosio e amilopectina, formando quindi principalmente maltosio (zucchero fermentescibile). Non intaccano minimamente i legami a (1-6); Gli oligosaccaridi contenenti ramificazioni non vengono degradate ulteriormente e vengono dette destrine limite , queste costituiranno gli zuccheri non fermentescibili della birra per la loro difficoltà di internalizzazione nella cellula di lievito durante la fermentazione. Le destrine sono responsabili del corpo del prodotto finito.")
24
La degradazione dell’amido nella produzione della birra
Si possono distinguere tre fasi principali: Gelatinizzazione, è il rigonfiamento dei granuli di amido in acqua calda. L’amido viene più facilmente attaccato dalle amilasi Liquefazione, riduzione della viscosità dell’amido gelatinizzato ad opera delle alfa-amilasi; Saccarificazione, completa degradazione dell’amido a maltosio e destrine ad opera delle amilasi (a e b ).
.")
25
Protocollo per saccarificazione birra lager
L’impasto della miscela acqua e malto avviene alle temperatura di 42°C per 10 minuti. In questa fase si ha azione sia delle beta glucanasi, che liberano i granuli di amido, sia della fitasi, che fa diminuire il pH del mosto; Sosta proteolitica alla temperatuyra di 50°C per 15 minuti. Si ha l’azione delle proteasi e peptidasi Prima sosta di saccarificazione alla temperatura di 63°C per 35’. Maggiore attività delle beta amilasi con produzione di maltosio ed altri zuccheri fermentescibili. Seconda sosta di saccarificazione a 72°C prevalenza di attività delle alfa amilasi responsabili della produzione di destrine, che in parte degradate dalle beta amilasi. Se si preferisce una birra con più “corpo” si diminuisce la precedente sosta di saccarificazione. Questa sosta durerà sino alla completa saccarificazione dell’amido.

26
La decozione aiuta l'esplosione dei granuli di amido e la rottura della matrice delle proteine del malto non modificato, aumentando l'efficienza dell'estrazione, e aiuta la formazione di melanoidi. Questi elementi vengono formati dagli amminoacidi e dagli zuccheri riducenti in presenza di calore, e sono responsabili del sapore ricco delle lager maltate.

27
Acid Rest Con malti chiari questa degradazione enzimatica inizia con l'acid rest (pausa acido), dove le fitasi rompono la fitina in fosfato di calcio o di magnesio e acido fitico. Questo aiuta l'acidificazione del mosto quando l'acqua ha un basso contenuto di calcio e i grani molto tostati non sono inclusi nella ricetta. Questa pausa avviene a temperature tra i 35 C° e i 49 C°. Un altro gruppo di enzimi attivi in questo range sono le b-glucanasi, che rompono la emicellulosa e le gomme nelle pareti cellulari di malti non modificati. Protein rest Per molti malti l'ammostamento inizia con il protein rest (pausa proteine), che avviene solitamente a temperature comprese tra i 46 C° e i 52 C°. Questo processo inizia con le proteasi, che rompono le molecole pesanti delle proteine in frazioni più piccole come i polipeptidi. Questi polipeptidi sono inoltre degradati, da enzimi peptidici, in peptidi e amminoacidi, che sono essenziali per la crescita corretta del lievito. Le proteine di peso molecolare 17,000 fino a 150,000, devono essere ridotte in polipeptidi di peso ,000 per una buona formazione della schiuma, e alcuni vengono ulteriormente ridotti a per una buona nutrizione del lievito.
, dove le fitasi rompono la fitina in fosfato di calcio o di magnesio e acido fitico. Questo aiuta l acidificazione del mosto quando l acqua ha un basso contenuto di calcio e i grani molto tostati non sono inclusi nella ricetta. Questa pausa avviene a temperature tra i 35 C° e i 49 C°. Un altro gruppo di enzimi attivi in questo range sono le b-glucanasi, che rompono la emicellulosa e le gomme nelle pareti cellulari di malti non modificati. Protein rest. Per molti malti l ammostamento inizia con il protein rest (pausa proteine), che avviene solitamente a temperature comprese tra i 46 C° e i 52 C°. Questo processo inizia con le proteasi, che rompono le molecole pesanti delle proteine in frazioni più piccole come i polipeptidi. Questi polipeptidi sono inoltre degradati, da enzimi peptidici, in peptidi e amminoacidi, che sono essenziali per la crescita corretta del lievito. Le proteine di peso molecolare 17,000 fino a 150,000, devono essere ridotte in polipeptidi di peso ,000 per una buona formazione della schiuma, e alcuni vengono ulteriormente ridotti a per una buona nutrizione del lievito.")
28
Terminato l’ammostamento e dopo aver filtrato il mosto e recuperato il “liquore” si procede con la bollitura. La bollitura ha vari scopi: - Sterilizzare il mosto; - concentrare il mosto; - amaricare il mosto dopo l’aggiunta del luppolo; - far precipitare le proteine e le impurità dovute alla filtrazione.

29
Il luppolo è classificato in botanica come Humulus lupulus e fa parte della famiglia delle Cannabinaceae che comprende, oltre al genere Humulus, anche il genere Cannabis con le due specie C. sativa e C. indica (rispettivamente canapa e marijuana); Il luppolo non contiene sostanze allucinogene (Tetraidrocannabinolo, THC) ! Il luppolo è una pianta dioica (piante maschili e femminili) e, per la produzione della birra, si utilizzano solo le infiorescenze femminili (coni del luppolo) chiamati strobili; Nel corso della maturazione, nella parte inferiore delle bratteole si formano, secrete da speciali ghiandole, particelle resinose di colore giallo costituenti la cosiddetta luppolina contenente i principi attivi utilizzati per la produzione della birra. Le piante femminili contengono abbondante luppolina mentre le piante maschili ne sono molto povere;
 ! Il luppolo è una pianta dioica (piante maschili e femminili) e, per la produzione della birra, si utilizzano solo le infiorescenze femminili (coni del luppolo) chiamati strobili; Nel corso della maturazione, nella parte inferiore delle bratteole si formano, secrete da speciali ghiandole, particelle resinose di colore giallo costituenti la cosiddetta luppolina contenente i principi attivi utilizzati per la produzione della birra. Le piante femminili contengono abbondante luppolina mentre le piante maschili ne sono molto povere;")
30
Conferisce alla birra il caratteristico sapore amaro e contribuisce al suo profilo aromatico ;
Ha un azione antisettica e antiossidante grazie ad alcuni dei suoi costituenti; Contribuisce alla sterilizzazione del mosto grazie alla sua attività antibatterica; Favorisce la precipitazione di composti insolubili riducendo i fenomeni di intorbidamento; Migliora e aumenta la stabilità della schiuma; I costituenti più importanti nella produzione della birra sono: Gli alfa-acidi, responsabili del sapore amaro; Gli olii essenziali, responsabili dell’aroma ;

31
Estrema variabilità della loro concentrazione (2-17%);
Gli alfa acidi Estrema variabilità della loro concentrazione (2-17%); Sono debolmente amari ; Bassa solubilità nel mosto ; Per diventari solubili e conferire il tipico gusto amaro di una birra, devono essere isomerizzati e si avranno così gli isoalfa acidi La reazione di isomerizzazione è favorita dall'alta temperatura, dal pH alcalino e dalla presenza di ioni Ca e Mg.s i ha l’isomerizzazione in tempi abbastanza brevi 15 minuti circa. Maggiore è la quantità di alpha-acidi presenti nel luppolo, maggiore sarà l'amaro estratto. Gli iso alfa acidi sono: molto solubili; molto amari; possiedono proprietà antisettiche;
; Sono debolmente amari ; Bassa solubilità nel mosto ; Per diventari solubili e conferire il tipico gusto amaro di una birra, devono essere isomerizzati e si avranno così gli isoalfa acidi. La reazione di isomerizzazione è favorita dall alta temperatura, dal pH alcalino e dalla presenza di ioni Ca e Mg.s i ha l’isomerizzazione in tempi abbastanza brevi 15 minuti circa. Maggiore è la quantità di alpha-acidi presenti nel luppolo, maggiore sarà l amaro estratto. Gli iso alfa acidi sono: - molto solubili; - molto amari; - possiedono proprietà antisettiche;")
32
Gli Oli essenziali Gli olii del luppolo rappresentano lo 0.5-3% del peso dei coni essiccati e sono caratterizzati per la maggior parte da elevata volatilità La frazione idrocarburica consiste principalmente da derivati terpenici: di mircene (monoterpenico), cariofillene, umulene e in certi casi anche farnesene (sesquiterpenici) Molto importanti sono anche alcoli quali il linalolo e il geraniolo (note floreali). Molti esteri sono responsabili delle note fruttate (es. isobutirrati)
, cariofillene, umulene e in certi casi anche farnesene (sesquiterpenici) Molto importanti sono anche alcoli quali il linalolo e il geraniolo (note floreali). Molti esteri sono responsabili delle note fruttate (es. isobutirrati)")
33
TERPENI Liquirizia, curcuma e coriandolo FLavonoidi
xantumolo, un flavonoide contenuto nel luppolo della birra, che "possiede proprietà antileucemiche sorprendenti e a dosi basse", cancer albini et al.

34
Caratteristiche e proprietà dei lieviti.
Morfologia: Osservate al microscopio le cellule dei lieviti impiegati nella produzione della birra, Saccharomyces (cerevisiae, carlsbergensis, delbrucki) , hanno un aspetto tondeggiante a differenza di quelli usati nella vinificazione che hanno aspetto ellissoidale; Temperatura: Gli intervalli di temperatura in cui crescono i lieviti sono essenzialmente due: °C Lieviti detti a “bassa fermentazione” S. carlsbergensis; °C Lieviti detti ad “alta fermentazione” S. cerevisiae; pH: intorno a 5.2 unità, il valore di pH molto basso fa si che possano crescere in condizioni svantaggiose per i batteri e quindi evitare eventuali infezioni; Flocculazione: è definita come la capacità di precipitare sul fondo, varia da lievito a lievito; Attenuazione: un rapporto che indica la percentuale di zuccheri metabolizzati rispetto a quelli complessivamente presenti nel mosto prima dell’inizio della fermentazione.
 , hanno un aspetto tondeggiante a differenza di quelli usati nella vinificazione che hanno aspetto ellissoidale; Temperatura: Gli intervalli di temperatura in cui crescono i lieviti sono essenzialmente due: °C Lieviti detti a bassa fermentazione S. carlsbergensis; °C Lieviti detti ad alta fermentazione S. cerevisiae; pH: intorno a 5.2 unità, il valore di pH molto basso fa si che possano crescere in condizioni svantaggiose per i batteri e quindi evitare eventuali infezioni; Flocculazione: è definita come la capacità di precipitare sul fondo, varia da lievito a lievito; Attenuazione: un rapporto che indica la percentuale di zuccheri metabolizzati rispetto a quelli complessivamente presenti nel mosto prima dell’inizio della fermentazione.")
35
Prima di cominciare è necessario spiegare cosa significhi fermentazione alta e fermentazione bassa. Affinché il mosto si trasformi in birra è fondamentale l’azione dei lieviti: tuttavia è raro che quello naturalmente presente nell’aria sia sufficiente (come accade dove si produce le lambic). Perciò bisogna addizionarli. Nelle birre ad alta fermentazione si aggiunge il Saccaromyces cerevisiae, meglio noto come lievito di birra (proprio quello che si usa in cucina), che lavora tra i 16 e i 23 gradi: dopo tre o quattro giorni risale in superficie, da cui il nome “alta fermentazione”, e viene recuperato. Questo lievito è conosciuto fin dall’antichità. Le birre ALE I lieviti ale, producono esteri in quanto hanno bisogno di temperature maggiori per fermentare. Gli stili che usano questi ceppi hanno varie gradazioni di fruttato e dolce nell'aroma Nelle birre a bassa fermentazione si usa invece il Saccharomyces carlsbergensis, che lavora a temperature più basse, tra i 5 e gli 8 gradi. A causa della temperatura inferiore questo lievito impiega più tempo a completare il suo lavoro, dopodiché tende a dividersi in due: grossi fiocchi che salgono verso la superficie e cellule di sfaldamento che si depositano sul fondo. Questo lievito dunque non è recuperabile. Fu scoperto dal danese Jacob Christian Jacobsen, fondatore della Carlsberg, I lieviti lager, in confronto con gli ale, producono birre che mancano di esteri e alcooli amilici perché agiscono a temperature minori.
, che lavora tra i 16 e i 23 gradi: dopo tre o quattro giorni risale in superficie, da cui il nome alta fermentazione , e viene recuperato. Questo lievito è conosciuto fin dall’antichità. Le birre ALE I lieviti ale, producono esteri in quanto hanno bisogno di temperature maggiori per fermentare. Gli stili che usano questi ceppi hanno varie gradazioni di fruttato e dolce nell aroma. Nelle birre a bassa fermentazione si usa invece il Saccharomyces carlsbergensis, che lavora a temperature più basse, tra i 5 e gli 8 gradi. A causa della temperatura inferiore questo lievito impiega più tempo a completare il suo lavoro, dopodiché tende a dividersi in due: grossi fiocchi che salgono verso la superficie e cellule di sfaldamento che si depositano sul fondo. Questo lievito dunque non è recuperabile. Fu scoperto dal danese Jacob Christian Jacobsen, fondatore della Carlsberg, I lieviti lager, in confronto con gli ale, producono birre che mancano di esteri e alcooli amilici perché agiscono a temperature minori.")
36
La fermentazione è un processo anerobio, ma nonostante questo dopo l’inoculo del lievito all’interno del fermentatore, si procede ad ossigenare il mosto. Nelle prime fasi è necessario che il lievito respiri, perché: L’etanolo, prodotto ultimo della fermentazione alcolica è un composto di rifiuto del lievito, ed ha potere inibitorio sulla crescita di altri lieviti. in presenza di O2 le cellule possono riprodursi per mitosi e sintetizzare tutti gli apparati biosintetici necessari nelle condizioni anaerobiche (in condizioni anaerobiche le cellule si replicano per gemmazione); l’O2 permette la sintesi degli steroli, fondamentali per il corretto funzionamento della plasticità delle membrane (durante il processo anaerobico fermentativo si riscontra un sensibile calo della quantità di steroli nelle cellule di lievito)
; l’O2 permette la sintesi degli steroli, fondamentali per il corretto funzionamento della plasticità delle membrane (durante il processo anaerobico fermentativo si riscontra un sensibile calo della quantità di steroli nelle cellule di lievito)")
37
Il metabolismo primario
Al termine della glicolisi si ha: molecole di piruvato; molecole di ATP; molecole di NADH. La fermentazione alcolica permette di ripristinare il NAD+ producendo etanolo e anidride carbonica, i composti fondamentali per una buona birra: Il profilo aromatico di una birra viene definito durante la fermentazione, di questo sono responsabili le vie metaboliche secondarie.

38
Il metabolismo primario – la disponibilità di substrato
Le proteine trasportatrici di mono e oligosaccaridi ricoprono un ruolo fondamentale nella fermentazione; Sono presenti trasportatori di: monosaccaridi (glucosio, fruttosio, galattosio) disaccaridi (maltosio, saccarosio); trisaccaridi (maltotrioso). Le destrine sono internalizzate nella cellula con molta difficoltà;
 - disaccaridi (maltosio, saccarosio); - trisaccaridi (maltotrioso). Le destrine sono internalizzate nella cellula con molta difficoltà;")
39
Il profilo aromatico di una birra viene definito durante la fermentazione, di questo sono responsabili le vie metaboliche secondarie. I metaboliti secondari sono composti non direttamente implicati nella produzione di energia, ma vengono sintetizzati in risposta a determinati stimoli; Nelle cellule di lievito i metaboliti primari (etanolo e CO2) sono prodotti in una concentrazione di mg per litro, i metaboliti secondari sono prodotti ad una concentrazione di 1-3 mg per litro, ma presentano un incidenza notevolmente superiore. (es. Isoamil acetato). I metaboliti secondari del lievito degni di nota per quanto riguarda le caratteristiche organolettiche sono: olio di fusello (miscela formata da alcoli superiori, aldeidi, esteri e acidi grassi) chetoni (diacetile che conferisce un sapore di burro)
 sono prodotti in una concentrazione di mg per litro, i metaboliti secondari sono prodotti ad una concentrazione di 1-3 mg per litro, ma presentano un incidenza notevolmente superiore. (es. Isoamil acetato). I metaboliti secondari del lievito degni di nota per quanto riguarda le caratteristiche organolettiche sono: - olio di fusello (miscela formata da alcoli superiori, aldeidi, esteri e acidi grassi) - chetoni (diacetile che conferisce un sapore di burro)")
40
Olio di fusello Gli alcoli superiori sono i componenti principali dell’olio di fusello, questi vengono sintetizzati a partire dagli amminoacidi, secondo la via: secondo il tipo di amminoacido coinvolto nella reazione si avranno i vari alcoli superiori.

41
Olio di fusello le aldeidi vengono sintetizzate con la via precedentemente descritta, mentre gli acidi grassi a partire da unità di acetilCoA (derivato dalla decarbossilazione del piruvato ad opera della piruvato deidrogenasi); Durante la maturazione della birra tra gli acidi grassi e gli alcoli superiori possono formarsi esteri con catalisi mediata da enzimi del lievito:
; Durante la maturazione della birra tra gli acidi grassi e gli alcoli superiori possono formarsi esteri con catalisi mediata da enzimi del lievito:")
42
Chetoni Molti sono i chetoni prodotti dal lievito, ma tra tutti il mastro birraio fa attenzione ai livelli di diacetile nella birra finita. Il diacetile va controllato soprattutto in alcuni stili di birra per il suo caratteristico aroma di burro di arachidi che lascia al prodotto finito. Il diacetile viene prodotto secondo la via indicata ed espulso all’esterno della cellula; I livelli di diacetile sono dipendenti dalla valina. In alte concentrazioni di valina verrà prodotto il diacetile. In particolari condizioni (innalzamento di temperatura) per l’elevata tossicità, il diacetile viene riassorbito e convertito in composti innocui.
 per l’elevata tossicità, il diacetile viene riassorbito e convertito in composti innocui.")
44
Lieviti selvaggi tipicamente contaminanti in birreria
Molti sono i possibili contaminanti e sono per lo più lieviti selvaggi o batteri presenti nell’aria o residenti negli ambienti promiscui dei birrifici. Tra questi: Saccharomyces diastaticus lievito superattenuatore che lascia profilo fenolico e attenuazione più bassa del 10 % Saccharomyces cerevisiae var ellipsodeus lievito da vino solvente e frutta marcia Hansensula o candida fioretta Saccharomyces baianus lievito da champaigne

45
Batteri tipicamente contaminanti in birreria
Batteri produttori acido lattico Batteri produttori acido acetico Batteri produttori acido lattico

46
La spillatura La spillatura non è una semplice manovra meccanica, come dimostra l’attenzione che le si dedica in paesi come Belgio, Olanda, Germania e Gran Bretagna, in cui è considerata un’arte.. La schiuma è parte integrante della birra, ed ha il compito di non farle disperdere l’aroma e di rallentare gli scambi di calore con l’ambiente esterno, affinché possa esprimersi al meglio. La temperatura di servizio Il tipico errore è quello di servire la birra a temperatura di frigo, ossia al massimo sui quattro gradi, dimenticando che il freddo anestetizza le papille gustative e dunque impedisce di percepire gli aromi. Ogni tipologia ha la sua temperatura di servizio, che all’incirca sale all’aumentare della corposità e dell’alcolicità della birra La classificazione Abbazia: anche se non è prodotta in un monastero le ricette sono quelle antiche dei monaci, di solito di abbazie belghe e olandesi. Si basa sull’antico metodo dell’alta fermentazione ed è ben strutturata, molto corposa e alcolica. Il colore va dall’oro carico fino al bruno scuro. Ale: ormai tale termine identifica una famiglia di birre inglesi di cui esistono numerose sottotipologie. Le caratteristiche comuni sono fermentazione alta, schiuma quasi assente, basso contenuto alcolico e temperatura di servizio di cantina. In realtà le ale sono più genericamente tutte le birre ad alta fermentazione. Berlinerweisse: birra di frumento tipica di Berlino. Alcolicità bassa (3%), aspetto lattiginoso. Il gusto è spiccatamente acido, talvolta viene servita con del succo di frutta per attenuarlo Lambic: birra belga a fermentazione spontanea, che raccoglie cioè il lievito dell’aria e lascia fermentare liberamente il mosto. A base di frumento, ha un sapore fresco e piuttosto acido, un colore chiaro opalescente e un’alcolicità vicina al 4%. Pils/Pilsner: questa tipologia trae il nome da Pilsen, la città ceca in cui è nata e nella quale viene tuttora prodotta la famosa Pilsner Urquell. Per questo tali birre sono dette anche pilsner. Sono birre a bassa fermentazione, di color oro pallido (talvolta con riflessi verdastri) e in genere molto luppolate, il che conferisce un tocco di amarognolo in più (le pils bavaresi, al contrario, sono meno amare); gusto secco, pulito. Schiuma abbondante con perlage finissimo. Si bevono in calici flute. Stout: E’ la famosa birra nazionale irlandese: ad alta fermentazione, scurissima, con una schiuma abbondante e cremosa color nocciola. Viene prodotta con orzo torrefatto e con l’aggiunta di caramello. Il gusto è spiccatamente amaro,
, aspetto lattiginoso. Il gusto è spiccatamente acido, talvolta viene servita con del succo di frutta per attenuarlo. Lambic: birra belga a fermentazione spontanea, che raccoglie cioè il lievito dell’aria e lascia fermentare liberamente il mosto. A base di frumento, ha un sapore fresco e piuttosto acido, un colore chiaro opalescente e un’alcolicità vicina al 4%. Pils/Pilsner: questa tipologia trae il nome da Pilsen, la città ceca in cui è nata e nella quale viene tuttora prodotta la famosa Pilsner Urquell. Per questo tali birre sono dette anche pilsner. Sono birre a bassa fermentazione, di color oro pallido (talvolta con riflessi verdastri) e in genere molto luppolate, il che conferisce un tocco di amarognolo in più (le pils bavaresi, al contrario, sono meno amare); gusto secco, pulito. Schiuma abbondante con perlage finissimo. Si bevono in calici flute. Stout: E’ la famosa birra nazionale irlandese: ad alta fermentazione, scurissima, con una schiuma abbondante e cremosa color nocciola. Viene prodotta con orzo torrefatto e con l’aggiunta di caramello. Il gusto è spiccatamente amaro,")
47
Analisi visiva; Analisi olfattiva; Analisi gustativa; Analisi retrogustativa;

Presentazioni simili










>")





>")



