Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
Dalla mentalità Classica a quella Lean

2
La mentalità Le persone difficilmente cambiano mentalità da Classica (caratteristica dell’attuale DNA industriale) a Lean Generalmente lo fanno solo se: Conoscono il Lean Sono “colpiti” da una crisi (si convertono sulla strada di Damasco) Hanno la volontà di cambiare per intraprendere un percorso lungo e difficile, d’altronde ….
 Hanno la volontà di cambiare per intraprendere un percorso lungo e difficile, d’altronde ….")
3
…. il progresso nasce dalla volontà di progredire (Seneca)
")
4
Un Caso Come fareste a portare 6 ton con un camion da 3 ton nominali, portereste: 6 ton tutte in una volta ? una volta 4 ton e un’altra volta 2 ton? per 3 volte 2 ton ?

5
Ovviamente no! Un po’ di buon senso che diamine!
Una risposta da “persone di buon senso” (non servono certo degli ingegneri) è: portare per 2 volte 3 ton
 è: portare per 2 volte 3 ton.")
6
Lean Thinking È un Paradigma che permette di ridurre/eliminare gli inconvenienti legati a tre attività che iniziano per M (iniziale di tre parole giapponesi) che affliggono tutti i Processi organizzativi Muri Mura Muda
 che affliggono tutti i Processi organizzativi. Muri. Mura. Muda.")
7
MUDA-MURI-MURA

8
Perché è saggio? Perché non ci sono: sovraccarichi (Muri)
fluttuazione dei carichi (Mura) sottocarichi o sprechi di risorse (Muda)
 sottocarichi o sprechi di risorse (Muda)")
9
Muri MURI attività che sovraccaricano le risorse in particolare le persone Perché sovraccaricare le risorse porta degli inconvenienti? Intanto quasi mai funziona (non si arriva prima!) e poi, quando va bene, il sovraccarico porta “manutenzione in emergenza” con grossi danni per costi e per indisponibilità casuale delle risorse
 e poi, quando va bene, il sovraccarico porta manutenzione in emergenza con grossi danni per costi e per indisponibilità casuale delle risorse.")
10
Muri Vale veramente la pena sollecitare nel breve le persone e le altre risorse oltre il loro limite fisico o è meglio pensare di usarle in modo ottimale nel lungo termine ? Un po’ di buon senso “perbacco” !

11
Muri Il Lean Thinking, al di là del buon senso, inutilizzabile quando i Processi sono complessi, insegna a vedere e capire come ottenere gli stessi o migliori risultati riducendo fortemente il numero delle attività “inutili” i tempi d’esecuzione delle attività “utili” e, quindi, i sovraccarichi

12
Mura MURA attività necessarie per “rispondere” alle fluttuazioni, alle irregolarità del carico di lavoro Cosa comportano le fluttuazioni? la creazione di periodi di sovraccarico (muri) e di periodi di sottocarico (muda)
 e di periodi di sottocarico (muda)")
13
Mura Quale è la principale causa delle fluttuazioni? È l’irregolarità della Domanda Cosa saggia e di buon senso: rendere il sistema stabile per farlo funzionare come un metronomo (takt time) ovvero a “flusso continuo e regolare”
 ovvero a flusso continuo e regolare")
14
Mura Il Lean Thinking, al di la del buon senso, spiega come farlo tramite tecniche che stabilizzano la domanda e/o rendono i Processi più flessibili (al mix e al volume) in grado cioè di adattarsi meglio alle variazioni della domanda stessa
 in grado cioè di adattarsi meglio alle variazioni della domanda stessa.")
15
non sono (sarebbero) disponibili a pagarle !
Cosa sono i Muda? Muda attività aziendali senza Valore per i Customers (clienti finali ovvero, nel caso della Pubblica Amministrazione, i cittadini) che, quindi, non sono interessati a che siano svolte ma, soprattutto, … non sono (sarebbero) disponibili a pagarle !
 che, quindi, non sono interessati a che siano svolte ma, soprattutto, … non sono (sarebbero) disponibili a pagarle !")
16
Muda vs efficacia/efficienza
Cosa saggia e di buon senso: eliminare i Muda, è il “cuore” del Lean, attività “inutili = sprechi” ma che richiedono comunque risorse (tempo, spazi, costi, …) E poi …. peggiorano qualità, tempestività e flessibilità generando Mura e Muri Il Lean Thinking, al di là del buon senso, insegna a “vedere” i Muda e ad eliminarli
 E poi …. peggiorano qualità, tempestività e flessibilità generando Mura e Muri. Il Lean Thinking, al di là del buon senso, insegna a vedere i Muda e ad eliminarli.")
17
Quanto incidono i Muda nelle aziende “non Lean”?
“Se non riuscite rapidamente a ridurre della metà il tempo di sviluppo dei prodotti, del 75% quello richiesto dall'elaborazione degli ordini e del 90% i tempi di produzione, state sbagliando qualcosa” J. Womack e D. Jones iniziano così il loro libro “Lean Thinking”, pietra miliare nella descrizione del paradigma

18
E la Qualità ? Nelle aziende non Lean la Qualità (al primo colpo): ≤ 3 s Le aziende Lean puntano al 6 s (Lean Six Sigma)
 .")
19
DPMO - Defective parts per million opportunities (parti difettose per milione)
")
20
Lean Six Sigma Non sembra anche a Voi, date le premesse, che il Lean + il Six Sigma sia un Paradigma che dovrebbe entrare da subito a far parte del vostro DNA ??

21
Paradigma (I° Definizione)
“Un Paradigma (nella Filosofia della Scienza) è un insieme coerente e articolato di: Teorie Metodi Procedimenti che contraddistinguono in modo predominante una fase dell’evoluzione di una determinata scienza” (lo Zingarelli)
 è un insieme coerente e articolato di: Teorie. Metodi. Procedimenti. che contraddistinguono in modo predominante una fase dell’evoluzione di una determinata scienza (lo Zingarelli)")
22
Lean Thinking Il Lean Thinking è un Paradigma della Scienza dell’Organizzazione che ha un profondo impatto: “Tattico” nella MicroEconomia ovvero sulle prestazioni operative delle singole imprese (costi, tempi, qualità) e, quindi, sulla loro Produttività “Strategico” nella MacroEconomia ovvero sulla capacità dell’insieme delle aziende di competere in un mondo “globale”
 e, quindi, sulla loro Produttività. Strategico nella MacroEconomia ovvero sulla capacità dell’insieme delle aziende di competere in un mondo globale")
23
Lean Thinking Si basa su una visione per Processi
È “parente stretto” del Sistema Socio -Tecnico della Scuola inglese (Tavistock Institute), schematizzato nel famoso Triangolo
, schematizzato nel famoso Triangolo.")
24
RISORSE UMANE ORGANIZZAZIONE TECNOLOGIE

25
Il Paradigma Lean Il Paradigma Lean sta rivoluzionando le Organizzazioni, in tutto il mondo “industrialmente avanzato”, puntando su: Risorse Umane “motivate e coinvolte (empowered) ” Strutture Organizzative (a Value Stream), orizzontali (con delega di autorità) e, quindi, a basso baricentro ICT (Information & Communication Technologies) orientate al Lean
 Strutture Organizzative (a Value Stream), orizzontali (con delega di autorità) e, quindi, a basso baricentro. ICT (Information & Communication Technologies) orientate al Lean.")
26
Paradigma Come nelle altre Scienze anche in quella economico/organizzativa un Paradigma è una “Matrice Culturale” (che ovviamente si dovrebbe imparare sia in linea teorica sia, meglio, “by Doing”) ovvero un insieme articolato e correlato di: Principi / Teorie Frameworks (sotto Paradigmi) Metodi / Tecniche (Best Practices ) / Strumenti
 ovvero un insieme articolato e correlato di: Principi / Teorie. Frameworks (sotto Paradigmi) Metodi / Tecniche (Best Practices ) / Strumenti.")
27
Il Paradigma Lean La paternità è della Toyota (La macchina che ha cambiato il mondo) che, sotto la guida dell’Ing. Taichi Ohno, ha completamente innovato, snellendoli, i Processi di Produzione e di Progettazione (TPS / TDS - Toyota Production / Development System) e le strutture organizzative che li realizzano
 che, sotto la guida dell’Ing. Taichi Ohno, ha completamente innovato, snellendoli, i Processi di Produzione e di Progettazione (TPS / TDS - Toyota Production / Development System) e le strutture organizzative che li realizzano.")
28
È forse un caso?

29
Il Paradigma Lean Data la paternità in molti c’era la convinzione che il Lean fosse un paradigma utilizzabile solo nel mondo dell’industria automobilistica Si sono dovuti ricredere

30
Il Paradigma Lean Molti oggi pensano che il Lean sia applicabile solo nel Manufacturing: si dovranno ricredere! Tramite il Lean oggi si possono “Riprogettare” i Processi di tutte le Organizzazioni, distinguendo fra:

31
Lean “Verticale” (specifico per tipologia di aziende)
Lean Manufacturing (per le aziende industriali) Lean Construction (per l’edilizia e l’impiantistica) Lean Office (per i processi e le aziende di servizio) Lean Government (per la pubblica amministrazione) Lean Healthcare (per la sanità) Lean IT (per i produttori di SW) ----
 Lean Construction (per l’edilizia e l’impiantistica) Lean Office (per i processi e le aziende di servizio) Lean Government (per la pubblica amministrazione) Lean Healthcare (per la sanità) Lean IT (per i produttori di SW) ----")
32
Lean “Orizzontale” (per tutte le aziende)
Lean (Value Stream) Organization Lean Project Management Lean Control - Beyond the Budget Lean SW – Floware ----
 Organization. Lean Project Management. Lean Control - Beyond the Budget. Lean SW – Floware")
33
È forse un caso ? Porsche Consulting

34
Porsche Consulting Core Mission
To create sustainable competitive advantage through superior operating performance and …. …. the ability to respond flexibly and quickly to changes

35
Core Mission The range of services has five main focuses:
Transformation to a lean organization Strategies for functional areas (ie. Production, Logistics, Development, etc.) and administrative areas (i.e. human resources) Reorganization / restructuring Process optimization for one or more Value Chains (Streams) Coaching and training of management and staff to achieve a sustainable change in their performance and attitude
 and administrative areas (i.e. human resources) Reorganization / restructuring. Process optimization for one or more Value Chains (Streams) Coaching and training of management and staff to achieve a sustainable change in their performance and attitude.")
36
Range of Services Automotive industry and supplier
Mechanical engineering Space and aviation Pharmaceuticals, medical technology and healthcare Banking and insurance Electronics and software Consumer goods Construction industry Transport and traffic Other industries

37
Il Paradigma Lean Al giorno d’oggi il Paradigma Lean dovrebbe essere ben conosciuto e studiato …. soprattutto nelle Scuole e nelle Università (la mentalità si forma più facilmente da giovani!) Ad oggi in molte parti d’Italia (e purtroppo anche in Toscana) non è così, la Mentalità non si è ancora aggiornata ma si sa … la speranza è sempre l’ultima a morire !
 Ad oggi in molte parti d’Italia (e purtroppo anche in Toscana) non è così, la Mentalità non si è ancora aggiornata ma si sa … la speranza è sempre l’ultima a morire !")
38
…. Incompetenti Inconsci (non è un’offesa, è un Modello di Maturità !)
La Mentalità classica La Mentalità prevalente è ancora (purtroppo anche nelle Scuole di Ingegneria), quella Smithian-Tayloristica classica (organizzazione a “competenze funzionali”, centralità delle <grosse> macchine, progettazione seriale, ..) e questo significa essere …. …. Incompetenti Inconsci (non è un’offesa, è un Modello di Maturità !)
, quella Smithian-Tayloristica classica (organizzazione a competenze funzionali , centralità delle <grosse> macchine, progettazione seriale, ..) e questo significa essere …. …. Incompetenti Inconsci (non è un’offesa, è un Modello di Maturità !)")
39
Modelli di Maturità I Modelli di Maturità, ovvero della Scale quantitative (generalmente da 1 a 5) che misurano il livello con cui un’azienda ha adottato le pratiche organizzative oggetto della misura, si sono rapidamente diffusi a seguito dei Sistemi di Qualità
 che misurano il livello con cui un’azienda ha adottato le pratiche organizzative oggetto della misura, si sono rapidamente diffusi a seguito dei Sistemi di Qualità.")
40
Modelli di Maturità Non soddisfatti delle risposte del “non c'è mai fine al viaggio”, anche nell’implementazione del Lean si può voler sapere a che punto siamo Questa è una domanda giusta ed in genere si risponde, da un punto di vista operativo, dicendo a che punto siamo tramite una scala da 1 a 5

41
Modelli di Maturità Un esempio può essere:
A che punto è l’applicazione delle 5 S, una delle più note tecniche Lean ? Livello 1 – “non si applicano le 5S” ----- Livello 5 - “Le 5S sono sistematicamente utilizzate in tutte le aree organizzative dell’azienda per identificare e ridurre gli sprechi”

42
Modelli di Maturità Questo tipo di valutazione fornisce un Programma utile per il viaggio Lean Uno dei rischi di questo approccio è che il programma diventi il viaggio confondendo i mezzi, le tecniche con il fine ovvero con la mentalità

43
Scorecard Oltre che con i Modelli di Maturità si può misurare il risultato finale anche attraverso l'uso di una “Scorecard” di KPI (Key Performance Indicators) dei Processi: è un altro approccio molto utilizzato Se i KPI sono buoni, sembra ovvio, l’utilizzazione del Lean è buona
 dei Processi: è un altro approccio molto utilizzato. Se i KPI sono buoni, sembra ovvio, l’utilizzazione del Lean è buona.")
44
Scorecard Tale approccio, fortemente orientato ai risultati, può rapidamente guadagnare consensi a causa della tradizionale “passione” del Management per risultati positivi e ben visibili (specialmente quelli finanziari)
")
45
Modelli di Maturità + Scorecard
Tuttavia tali metodi possono a volte calpestare le persone mettendo a rischio la sostenibilità “culturale” La “mentalità Lean” deve essere un orientamento a lungo termine e deve basarsi non solo su adeguati vantaggi a breve ma, soprattutto, sullo sviluppo mentale di tutte le persone dell’Organizzazione e sulla loro professionalità

46
Ricordate sempre …. Un’organizzazione è un insieme di persone (Risorse Umane) Le altre risorse (i soldi, le macchine, le conoscenze tecniche, ….) sono importanti ma le persone (con il loro emisfero destro) lo sono di più!
 sono importanti ma le persone (con il loro emisfero destro) lo sono di più!")
47
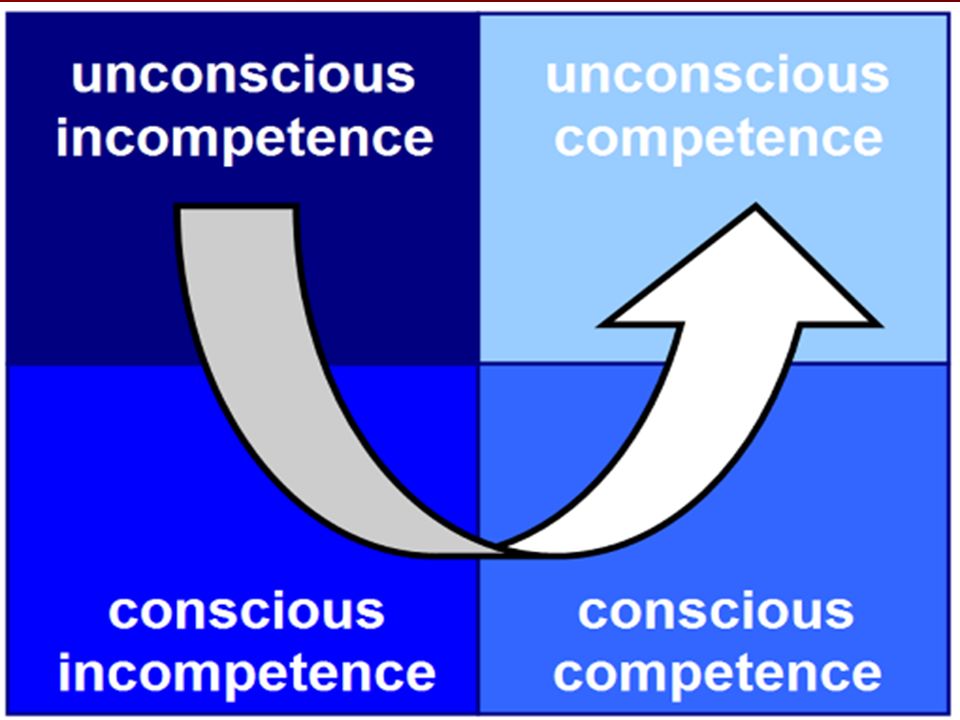
La Maturità culturale La Maturità Culturale e, quindi, la Mentalità è però qualcosa di più delicato da valutare Nella figura successiva si riporta un Modello di Maturità a quattro fasi con cui ognuno può misurare le tappe “culturali” nel viaggio Lean, riuscendo così a valutare la propria Mentalità

49
Fase 1 - Unconscious Incompetence
Le persone spesso non riescono a vedere o negano che sia conveniente appoggiarsi al Paradigma Lean perché o non lo conoscono o non interessa …. tanto le cose vanno bene così

50
Fase 2 - Conscious Incompetence
Nella fase 2 le persone, redente come detto sulla strada di Damasco, riconoscono l’importanza di adottare il Lean, anche senza comprendere pienamente come raggiungerne e mantenerne i benefici Non sanno ancora come applicare le tecniche o costruire sistemi di gestione Lean ma riconoscono questa lacuna e, con la volontà, si aggiornano

51
Fase 2 - Conscious Incompetence
La maggior parte dell'apprendimento e della trasformazione verso la mentalità Lean avviene durante la fase 2 Si commettono errori, si tentano esperimenti multipli, si cerca di capire sinceramente come mettere in pratica il Paradigma

52
Fase 3 - Conscious Competence
Le persone in Fase 3 sanno come funziona il Lean, cercano di applicare il Paradigma in tutta l‘organizzazione, standardizzano ed informatizzano le pratiche interne La coscienza di questa competenza Lean è stata elevata al livello più alto

53
Fase 3 - Conscious Competence
L'unico modo che le persone e le organizzazioni hanno per uscire dalla fase 3 e passare alla fase 4 è attraverso: la pratica la pratica e poi … la pratica !!

54
Fase 4 - Unconscious Competence
Per le persone nella Fase 4 le pratiche Lean sono una seconda natura (come attualmente quelle Smithian-Tayloristiche classiche), eseguite quasi senza pensiero o sforzo cosciente Attraverso la pratica si è raggiunto un elevato livello di padronanza
, eseguite quasi senza pensiero o sforzo cosciente. Attraverso la pratica si è raggiunto un elevato livello di padronanza.")
55
Fase 4 - Unconscious Competence
In Fase 4 le persone possono però avere due comportamenti: Aver coscienza ancora una volta che non sono veramente e del tutto competenti e che quindi devono raddoppiare gli sforzi (Kaizen = miglioramento is forever) per rimanere nella Fase 4 “verso l’eccellenza”. Si ricordi Socrate: so di non sapere! Non aver coscienza e soccombere all’arroganza regredendo nelle fasi 1, 2 o 3
 per rimanere nella Fase 4 verso l’eccellenza . Si ricordi Socrate: so di non sapere! Non aver coscienza e soccombere all’arroganza regredendo nelle fasi 1, 2 o 3.")
56
Fase 4 - Unconscious Competence
Ironia della sorte individui che vengono da aziende in fase 4 avanzata non sempre sono i migliori insegnanti, manca la tensione del “Missionario giovane” Devono prima recuperare un po’ di coscienza della loro competenza: ciò che è normale per loro può infatti essere molto diverso per uno “studente” di un’organizzazione in fase 1 o 2

57
Il viaggio Il viaggio Lean è lungo e difficile
Si estende lungo l‘intero arco della vita verso la Perfezione … da raggiungere a piccoli passi (Kaizen)
")
58
Un’osservazione Nessun Paradigma scientifico può essere:
né completo, tant’è che il Lean è ancora in divenire né perfetto, bene o male il Lean è “umano”, non fa miracoli

59
Un’osservazione Come in tutti i Paradigmi scientifici, anche nel Lean devono fondersi teoria e pratica (non sempre questo avviene nelle Università italiane!!) e allora si può dire con ….
 e allora si può dire con ….")
60
«La teoria è quando si sa tutto e …. niente funziona
La pratica è quando tutto funziona e …. nessuno sa il perché Noi abbiamo messo insieme teoria e pratica: non c’è niente che funzioni... e nessuno sa il perché!» Albert Einstein

61
… e se lo diceva Lui !!! Parafrasando però un altro aforisma (di Churchill) si può tranquillamente affermare che “il Lean è il peggior Paradigma Economico/Organizzativo esistente …. …. eccezion fatta per tutti gli altri finora utilizzati”
 si può tranquillamente affermare che il Lean è il peggior Paradigma Economico/Organizzativo esistente …. …. eccezion fatta per tutti gli altri finora utilizzati")
62
Operare secondo un Paradigma
I Paradigmi Economico/Organizzativi non devono dettagliare tutto quello che si dovrebbe fare, ma fornire una mentalità tramite Principi, Tecniche/Best Practices e Strumenti che ognuno dovrà applicare al proprio Caso Utilizzare un buon Paradigma aiuterà ad avere successo ma, come detto, non lo può garantire

63
Un’ovvietà È ovvio ricordare infatti che l'uso di tecniche adeguate non garantisce a priori il successo Qualità Tecnicità Come in Chirurgia: L’operazione è stata perfetta ma il paziente è morto !

64
Operare secondo un Paradigma
Un Paradigma può allora essere giudicato in base a quante “regole” fornisce Prescrittivo significa “più regole da seguire” mentre adattativo significa “meno regole da seguire” 100% prescrittivo significa non usare il proprio cervello, in quanto c'è una regola per ogni cosa

65
Operare secondo un Paradigma
100% adattativo significa Fare Qualunque Cosa, non vi è alcuna regola o vincolo Come potete ben vedere, entrambe gli estremi della scala sono piuttosto ridicoli Il Lean è “abbastanza” prescrittivo in modo però che, come detto, ognuno riesca ad adattarlo alla propria Organizzazione

66
Un avvertimento Poiché oggi va di moda spesso, per venderle meglio, sono contrabbandate come Lean cose che Lean non sono La Comunità che a livello mondiale meglio rappresenta il Paradigma Lean è il “Lean Enterprise Institute” (

67
Bibliografia Si può fare riferimento alla ampia bibliografia presente nel precedente sito a partire dalla Bibbia del Lean (Lean Thinking di Womack & Jones – edito in italiano da Guerini editore) Ovviamente in Internet il materiale di consultazione non manca Ci sono anche altre Comunità (ad esempio per il SW la comunità Agile)
 Ovviamente in Internet il materiale di consultazione non manca. Ci sono anche altre Comunità (ad esempio per il SW la comunità Agile)")
68
Il viaggio Proviamo allora a vedere a che punto è la vostra mentalità per iniziare, se lo vorrete, il Viaggio Lean

69
Di seguito alcune domande per aiutarvi a entrare nel mondo del Lean
Assessment Di seguito alcune domande per aiutarvi a entrare nel mondo del Lean

70
Un “semplicissimo” esempio
Partiamo con un semplicissimo esempio per verificare se avete una Mentalità Classica (Smithian-Tayloristica) o più Attuale Si devono produrre due prodotti, 1 e 2, la cui Domanda (settimanale) è riportata di seguito
 o più Attuale. Si devono produrre due prodotti, 1 e 2, la cui Domanda (settimanale) è riportata di seguito.")
71
(Vincolo: consegne giornaliere)
Domanda settimanale (Vincolo: consegne giornaliere) t D1 D2 1 10 15 2 5 3 20 4 30 Tot. 55 80 Disponendo di una sola linea di produzione ed essendo il tempo di riattrezzaggio (set-up 12) non trascurabile, con quali modalità produrreste i due prodotti?
 t. D1. D Tot Disponendo di una sola linea di produzione ed essendo il tempo di riattrezzaggio (set-up 12) non trascurabile, con quali modalità produrreste i due prodotti")
72
Mentalità Tayloristica (classica): lotti (per compensare i costi/tempi di set-up) e volume livellato scorte Consegne Volume livellato Lotti e Scorte t D1 D2 P1 P2 S1 S2 1 10 15 28 18 9 2 5 27 45 4 3 20 26 25 30 7 24 Tot. 55 80 11 Lotti (settimanali) Scorte medie (minime)
 Scorte medie (minime)")
73
Mentalità Lean Le giacenze sono MUDA (spreco = peccato mortale) e, quindi, vanno ridotte anzi vanno eliminate ! Come fare ? Poiché le scorte dipendono dal tempo di set-up lo stesso deve essere ridotto o, meglio, eliminato La tecnica per ridurlo ? SMED (Single Minute Exchange of Die)
")
74
Un primo passo Lean: SMED + Hejiunka (Mix Micro = Mix Macro)
Consegne Mix livellato (set-up 0) t D1 D2 P1 P2 S1 S2 1 10 15 11 16 2 7 5 13 18 3 20 4 14 30 6 Tot. 55 80 9 Hejiunka Scorte ? Muda ! Scorte medie si abbassano (- 58%)
 t. D1. D2. P1. P2. S1. S Tot Hejiunka. Scorte Muda ! Scorte medie si abbassano (- 58%)")
75
Perfezione (Just in Time)
Consegne Flessibilità infinita (al mix e al volume) t D1 D2 P1 P2 S1 S2 1 10 15 2 5 3 20 4 30 Tot. 55 80 Perfezione Il Paradigma Lean spiega come fare ad essere sempre più flessibili e veloci al cambiamento per tendere alla Perfezione (Kaizen) Si produce solo ciò che serve, quando serve e quanto ne serve
 t. D1. D2. P1. P2. S1. S Tot Perfezione. Il Paradigma Lean spiega come fare ad essere sempre più flessibili e veloci al cambiamento per tendere alla Perfezione (Kaizen) Si produce solo ciò che serve, quando serve e quanto ne serve.")
76
Lotti “economici” di acquisto
Invece del problema dei Lotti di Produzione analizziamo quello dei Lotti di Acquisto

77
Lotti “economici” di acquisto
A me hanno insegnato (a voi l’insegneranno!!!) che per trovare la “dimensione ottimale (economica)” dei Lotti di acquisto (per acquisti continuativi) si parte dal classico Diagramma a Denti di Sega, dove Y è l’incognita (la dimensione del lotto)
 che per trovare la dimensione ottimale (economica) dei Lotti di acquisto (per acquisti continuativi) si parte dal classico Diagramma a Denti di Sega, dove Y è l’incognita (la dimensione del lotto)")
78
Diagramma a denti di sega
Giacenze Y Y/2 (Valor medio) tempo
 tempo.")
79
Qual’è la decisione “ingegneristico-tradizionale”?
La Y ottimale discende dal Trade Off fra due costi contrapposti che, in primissima approssimazione, sono: Cp = Costo annuo di possesso = Y/2 x P x r Cr = Costo annuo di ricostituzione = a x D/Y Qual’è la decisione “ingegneristico-tradizionale”? Cp, Cr Cp Ct = Cp + Cr A me hanno insegnato: la decisione razionale è Cr Y1* Y

80
Domanda È una decisione razionale ma è saggia??

81
No! È una scelta che discende dalla (errata) mentalità classica! La decisione corretta: far tendere a 0 (a = costo unitario di ricostituzione) in modo che Cr = a x D/Y 0 In tal caso, dato Cp, Y* e Ct 0 (verso la Perfezione .. questa si che è una scelta “economica e saggia”)
 in modo che Cr = a x D/Y 0. In tal caso, dato Cp, Y* e Ct 0 (verso la Perfezione .. questa si che è una scelta economica e saggia )")
82
Mentalità Lean Cp, Cr Cr Cp Y Y1* KAIZEN is forever Y2* Y4* Y3*

83
I Trade Off La mentalità Lean “impone di decidere” superando, con gradualità (Kaizen), i Trade Off fra variabili decisionali diverse
, i Trade Off fra variabili decisionali diverse.")
84
I Trade Off Una misura della mentalità Lean non è quindi la capacità “ingegneristica classica – da lobo sinistro” di risolvere un problema di analisi matematica (ricerca di un minimo) quanto di diminuire il costo di ricostituzione e, quindi, la dimensione dei lotti di acquisto
 quanto di diminuire il costo di ricostituzione e, quindi, la dimensione dei lotti di acquisto.")
85
Frontiera delle prestazioni
Altro caso Frontiera delle prestazioni

86
Domanda La qualità costa: siete d’accordo?
Se le cose stessero veramente così la decisione “strategica” potrebbe solo essere la scelta del Posizionamento Competitivo Bassa qualità Basso costo Basso prezzo Media qualità Medio costo Medio prezzo Alta qualità Alto costo Alto prezzo

87
La Frontiera dei Trade Off
Y (Costo) qualità Frontiera delle Prestazioni B C A 100% La Frontiera dei Trade Off
 qualità. Frontiera delle. Prestazioni. B. C. A. 100% La Frontiera dei Trade Off.")
88
Evoluzione In realtà, da pochi anni, i giapponesi ci hanno spiegato che esistono altri costi ovvero i costi della “non qualità”, sia espliciti di rilavorazione e degli scarti sia impliciti (molto alti) di perdita di immagine con i clienti (ovviamente questi variano con la tipologia dei clienti da servire)
 di perdita di immagine con i clienti (ovviamente questi variano con la tipologia dei clienti da servire)")
89
Nuova Frontiera delle prestazioni
Cq costi qualità Cn non qualità Cq Q % CnC CtC I punti (A, B, C) e la Frontiera devono allora essere definiti tenendo anche conto dei costi Cn della “non qualità” CnB CtB Nuova Frontiera delle prestazioni C B A
 e la Frontiera devono allora essere definiti tenendo anche conto dei costi Cn della non qualità CnB. CtB. Nuova Frontiera delle prestazioni. C. B. A.")
90
Domanda Il problema si complica, si sposta la frontiera, ma è concettualmente corretto continuare a dire che la Qualità costa per definire a priori il posizionamento competitivo?

91
Per essere concorrenziali
La risposta è ovviamente no! Per la mentalità Lean è necessario superare i Trade Off ovvero i livelli qualitativi devono essere sempre più alti e sempre in crescita ed i livelli di costo sempre più bassi e sempre in diminuzione … …. alla ricerca della perfezione

92
La Frontiera dei Trade Off
Y (Costo) qualità Nuova Frontiera delle Prestazioni B C A La Frontiera dei Trade Off I M Zona del vantaggio competitivo Zona di inefficienza Alla ricerca dell’eccellenza KAIZEN is forever E 100%
 qualità. Nuova Frontiera delle. Prestazioni. B. C. A. La Frontiera dei Trade Off. I. M. Zona del vantaggio competitivo. Zona di. inefficienza. Alla ricerca dell’eccellenza. KAIZEN is forever. E. 100%")
93
Per essere concorrenziali
Come si può (non è detto che si riesca) superare i Trade Off Costi Vs Qualità? Con il paradigma Lean + Six Sigma
 superare i Trade Off Costi Vs Qualità Con il paradigma Lean + Six Sigma.")
94
Altro aspetto: il Metodo
Tradizionalmente gli ingegneri utilizzano il metodo scientifico/matematico (e quanta matematica ci fanno ingurgitare) o metodo “razionale” o metodo “scientifico” o metodo Cartesiano
 o metodo razionale o metodo scientifico o metodo Cartesiano.")
95
Metodo classico Come ci ha spiegato Cartesio il metodo classico opera secondo due schemi logici: Dimensionale Temporale

96
Schema dimensionale Per risolvere un problema complesso si deve scomporlo in problemi più semplici (problem breakdown) fino ad arrivare a un grado di dettaglio che sia risolubile Il procedimento (l’analisi cartesiana) viene definito Top-Down o ad Albero
 fino ad arrivare a un grado di dettaglio che sia risolubile. Il procedimento (l’analisi cartesiana) viene definito. Top-Down o ad Albero.")
97
Schema dimensionale Per trovare la soluzione generale si devono poi condurre operazioni di ricomposizione dal piccolo verso il grande Il procedimento (la sintesi cartesiana) viene definito Bottom-Up Si deve inoltre verificare di aver fatto correttamente analisi e sintesi (Enumerazione e Revisione)
 viene definito Bottom-Up. Si deve inoltre verificare di aver fatto correttamente analisi e sintesi (Enumerazione e Revisione)")
98
Schema dimensionale Solo il Breakdown, se correttamente seguito, permette di risolvere i complessi problemi tecnici garantendo il mantenimento dell'unitarietà

99
Schema dimensionale Tipici esempi: Progettazione e Sviluppo dei prodotti per componenti (la Distinta Base), l’albero della WBS (Work Breakdown Structure) del Project Management, le strutture Organizzative Funzionali, l’Albero della Customer Satisfaction, …
, l’albero della WBS (Work Breakdown Structure) del Project Management, le strutture Organizzative Funzionali, l’Albero della Customer Satisfaction, …")
100
Schema temporale C’è poi il Problema dell’Evidenza Razionale
Per risolvere razionalmente i sotto Problemi, ad ogni livello dimensionale del Top Down, si devono svolgere una sequenza temporale di attività, anche sperimentali, in modo da <escludere ogni possibilità di dubbio>

101
Schema temporale Gli aspetti dello schema temporale (del metodo scientifico) sono molto noti e utilizzati ad esempio nel P.D.C.A. (Plan-Do-Chek-Act) o "ruota di Deming”
 sono molto noti e utilizzati ad esempio nel P.D.C.A. (Plan-Do-Chek-Act) o ruota di Deming")
102
Il Plan Il Plan si compone di due sottofasi 1° - Il “Problem Setting”
Scelta e delimitazione del problema Identificazione e analisi dei fattori pertinenti (del contesto) Identificazione e valorizzazione delle cause e degli effetti
 Identificazione e valorizzazione delle cause e degli effetti.")
103
Il Plan 2° - Il “Problem Solving”
Identificazione di alcune soluzioni possibili (fase innovativa) Scelta di una soluzione preliminare, in base a qualche criterio di merito (funzione obiettivo) Sviluppo dettagliato/operativo dello schema risolutivo prescelto per il DO ovvero Ritorno allo schema dimensionale (con Breakdown del problema in sottoproblemi) se non si riesce ad identificare una soluzione
 Scelta di una soluzione preliminare, in base a qualche criterio di merito (funzione obiettivo) Sviluppo dettagliato/operativo dello schema risolutivo prescelto per il DO ovvero. Ritorno allo schema dimensionale (con Breakdown del problema in sottoproblemi) se non si riesce ad identificare una soluzione.")
104
Il PDCA Quando s’è identificato un piano (soluzione preliminare) si deve passare alle fasi del: Do - sperimentazione Check - analisi dei dati sperimentali Act - progetto definitivo con standardizzazione della soluzione ovvero ritorno alla fase Plan in caso di risultati sperimentali insoddisfacenti

105
Le 5 fasi del Simon Anche secondo E. H. Simon (premio Nobel per l’Economia), la formulazione di una decisione si articola attraverso un iter sequenziale ad anello (una ruota) costituito da cinque fasi: Intelligence: la definizione e la comprensione del problema Design: la ricerca delle soluzioni possibili
, la formulazione di una decisione si articola attraverso un iter sequenziale ad anello (una ruota) costituito da cinque fasi: Intelligence: la definizione e la comprensione del problema. Design: la ricerca delle soluzioni possibili.")
106
Le 5 fasi del Simon Choice: la valutazione e la scelta di una soluzione Implementation: l'attuazione della decisione scelta Control: il controllo dei risultati e la correzione dell'azione

107
Anche le “5 fasi” (gruppi di processi) del PMBOK, il più noto standard mondiale di Project Management, sono quelle del metodo classico
 del PMBOK, il più noto standard mondiale di Project Management, sono quelle del metodo classico")
108
Lo schema temporale, unito alla “specializzazione” (di Smith e Taylor), porta poi al classico metodo a “Cascata (di ruote)” usato dagli ingegneri nella Progettazione & Sviluppo
, porta poi al classico metodo a Cascata (di ruote) usato dagli ingegneri nella Progettazione & Sviluppo")
109
Domanda Cosa ne pensate del metodo scientifico- razionale, si possono fare delle critiche o, essendo nato per combattere l’ “Ipse Dixit”, lo è diventato esso stesso? Ad esempio una critica scientifica “attuale (teoria della complessità)” è che non è detto che suddividendo un sistema complesso in sistemi semplici non si perda comunque qualcosa (Microeconomia claasica vs Macroeconomia ?)
 è che non è detto che suddividendo un sistema complesso in sistemi semplici non si perda comunque qualcosa (Microeconomia claasica vs Macroeconomia )")
110
Un’evidenza Senza però scomodare la Scienza si capisce che entrambi gli schemi previsti dal metodo classico sono: Ciclici (recursivi) in quanto per effetto della verifica (enumerazione e revisione) e dell’evidenza razionale è quasi sempre necessario ripercorrere i passi previsti
 in quanto per effetto della verifica (enumerazione e revisione) e dell’evidenza razionale è quasi sempre necessario ripercorrere i passi previsti.")
111
Un’evidenza Ad imbuto in quanto il numero delle possibili soluzioni tende rapidamente a ridursi con le scelte già fatte e lo schema risolutivo ad irrigidirsi intorno a un punto “nello spazio delle soluzioni” (Point Based Engineering)
")
112
Il metodo classico Critiche (al Metodo razionale e … agli ingegneri “classici”!) : È “autoreferenziale” [classica malattia degli ingegneri (e dei professori universitari), a cominciare da Cartesio che dice … io avessi chiaramente riconosciuto ….. i miei pensieri …. da poter io essere sicuro …] È lungo (richiede molto tempo per effetto delle decisioni seriali e dei cicli di controllo)
, a cominciare da Cartesio che dice … io avessi chiaramente riconosciuto ….. i miei pensieri …. da poter io essere sicuro …] È lungo (richiede molto tempo per effetto delle decisioni seriali e dei cicli di controllo)")
113
Il metodo classico È costoso (per effetto della lunghezza e di soluzioni “razionali” ma tendenzialmente sempre nuove) È rischioso (perché si privilegiano la complessità del problema, la novità delle soluzioni e la rapida convergenza verso una soluzione “scelta” fin dalle fasi iniziali)
")
114
Il metodo “moderno” Per questo si dovrebbe ricorrere al metodo “a razionalità limitata” (se mi sentisse Cartesio!) che si basa su principi Lean “empirici ed intuitivi (l’emisfero cerebrale destro che in noi ingegneri tende ad essere un po’ atrofizzato!) di buon senso”: Coinvolgere in ogni fase della soluzione del problema tutti gli Stakeholders per sapere cosa ne pensano in modo che possano dare un loro contributo (non Io ma Noi) Concurrent Engineering
 che si basa su principi Lean empirici ed intuitivi (l’emisfero cerebrale destro che in noi ingegneri tende ad essere un po’ atrofizzato!) di buon senso : Coinvolgere in ogni fase della soluzione del problema tutti gli Stakeholders per sapere cosa ne pensano in modo che possano dare un loro contributo (non Io ma Noi) Concurrent Engineering.")
115
Settima domanda Chi sono gli Stakeholders?
Sono tutti gli interessati alla soluzione del problema (clienti, personale, fornitori, Pubblica Amministrazione, finanziatori, …)
")
116
Principi empirici del metodo “moderno”
Continuare a suddividere il problema complesso in sotto problemi che però siano indipendenti gli uni dagli altri per poterli risolvere “in parallelo” riducendo tempi, rischi e costi (progettazione Modulare) Utilizzare, nel risolvere i sotto problemi indipendenti, soluzioni già esistenti qualora i Clienti non vogliano “veramente” soluzioni innovative (progettazione Carry Over)
 Utilizzare, nel risolvere i sotto problemi indipendenti, soluzioni già esistenti qualora i Clienti non vogliano veramente soluzioni innovative (progettazione Carry Over)")
117
Principi empirici del metodo “moderno”
Per ogni componente, se non ancora disponibili, identificare dei Set di possibili nuove soluzioni, tenerle aperte e sperimentare (ritardare la scelta “razionale” della soluzione sino a quando si hanno maggiori informazioni - Set Based Engineering) per evitare l’irrigidimento di schemi risolutivi aprioristici magari sbagliati
 per evitare l’irrigidimento di schemi risolutivi aprioristici magari sbagliati.")
118
Coinvolgere Stakeholders
Evidenza empirica: Se gli Stakeholders, a partire dai clienti, sono coinvolti fin dall’inizio in tutte le fasi di risoluzione del problema i tempi si riducono (si evitano serialità e controllo tipici del metodo razionale) ed i rischi di insuccesso sono minori
 ed i rischi di insuccesso sono minori.")
119
Sotto problemi indipendenti
Evidenza empirica: Se nel Breakdown si riuscisse a dividere il problema in sotto problemi indipendenti la complessità si ridurrebbe molto (mancanza dei feedback) e, quindi, si ridurrebbero costi, tempi e rischi e la qualità migliorerebbe fortemente
 e, quindi, si ridurrebbero costi, tempi e rischi e la qualità migliorerebbe fortemente.")
120
Soluzioni preesistenti
Evidenza empirica: Utilizzando buone soluzioni preesistenti (standardizzate) i tempi ed i costi si riducono e la qualità è maggiormente garantita in quanto già sperimentata e messa a punto
 i tempi ed i costi si riducono e la qualità è maggiormente garantita in quanto già sperimentata e messa a punto.")
121
Set Based Engineering Evidenza empirica:
In pratica si devono identificare dei set di possibili soluzioni, tenerli aperti, esplorarli e chiuderli solo all’ultimo in fase di integrazione Le soluzioni investigate e scartate potranno comunque venire buone un’altra volta Questo metodo “Lean”, conosciuto come Front Loading, sembra un paradosso (è conosciuto come Toyota Paradox), però …. funziona!
, però …. funziona!")
122
La Progettazione Lean Potremo ragionare più in dettaglio su questi aspetti metodologici e su altri parlando di “Lean Product Development” … sempre che lo vogliate!

123
Altro aspetto: le Tecniche
Una tecnica è “un’insieme di regole” per il concreto svolgimento di attività intellettuali, manuali, o sportive Una tecnica è pertanto uno Standard “prescrittivo”: evita di reinventare l’ombrello Nelle tecniche si utilizzano adeguati strumenti

124
Il padre degli Ingegneri: Pascal
“ ….. Come non era in <mio> potere, pur con tutta la teoria possibile a <mia> conoscenza, portare in esecuzione il <mio> disegno da solo, senza l’aiuto di un operaio che possedesse perfettamente la pratica necessaria della lima e del martello (strumenti) per ridurre i pezzi della macchina nelle misure e proporzioni che, seguendo le regole della teoria (tecnica), <io> gli indicavo, ….
 per ridurre i pezzi della macchina nelle misure e proporzioni che, seguendo le regole della teoria (tecnica), <io> gli indicavo, ….")
125
…. così è impossibile a un semplice artigiano, per quanto abile egli sia nel suo mestiere, costruire in modo perfetto nuovi pezzi, come quelli della mia macchina (la prima macchina calcolatrice, conosciuta come Pascalina), che hanno movimenti complicati, senza l’aiuto di una persona che, conoscendo le regole teoriche, gli dia le misure e le proporzioni corrette di ogni pezzo. ….”
, che hanno movimenti complicati, senza l’aiuto di una persona che, conoscendo le regole teoriche, gli dia le misure e le proporzioni corrette di ogni pezzo. …. .")
126
Una domanda Lean … a Pascal
Come si capisce da Pascal sono nati gli Ingegneri e ….. gli Operai (prima c’erano solo Artigiani e ... Artisti) E se oggi, grazie alle ICT (Information and Communication Technologies) e all’Automazione si riuscissero a sviluppare figure professionali a largo spettro (ingegnere & operaio = artigiano moderno, magari, come pretendeva Steve Jobs, anche un po’ artista) ?
 E se oggi, grazie alle ICT (Information and Communication Technologies) e all’Automazione si riuscissero a sviluppare figure professionali a largo spettro (ingegnere & operaio = artigiano moderno, magari, come pretendeva Steve Jobs, anche un po’ artista)")
127
Tecniche L'utilizzazione di tecniche adeguate è essenziale nella soluzione dei problemi Ma quali tecniche? Ovviamente Lean, semplici, semplici e poi …. semplici!

128
Un’altra osservazione
Spesso nelle materie organizzative e gestionali, proprio per l’influenza di “culture non ingegneristiche”, vi è una certa confusione fra tecnica e strumento Noi ingegneri non possiamo però confondere il bisturi con le tecniche chirurgiche !!

129
Tecniche vs Strumenti Ad esempio i “7 Strumenti della Qualità” sono Tecniche (magari statistiche) che, nello specifico, utilizzano strumenti visuali (i grafici) E questo vale anche per molti degli “Strumenti Lean” (la cassetta degli attrezzi) dei consulenti
 che, nello specifico, utilizzano strumenti visuali (i grafici) E questo vale anche per molti degli Strumenti Lean (la cassetta degli attrezzi) dei consulenti.")
130
Gli strumenti Lean Tipici Strumenti Lean sono i tabelloni per il Visual Control, da non confondere con le Tecniche che li utilizzano Il Visual Control è fondamentale in quanto le persone capiscono e apprendono molto meglio per immagini …. che non per ragionamento

131
Giulio Cesare Non a caso Cesare, dopo aver conquistato la Gallia, disse: Veni, Vidi, Vici

132
Un classico strumento: A3 per il PDCA

133
Andon

134
Value Stream Mapping (SW Development)
")
135
Value Stream Mapping (per riorganizzare il ponte di volo di una portaerei)
")
136
Tabellone Scrum

137
Kanban

138
Heijunka box

139
Oobeya (grande stanza)
")
140
Domanda Pensate di doverli conoscere e sporcarvici le mani (in quanto “vil strumenti”) o, come Pascal, ritenete corretto definire solo le regole teoriche, magari tramite computer, lasciando che qualche altro si sporchi le mani?
 o, come Pascal, ritenete corretto definire solo le regole teoriche, magari tramite computer, lasciando che qualche altro si sporchi le mani")
141
Domanda Cosa ne pensate di un processo (reale) “Generazione e spedizione ordine materiali di manutenzione” in cui: Sono coinvolti 4 Uffici (Manutenzione; Acquisti; Direzione Operativa; Logistica) Si utilizza un sistema informatico abbastanza avanzato (Lotus Notes) Il Lead Time è di 2 settimane Il Tempo di Lavoro (delle persone) è di 30 primi
 Si utilizza un sistema informatico abbastanza avanzato (Lotus Notes) Il Lead Time è di 2 settimane. Il Tempo di Lavoro (delle persone) è di 30 primi.")
142
Non è forse meglio Una soluzione in cui:
È coinvolto solo l’Ufficio Manutenzione Si utilizza il solito sistema informatico Il Lead Time è di 6 ore (-98%) Il Tempo di Lavoro è di 6 primi (-80%)
 Il Tempo di Lavoro è di 6 primi (-80%)")
143
Frameworks/Tecniche/Best Practices Lean
TPM Andon Poka Yoke Jidoka SMED Takt Time Kanban Hejiunka One Piece Flow Cellular Manufacturing Agile Development Scrum Value Stream Mapping Value Stream Indicators Value Stream Accounting Value Stream Organization .....

144
Ultima domanda Non sarà il caso, se non li conoscete, di iniziare a conoscerli ? Potrete aiutare le aziende a ridurre gli indicatori di: tempo (Lead Time, Set-up e Time to Market): ≥90% spazio (occupato e percorso): ≥50% n. persone (operative e di supporto): ≥25% costo (di trasformazione) ≥30% -----
: ≥90% spazio (occupato e percorso): ≥50% n. persone (operative e di supporto): ≥25% costo (di trasformazione) ≥30%")
145
Conclusione Con un po’ di Formazione teorico - pratica (visitando qualche azienda Lean) potreste passare da una Unconscious Incompetence almeno a una Conscious Incompetence Chiedete che vi portino (magari fra qualche tempo) D’altra parte sono le vostre famiglie, pagando le tasse, che mantengono … tutta la baracca!
 potreste passare da una Unconscious Incompetence almeno a una Conscious Incompetence. Chiedete che vi portino (magari fra qualche tempo) D’altra parte sono le vostre famiglie, pagando le tasse, che mantengono … tutta la baracca!")
Presentazioni simili







>")











 f(x; q) q Q parametro incognito. Test Statistico: regola che sulla base di un.>")
