Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
Clean Coal Technologies

2
Obiettivo Le alternative tecnologiche attualmente disponibili per la produzione di energia elettrica dal carbone sono molteplici e si differenziano tra loro per la tipologia dei sistemi di combustione, di trattamento dei gas combusti e di generazione elettrica; queste alternative sono anche caratterizzate da differenti livelli di sviluppo industriale, garanzia di affidabilità e disponibilità commerciale. Accanto alla classica tecnologia degli impianti a vapore subcritici (utilizzata dalla maggior parte delle centrali elettriche a carbone attualmente in funzione a livello mondiale), sono oggi intervenute sul mercato diverse alternative tecnologiche che vengono identificate con l’acronimo CCT ovvero le Clean Coal Technologies.
, sono oggi intervenute sul mercato diverse alternative tecnologiche che vengono identificate con l’acronimo CCT ovvero le Clean Coal Technologies.")
3
Definizione Col termine “Clean Coal Technologies” intendiamo l’insieme di tecnologie rivolte all’utilizzo del carbone in maniera cosiddetta “pulita”, cioè in modo efficiente e allo stesso tempo nel rispetto dell’ambiente. Si classificano in tecnologie : di pre-combustione simultanee alla combustione di postcombustione

4
PCC - “pulverized coal combustion” La tecnologia
La soluzione tecnologica più diffusa nel settore degli impianti per la produzione di energia elettrica a partire dai combustibili solidi è rappresentata sicuramente dagli impianti a vapore a polverino di carbone; Gli impianti a polverino di carbone lavorano generalmente secondo un comune ciclo di Hirn subcritico : ovvero con una pressione massima del vapore inferiore a 223,3 bar e con un solo risurriscaldamento del vapore; Tutti gli impianti PCC sono contraddistinti da rendimenti energetici abbastanza bassi, dell’ordine del 40% e talvolta anche inferiori, con conseguenti elevate emissioni di CO2 (circa g/kWh); Le emissioni di ossidi di zolfo e di azoto, anche se pur inferiori ai presenti limiti normativi, sono in ogni caso suscettibili di significativi margini di riduzione attraverso l’utilizzo di tecnologie di conversione energetica più avanzate.
; Le emissioni di ossidi di zolfo e di azoto, anche se pur inferiori ai presenti limiti normativi, sono in ogni caso suscettibili di significativi margini di riduzione attraverso l’utilizzo di tecnologie di conversione energetica più avanzate.")
5
Schema generale di un impianto PCC

6
Descrizione del ciclo tecnologico
Il carbone di alimentazione viene triturato, tramite mulini, fino ad arrivare ad una classe granulometrica molto fine; Il polverino di carbone così ottenuto è insufflato, assieme ad una parte dell’aria comburente, alla caldaia per mezzo degli ugelli del bruciatore; La combustione avviene ad una temperatura di circa °C, in relazione al tipo di carbone utilizzato. Il tempo di permanenza delle particelle nella caldaia varia dai 2 ai 5 secondi e le loro dimensioni devono essere sufficientemente piccole per conseguire un’efficiente combustione; Il vapore originato nella caldaia è inviato all’ingresso di una turbina.

7
Prestazioni ambientali - PCC
Negli impianti PCC il controllo delle emissioni inquinanti in atmosfera viene realizzato attraverso l’adozione di misure tese a diminuire la formazione degli inquinanti durante la combustione e mediante l’installazione di una apposita sezione per la rimozione degli inquinanti dai gas combusti. Le tecnologie per il controllo delle emissioni inquinanti utilizzate negli impianti a vapore operano nei confronti dei tre principali inquinanti considerati dalle normative, ovvero particolato, ossidi di zolfo e ossidi di azoto.

8
Particolati I particolati sono particelle solide di piccolissime dimensioni, provocate da una cattiva combustione delle parti carboniose del combustibile, che tendono a rimanere in atmosfera. La quantità e le caratteristiche delle polveri volanti dipendono non solo dal contenuto minerale del carbone, ma bensì anche dal sistema di combustione e dalle condizioni operative della caldaia. I particolati più pericolosi sono quelli di dimensioni inferiori ai 10 m che possono rivestirsi di composti solforati e di composti policiclici aromatici che sono nocivi e cancerogeni. Le tecnologie comunemente utilizzate per il controllo delle emissioni di particolato nei gas combusti sono rappresentate dai precipitatori elettrostatici e dai filtri a manica.

9
Precipitatori elettrostatici e filtri a maniche
Il principio di funzionamento dei precipitatori elettrostatici o ESP è basato sull’idea che i fumi caldi sono elettrostaticamente carichi, per cui quando passano attraverso un campo elettrico, le particelle solide si depositano su delle lastre a cui è applicata una differenza di potenziale. Il funzionamento dei filtri a maniche invece, consiste nel passaggio forzato dei fumi attraverso degli speciali filtri (che permettono l’intercettazione delle particelle di particolato) sospesi all’interno di un grande contenitore metallico (baghouse) provvisto di opportuni sistemi per l’ingresso e l’uscita del gas, per la raccolta delle polveri e per la pulizia degli elementi filtranti.
 sospesi all’interno di un grande contenitore metallico (baghouse) provvisto di opportuni sistemi per l’ingresso e l’uscita del gas, per la raccolta delle polveri e per la pulizia degli elementi filtranti.")
10
Ossidi di zolfo (1) L’esistenza di significativi tenori di zolfo implica un’elevata concentrazione di ossidi di zolfo nei gas combusti, infatti più del 90% dello zolfo contenuto nel carbone è emesso come SO2; Il diossido di zolfo, prodotto dalla corretta ossidazione dello zolfo presente nel combustibile, è il principale responsabile della formazione di acido solforico che a sua volta è responsabile delle famose “piogge acide”; La rimozione degli ossidi di zolfo avviene generalmente attraverso l’impiego di specifici sorbenti basici introdotti sia durante il processo di combustione sia a valle del sistema di combustione.

11
Ossidi di zolfo (2) Tra tutti i metodi rivolti all’eliminazione degli SOx, ovvero che utilizzano le tecnologie FGD (Flue Gas Desulphurization), quelli che hanno trovato una effettiva diffusione su scala industriale sono : “spray dry scrubbers” - lavaggio a semi-secco “dry scrubbers” - lavaggio a secco “wet scrubbers” - lavaggio a umido processi di rimozione combinata di SOx e di NOx Le efficienze di rimozione degli SOx sono 70-95% per i processi a semisecco, 50-70% per quelli a secco contro 95-99% per quelli ad umido.
, quelli che hanno trovato una effettiva diffusione su scala industriale sono : spray dry scrubbers - lavaggio a semi-secco. dry scrubbers - lavaggio a secco. wet scrubbers - lavaggio a umido. processi di rimozione combinata di SOx e di NOx. Le efficienze di rimozione degli SOx sono 70-95% per i processi a semisecco, 50-70% per quelli a secco contro 95-99% per quelli ad umido.")
12
Ossidi di azoto Durante la combustione, gli ossidi di azoto vengono prodotti per ossidazione dell’azoto presente nell’aria comburente e nel combustibile stesso, tale evento è favorito in corrispondenza di elevate temperature di combustione e di un’elevata disponibilità di azoto e ossigeno. I NOx possono portare a disturbi respiratori legandosi con acqua e formando acido nitrico, inoltre in presenza di raggi solari danno luogo alla formazione di ozono, energico ossidante che irrita le mucose e limita la crescita delle piante. Per il controllo delle emissioni di NOx sono impiegate sia misure primarie volte a ridurre la formazione di tali inquinanti durante il processo di combustione, quali bruciatori a basse emissioni di NOx, il frazionamento dell’aria comburente, il ricircolo dei gas combusti e la ricombustione, sia sistemi di riduzione selettiva catalitica (SCR) o non catalitica (SNCR) basati sull’iniezione di ammoniaca.
 o non catalitica (SNCR) basati sull’iniezione di ammoniaca.")
13
Ossidi di azoto (2) Interventi di controllo della combustione
Combustione a stadi con frazionamento dell’aria (staged combustion) : questa tecnica prevede la creazione di una zona dove la combustione avviene in condizioni prossime a quelle stechiometriche, seguita da un’altra zona dove la combustione viene terminata in eccesso d’aria, in sintesi nella prima zona si ha una combustione parziale in difetto d’aria anche in presenza di temperature elevate, mentre il completamento della combustione avviene nella seconda zona con abbondanza di aria ma con minori temperature. Combustione a stadi con frazionamento del combustibile (reburning) : questa tecnica realizza il processo di combustione in tre fasi, con due immissioni di combustibile localizzate in zone diverse del generatore di vapore : nella zona di combustione primaria il combustibile si ossida in condizioni circa stechiometriche, mentre nella zona secondaria il combustibile secondario brucia in difetto d’aria generando radicali idrocarburici che, come nei bruciatori a bassa produzione di NOx, reagiscono con l’NO trasformandolo in azoto molecolare e in piccole quantità di ammoniaca. La combustione viene poi ultimata nella terza zona per effetto dell’introduzione del over fire air, dove la formazione degli NOx risulta frenata a causa della bassa temperatura.
 : questa tecnica prevede la creazione di una zona dove la combustione avviene in condizioni prossime a quelle stechiometriche, seguita da un’altra zona dove la combustione viene terminata in eccesso d’aria, in sintesi nella prima zona si ha una combustione parziale in difetto d’aria anche in presenza di temperature elevate, mentre il completamento della combustione avviene nella seconda zona con abbondanza di aria ma con minori temperature. Combustione a stadi con frazionamento del combustibile (reburning) : questa tecnica realizza il processo di combustione in tre fasi, con due immissioni di combustibile localizzate in zone diverse del generatore di vapore : nella zona di combustione primaria il combustibile si ossida in condizioni circa stechiometriche, mentre nella zona secondaria il combustibile secondario brucia in difetto d’aria generando radicali idrocarburici che, come nei bruciatori a bassa produzione di NOx, reagiscono con l’NO trasformandolo in azoto molecolare e in piccole quantità di ammoniaca. La combustione viene poi ultimata nella terza zona per effetto dell’introduzione del over fire air, dove la formazione degli NOx risulta frenata a causa della bassa temperatura.")
14
Ossidi di azoto (3) Interventi di controllo della combustione
Ricircolazione dei gas combusti : in questa tecnica circa il 20-30% dei fumi allo scarico ad una temperatura di °C sono immessi nuovamente in circolazione in camera di combustione e mixati con l’aria di combustione; in questo modo, diminuendo il contenuto totale di ossigeno a disposizione per la combustione, si riduce la temperatura di fiamma e la produzione di NOx. Questa tecnica da sola permette di raggiungere efficienze di rimozione al di sotto del 20%.

15
Ossidi di azoto (4) Interventi di controllo dei fumi postcombustione
Riduttore catalitico di denitrificazione SCR (selective catalytic reduction) : viene realizzato attraverso l’iniezione di ammoniaca nei gas combusti, che in presenza di ossigeno e anche di un opportuno catalizzatore, reagisce con i NOx producendo azoto molecolare e acqua secondo complesse reazioni chimiche efficienza 75-85% Riduttore non catalitico di denitrificazione SNCR (selective non-catalytic reduction) : Viene realizzato attraverso l’iniezione di opportuni reagenti chimici, ma tuttavia senza ricorrere all’uso di catalizzatori. I reagenti (ammoniaca o urea), vengono immessi all’interno del generatore di vapore dove ad alte temperature reagiscono con gli ossidi di azoto formando azoto molecolare e acqua come nei processi SCR efficienza 30-50%
 : viene realizzato attraverso l’iniezione di ammoniaca nei gas combusti, che in presenza di ossigeno e anche di un opportuno catalizzatore, reagisce con i NOx producendo azoto molecolare e acqua secondo complesse reazioni chimiche efficienza 75-85% Riduttore non catalitico di denitrificazione SNCR (selective non-catalytic reduction) : Viene realizzato attraverso l’iniezione di opportuni reagenti chimici, ma tuttavia senza ricorrere all’uso di catalizzatori. I reagenti (ammoniaca o urea), vengono immessi all’interno del generatore di vapore dove ad alte temperature reagiscono con gli ossidi di azoto formando azoto molecolare e acqua come nei processi SCR efficienza 30-50%")
16
IGCC - “integrated gasification combined cycle”
Per processo di gassificazione s’intende l’insieme delle trasformazioni chimico-fisiche attraverso le quali si converte un combustibile primario (nel nostro caso il carbone, alimentato al gassificatore in fase solida o liquida) in un combustibile di sintesi in fase gassosa, il cosiddetto Syngas. L’impiego del Syngas, prodotto dal processo di gassificazione, in un impianto a ciclo combinato da origine ad un impianto IGCC (integrated gasification combined cycle).
 in un combustibile di sintesi in fase gassosa, il cosiddetto Syngas. L’impiego del Syngas, prodotto dal processo di gassificazione, in un impianto a ciclo combinato da origine ad un impianto IGCC (integrated gasification combined cycle).")
17
La tecnologia La gassificazione del carbone non è affatto recente : già negli anni trenta negli Stati Uniti esistevano circa gassificatori anche se di modeste dimensioni e limitata efficienza; L’efficienza degli impianti IGCC è generalmente variabile in base alla particolare configurazione adottata, al combustibile usato ed alle esigenze operative, per questi motivi i valori di rendimento sono compresi tra il 40 e il 47%; Gli impianti IGCC sono convenienti se si hanno a disposizione combustibili primari di bassa qualità e di basso costo perchè è possibile miscelare tali combustibili con biomasse, rifiuti industriali etc..

18
La tecnologia (2) Un impianto IGCC è organizzato secondo quattro sezioni fondamentali : La sezione di preparazione del combustibile e dell’ossidante composta dai sistemi di stoccaggio, trasporto e macinazione del carbone e dall’unità di frazionamento criogenico dell’aria. La sezione di gassificazione comprendente il gassificatore e il sistema di alimentazione del combustibile. La sezione di condizionamento e depurazione del Syngas che ha lo scopo di raffreddare il gas di sintesi per mezzo di opportuni scambiatori di calore detti anche Syngas coolers, oppure per quench, ossia per il semplice miscelamento con acqua o Syngas freddo, recuperandone l’energia termica, e di depurarlo dalle sostanze inquinanti. La sezione di potenza formata da un impianto a ciclo combinato gas-vapore alimentato con il Syngas depurato.

19
Schema generale di un impianto IGCC

20
Tipi di gassificatori In base al loro assetto fluodinamico, i processi di gassificazione possono suddividersi in 3 categorie, sebbene allo stato attuale quella che possiede maggiore penetrazione dimostrativa è quella a letto trascinato.

21
Tipi di gassificatori (2)
")
22
Descrizione del ciclo tecnologico
1) Il gas di sintesi viene generato ad una temperatura di circa 1400°C e raffreddato per mezzo di scambiatori di calore a recupero (i cosiddetti “Syngas coolers”) con produzione di vapore saturo ad alta pressione, utilizzato nell’impianto a vapore per la produzione di energia elettrica. 2) Il gas di sintesi viene in seguito depurato dal particolato e da tutti gli altri inquinanti solubili in acqua per opera di un sistema di lavaggio con acqua. Mediante tale sistema di lavaggio, il Syngas presenta ridottissime concentrazioni di particolato che, oltre a consentirne l’impiego come combustibile nella turbina a gas, determinano anche limitate concentrazioni finali di particolato. 3) L’eliminazione dei composti dello zolfo avviene con processi di desolforazione del Syngas a bassa temperatura, basati sull’utilizzo di processi fisici di assorbimento che consentono di rimuovere circa il 99% dello zolfo presente nel Syngas.
 Il gas di sintesi viene generato ad una temperatura di circa 1400°C e raffreddato per mezzo di scambiatori di calore a recupero (i cosiddetti Syngas coolers ) con produzione di vapore saturo ad alta pressione, utilizzato nell’impianto a vapore per la produzione di energia elettrica. 2) Il gas di sintesi viene in seguito depurato dal particolato e da tutti gli altri inquinanti solubili in acqua per opera di un sistema di lavaggio con acqua. Mediante tale sistema di lavaggio, il Syngas presenta ridottissime concentrazioni di particolato che, oltre a consentirne l’impiego come combustibile nella turbina a gas, determinano anche limitate concentrazioni finali di particolato. 3) L’eliminazione dei composti dello zolfo avviene con processi di desolforazione del Syngas a bassa temperatura, basati sull’utilizzo di processi fisici di assorbimento che consentono di rimuovere circa il 99% dello zolfo presente nel Syngas.")
23
Descrizione del ciclo tecnologico (2)
4) Lo zolfo viene poi recuperato come zolfo elementare attraverso l’utilizzo di un processo tipo Claus-SCOT. Il gas di sintesi purificato e pre-riscaldato viene quindi inviato ad una turbina a gas di ultima generazione (operante a circa °C). 5) I gas di scarico della turbina a gas vengono impiegati in un generatore a vapore a recupero a tre livelli di pressione integrato con i Syngas coolers della sezione di gassificazione. 6) Il raffreddamento del condensatore dell’impianto a vapore può realizzarsi attraverso l’utilizzo di una torre evaporativa con lo scopo di eliminare l’utilizzo dell’acqua del mare, cioè mediante l’utilizzo di un circuito aperto che richiede una portata d’acqua di circa metri cubi all’ora, valutata per una differenza di temperatura di 8°C.
 Lo zolfo viene poi recuperato come zolfo elementare attraverso l’utilizzo di un processo tipo Claus-SCOT. Il gas di sintesi purificato e pre-riscaldato viene quindi inviato ad una turbina a gas di ultima generazione (operante a circa °C). 5) I gas di scarico della turbina a gas vengono impiegati in un generatore a vapore a recupero a tre livelli di pressione integrato con i Syngas coolers della sezione di gassificazione. 6) Il raffreddamento del condensatore dell’impianto a vapore può realizzarsi attraverso l’utilizzo di una torre evaporativa con lo scopo di eliminare l’utilizzo dell’acqua del mare, cioè mediante l’utilizzo di un circuito aperto che richiede una portata d’acqua di circa metri cubi all’ora, valutata per una differenza di temperatura di 8°C.")
24
Prestazioni ambientali
Rispetto ai tradizionali impianti a combustione, negli impianti IGCC l’eliminazione delle sostanze inquinanti avviene in prevalenza sul Syngas, ovvero sul combustibile piuttosto che sui prodotti della combustione. Il processo di depurazione del Syngas può essere suddiviso in tre fasi : una sezione di rimozione del particolato, costituita da un ciclone che opera una rimozione delle particelle di maggiori dimensioni, seguita da una torre di lavaggio che elimina le particelle più piccole insieme ad altri inquinanti solubili in acqua. una sezione di rimozione dei composti dello zolfo, utilizzante processi di assorbimento fisico-chimico dell’ H2S. una sezione di trattamento degli effluenti gassosi generati dalla sezione precedente, composta da un processo CLAUS per il recupero dello zolfo elementare seguito da un processo SCOT per un’ulteriore trattamento dei gas uscenti dallo stesso processo CLAUS.

27
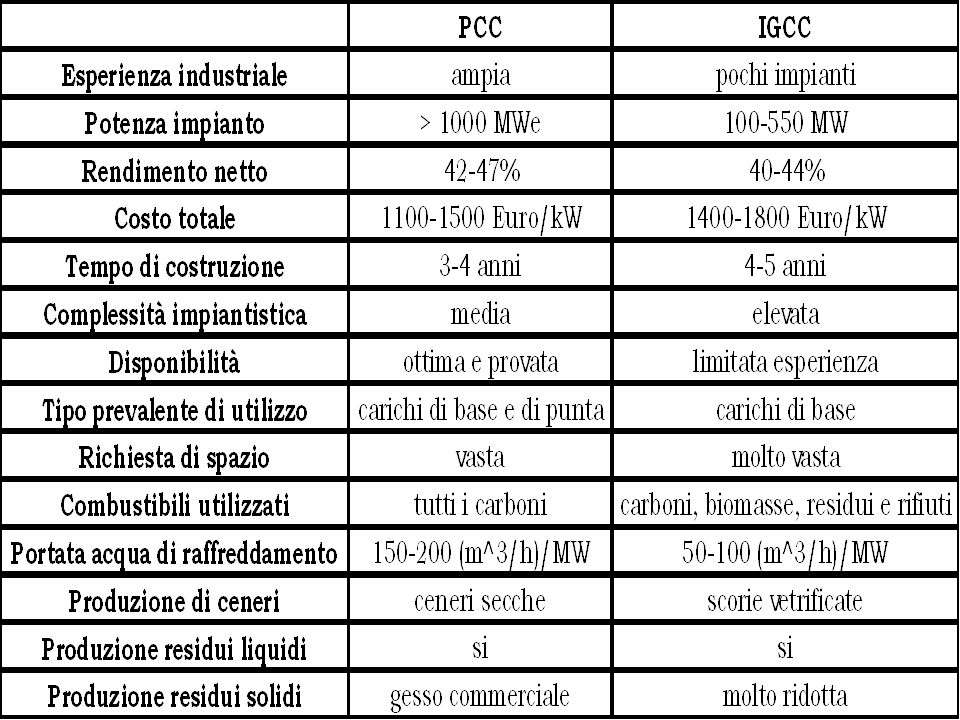
CONSIDERAZIONI SULLE DIVERSE ALTERNATIVE IMPIANTISTICHE TRATTATE
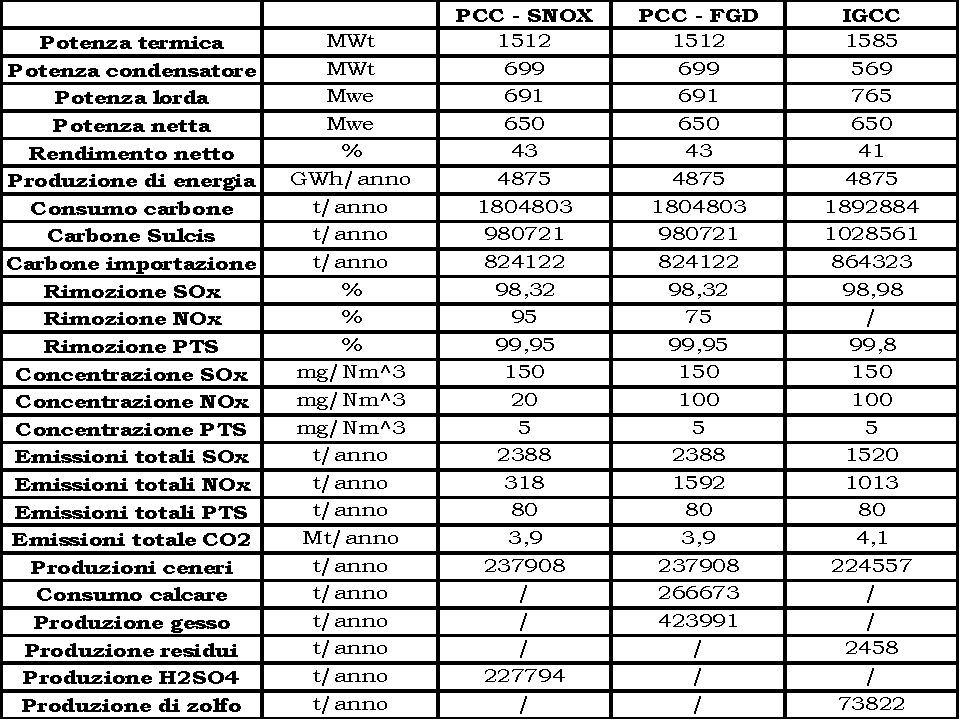
In relazione al rendimento netto di conversione dell’energia, a parità di potenza netta prodotta (abbiamo assunto 650 MW) e di qualità della miscela di carbone in ingresso (50% di carbone Sulcis), la tecnologia degli impianti a vapore alimentati con polverino di carbone (PCC) può oggi garantire i migliori risultati (circa il 43%). Le altre soluzioni riuscirebbero ad offrire rendimenti simili a prezzo di maggiori complicazioni impiantistiche (come ad esempio per l’IGCC) che comunque prospettano ancora alcuni problemi sul fronte della affidabilità e del costo di investimento. Le differenze fra i rendimenti delle diverse soluzioni impiantistiche si traducono in differenti consumi di carbone, che passano dai circa 1,8 milioni di tonnellate annue delle due soluzioni più efficienti (PCC-SNOX e PCC-FGD) ai circa 2 milioni di tonnellate annue per quella meno efficiente (IGCC).
 e di qualità della miscela di carbone in ingresso (50% di carbone Sulcis), la tecnologia degli impianti a vapore alimentati con polverino di carbone (PCC) può oggi garantire i migliori risultati (circa il 43%). Le altre soluzioni riuscirebbero ad offrire rendimenti simili a prezzo di maggiori complicazioni impiantistiche (come ad esempio per l’IGCC) che comunque prospettano ancora alcuni problemi sul fronte della affidabilità e del costo di investimento. Le differenze fra i rendimenti delle diverse soluzioni impiantistiche si traducono in differenti consumi di carbone, che passano dai circa 1,8 milioni di tonnellate annue delle due soluzioni più efficienti (PCC-SNOX e PCC-FGD) ai circa 2 milioni di tonnellate annue per quella meno efficiente (IGCC).")
28
CONSIDERAZIONI SULLE DIVERSE ALTERNATIVE IMPIANTISTICHE TRATTATE
Le differenze in termini di rendimento e di ciclo termodinamico adoperato dalle alternative impiantistiche esaminate determinano una significativa variazione della potenza termica da smaltire al condensatore della sezione a vapore. La potenza termica più elevata compete alla soluzione impiantistica basata sul meno efficiente impianto a vapore (circa 700 MW), mentre la potenza termica minore è relativa all’impianto IGCC (circa 570 MW). Nel caso di raffreddamento del condensatore con acqua di mare in circuito aperto le portate richieste variano da un massimo di circa 200 (m^3/h)/MW (PCC) ad un minimo di circa 50 (m^3/h)/MW (IGCC).
, mentre la potenza termica minore è relativa all’impianto IGCC (circa 570 MW). Nel caso di raffreddamento del condensatore con acqua di mare in circuito aperto le portate richieste variano da un massimo di circa 200 (m^3/h)/MW (PCC) ad un minimo di circa 50 (m^3/h)/MW (IGCC).")
29
CONSIDERAZIONI SULLE DIVERSE ALTERNATIVE IMPIANTISTICHE TRATTATE
Le emissioni degli SOx sono una diretta conseguenza del rendimento dell’impianto e quindi dell’efficienza del sistema di desolforazione adottato. Per tutte le alternative tecnologiche è stata assunta una concentrazione finale di 150 mg/Nm3. Dall’analisi risulta che le emissioni più basse sono quelle relative all’impianto IGCC (circa t/anno) grazie principalmente all’elevata efficienza del processo di separazione dei composti dello zolfo dal Syngas (circa il 99%). Per le altre due alternative tecnologiche l’efficienza di rimozione degli SOx è ovviamente la stessa (98,3%), mentre le emissioni complessive annue differiscono fondamentalmente a causa del diverso rendimento netto dell’impianto, cosicché le emissioni totali annue più elevate competono alla configurazione PCC (circa t/anno).
 grazie principalmente all’elevata efficienza del processo di separazione dei composti dello zolfo dal Syngas (circa il 99%). Per le altre due alternative tecnologiche l’efficienza di rimozione degli SOx è ovviamente la stessa (98,3%), mentre le emissioni complessive annue differiscono fondamentalmente a causa del diverso rendimento netto dell’impianto, cosicché le emissioni totali annue più elevate competono alla configurazione PCC (circa t/anno).")
30
CONSIDERAZIONI SULLE DIVERSE ALTERNATIVE IMPIANTISTICHE TRATTATE
Le emissioni totali di NOx derivano in parte dal rendimento dell’impianto, ma principalmente dalla tecnologia di controllo utilizzata. In tal senso, le emissioni più basse sono quelle relative all’impianto a vapore dotato del processo SNOX per la rimozione degli SOx e degli NOx (circa 320 t/anno), il quale permette di conseguire efficienze di rimozione degli NOx più elevate (circa il 95%) rispetto ai processi SCR (circa il 75%), e quindi anche minori concentrazioni finali (di circa 20 mg/Nm3). Le emissioni complessive annue più elevate (circa 1590 t/anno) spettano invece allo stesso impianto a vapore subcritico, ma dotato del processo SCR, per il quale il maggiore rendimento netto non è sufficiente a compensare le maggiori emissioni intrinseche di NOx dei generatori di vapore convenzionali rispetto agli impianti IGCC, nei quali le basse concentrazioni allo scarico di NOx sono ottenute attraverso misure di controllo primarie durante la combustione nella turbina a gas.
, il quale permette di conseguire efficienze di rimozione degli NOx più elevate (circa il 95%) rispetto ai processi SCR (circa il 75%), e quindi anche minori concentrazioni finali (di circa 20 mg/Nm3). Le emissioni complessive annue più elevate (circa 1590 t/anno) spettano invece allo stesso impianto a vapore subcritico, ma dotato del processo SCR, per il quale il maggiore rendimento netto non è sufficiente a compensare le maggiori emissioni intrinseche di NOx dei generatori di vapore convenzionali rispetto agli impianti IGCC, nei quali le basse concentrazioni allo scarico di NOx sono ottenute attraverso misure di controllo primarie durante la combustione nella turbina a gas.")
31
CONSIDERAZIONI SULLE DIVERSE ALTERNATIVE IMPIANTISTICHE TRATTATE
Le emissioni totali di particolato totale sospeso (PTS) sono fondamentalmente allineate per le tre alternative impiantistiche esaminate. Difatti i valori di concentrazione conseguibili dalle tecnologie di controllo impiegate (filtri a manica e torri di lavaggio) sono comunque allineate su valori molto simili (5 mg/Nm3 nel caso considerato), cui corrispondono in ogni caso efficienze di rimozione molto alte (circa il 99,8-99,95%), tanto che le differenze di rendimento netto fra le tre alternative impiantistiche non influiscono, se non in misura marginale, sulle emissioni totali annue di PTS in atmosfera. Queste risultano infatti pari a circa 80 t/anno per tutte le soluzioni.
 sono fondamentalmente allineate per le tre alternative impiantistiche esaminate. Difatti i valori di concentrazione conseguibili dalle tecnologie di controllo impiegate (filtri a manica e torri di lavaggio) sono comunque allineate su valori molto simili (5 mg/Nm3 nel caso considerato), cui corrispondono in ogni caso efficienze di rimozione molto alte (circa il 99,8-99,95%), tanto che le differenze di rendimento netto fra le tre alternative impiantistiche non influiscono, se non in misura marginale, sulle emissioni totali annue di PTS in atmosfera. Queste risultano infatti pari a circa 80 t/anno per tutte le soluzioni.")
32
CONSIDERAZIONI SULLE DIVERSE ALTERNATIVE IMPIANTISTICHE TRATTATE
Le emissioni totali annue di anidride carbonica dipendono anch’esse direttamente dal rendimento netto dell’impianto, e risultano quindi massime (e pari a circa 4,1 milioni di tonnellate l’anno) nel caso della alternativa impiantistica IGCC, mentre sono minime nel caso delle alternative tecnologiche basate sugli impianti a vapore PCC (pari a circa 3,9 milioni di tonnellate l’anno). Le alternative impiantistiche PCC-SNOX, PCC-FGD e IGCC presentano una produzione totale annua di ceneri molto simile (rispettivamente circa t/anno e circa t/anno), anche se tali ceneri sono generate in forma secca dai generatori di vapore convenzionali e sotto forma di scorie vetrificate dal gassificatore.
 nel caso della alternativa impiantistica IGCC, mentre sono minime nel caso delle alternative tecnologiche basate sugli impianti a vapore PCC (pari a circa 3,9 milioni di tonnellate l’anno). Le alternative impiantistiche PCC-SNOX, PCC-FGD e IGCC presentano una produzione totale annua di ceneri molto simile (rispettivamente circa t/anno e circa t/anno), anche se tali ceneri sono generate in forma secca dai generatori di vapore convenzionali e sotto forma di scorie vetrificate dal gassificatore.")
33
CONSIDERAZIONI SULLE DIVERSE ALTERNATIVE IMPIANTISTICHE TRATTATE
Il consumo di calcare è presente solo nell’alternativa impiantistica dotata di processo FGD, e risulta pari a circa t/anno nel caso dell’impianto PCC-FGD nel quale non è presente la desolforazione interna. La produzione di gesso di qualità commerciale è anch’essa presente solo nell’alternativa impiantistica provvista di processo FGD, e risulta pari a circa t/anno nel caso dell’impianto PCC-FGD nel quale non è presente la desolforazione interna. L’impianto IGCC produce invece circa t/anno di fanghi derivanti dal processo di lavaggio del Syngas.

34
CONSIDERAZIONI SULLE DIVERSE ALTERNATIVE IMPIANTISTICHE TRATTATE
Le alternative impiantistiche PCC-SNOX e IGCC non producono né residui da smaltire in discarica né gesso; esse non necessitano nemmeno di calcare per il processo di desolforazione. Lo zolfo rimosso dai gas combusti viene infatti restituito sotto forma di acido solforico di qualità commerciale nel caso del processo SNOX (circa t/anno) e sotto forma di zolfo elementare nel caso dell’impianto IGCC (circa t/anno). Nessuna delle tre alternative tecnologiche confrontate presenta significanti rilasci di effluenti liquidi nell’ambiente in quanto l’unità di trattamento delle acque in ogni caso richiesta per i processi FGD e IGCC opera sostanzialmente un completo recupero delle stesse.
 e sotto forma di zolfo elementare nel caso dell’impianto IGCC (circa t/anno). Nessuna delle tre alternative tecnologiche confrontate presenta significanti rilasci di effluenti liquidi nell’ambiente in quanto l’unità di trattamento delle acque in ogni caso richiesta per i processi FGD e IGCC opera sostanzialmente un completo recupero delle stesse.")
35
CCS – “carbon capture and storage” Definizione
Attualmente circa un terzo delle emissioni di CO2 dovute all’attività umana proviene da combustibili fossili utilizzati per produrre energia. Lo sviluppo di tecnologie innovative per la cattura e lo stoccaggio nel sottosuolo della CO2 (le CCS) costituisce un elemento chiave nell’ambito delle strategie per la riduzione delle emissioni di gas serra a livello globale, e rappresenta un’interessante opportunità di business che, solo per il settore del “carbone pulito” (le Clean Coal Technologies), è stimato per il Regno Unito in 75 miliardi di Euro. La CCS si basa sull’utilizzo di tecnologie in grado di impedire al biossido di carbonio, emesso da impianti per la produzione di energia elettrica, di raggiungere l’atmosfera attraverso la cattura ed il suo successivo stoccaggio in formazioni geologiche a centinaia di metri al di sotto della superficie terrestre.
 costituisce un elemento chiave nell’ambito delle strategie per la riduzione delle emissioni di gas serra a livello globale, e rappresenta un’interessante opportunità di business che, solo per il settore del carbone pulito (le Clean Coal Technologies), è stimato per il Regno Unito in 75 miliardi di Euro. La CCS si basa sull’utilizzo di tecnologie in grado di impedire al biossido di carbonio, emesso da impianti per la produzione di energia elettrica, di raggiungere l’atmosfera attraverso la cattura ed il suo successivo stoccaggio in formazioni geologiche a centinaia di metri al di sotto della superficie terrestre.")
36
CCS – “carbon capture and storage”
I costi delle CCS sono elevati, ma potrebbero scendere sotto i 25 dollari per tonnellata di CO2 entro il 2030. E’ stato calcolato che l’impiego di queste tecnologie potrebbe ridurre del 90% le emissioni provenienti dalla produzione di energia elettrica da combustibili fossili. Ma… Quanta CO2 è possibile stoccare nel sottosuolo? C’è una tecnologia disponibile? Qual è il rischio ambientale? Qual è l’impatto economico sul costo di produzione dell’energia?

37
CCS – “carbon capture and storage”

38
Lo stoccaggio dell’anidride carbonica nelle formazioni sotterranee
Una stima sui volumi di CO2 sequestrabile rispetto alle emissioni in atmosfera proiettate al 2050 sono : i campi già sfruttati potrebbero stoccare fino al 45% delle emissioni di CO2 previste al 2050. La tecnologia per stoccare la CO2 in formazioni sotterranee deve garantire che le operazioni di iniezione nel sottosuolo siano condotte in maniera efficiente e a basso costo, e che il sito di stoccaggio sia a livelli adeguati di sicurezza per centinaia di anni. La sicurezza è, per ovvie ragioni, un punto cruciale !!

39
Linee di sviluppo delle CCT
I punti cardine per la ricerca e lo sviluppo devono essere : Miglioramento dell’efficienza; Riduzione dei costi di capitale; Miglioramento della flessibilità del combustibile; Riduzione delle emissioni; Recupero e sequestro di CO2; Controllo, ottimizzazione e integrazione dei sistemi.

Presentazioni simili













>")





