Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
WORKSHOP: La Gassificazione al Plasma
Senato della Repubblica – Sala degli Atti Parlamentari Biblioteca Giovanni Spadolini Roma, 14 novembre 2013 L’uso delle torce al plasma negli interventi di bonifica: aspetti tecnologici, ambientali ed economici Prof. Ing. Maria Laura Mastellone, docente in Impianti Chimici e Biochimici Dipartimento di Scienze e Tecnologie Ambientali, Biologiche e Farmaceutiche, SUN

2
? Il principio di conservazione della massa applicato al pianeta
Accumulo=ingresso (bilancio totale) ? L’immissione continua di sostanze solide, liquide o aeriformi in ambiente determina un accumulo che porta i livelli di tossicità al di sopra di quelli che la natura può sostenere
 L’immissione continua di sostanze solide, liquide o aeriformi in ambiente determina un accumulo che porta i livelli di tossicità al di sopra di quelli che la natura può sostenere.")
3
Sostenibilità … ? La sostenibilità ambientale dei processi si può dimostrare con metodi rigorosi, strumenti di analisi complessi e lunghi calcoli ma, al di là della correttezza procedurale del processo, si può asserire che un processo non è sostenibile se: genera sostanze il cui recupero a fine vita non è previsto/possibile e i cui effetti sull’ambiente e la salute sono negativi e di difficile ripristino aumenta l’indice di rischio individuale/sociale al di sopra del valore di tollerabilità sposta dal presente al futuro la soluzione delle problematiche che non si sa (o non si vuole) risolvere (not after care-free process) protocolli di verifica preventiva alla messa in commercio relativamente alla gestione del fine vita di un bene di consumo riduzione del valore del rischio attraverso misure di prevenzione e/o mitigazione gestire piuttosto che pianificare a oltranza e tornare ad una amministrazione non emergenziale
 risolvere (not after care-free process) protocolli di verifica preventiva alla messa in commercio relativamente alla gestione del fine vita di un bene di consumo. riduzione del valore del rischio attraverso misure di prevenzione e/o mitigazione. gestire piuttosto che pianificare a oltranza e tornare ad una amministrazione non emergenziale.")
4
Perchè siamo costretti a parlare di bonifiche?
Gestione non sostenibile (non after-care free) dei processi di produzione/trasformazione (industriali, edili, agro-zootecnici,…) Gestione scorretta e/o illecita di rifiuti di varia origine e pericolosità L'Ispra ( segnala anche che nel 34,4% dei punti delle acque superficiali e nel 12,3% dei punti di quelle sotterranne i livelli misurati risultano superiori ai limiti delle acque potabili. Le concentrazioni sono state confrontate anche con i limiti di qualità ambientale, recentemente introdotti, basati sulla tossicità delle sostanze per gli organismi acquatici. In questo caso il 13,2% dei punti delle acque superficiali e il 7,9% di quelli delle acque sotterranee hanno concentrazioni superiori al limite.
Il Rapporto nazionale pesticidi nelle Acque 2013, realizzato dall'Istituto sulla base delle informazioni fornite dalle Regioni e dalle Agenzie regionali e provinciali per la protezione dell'ambiente, mostra dunque un aumento della frequenza di pesticidi nei campioni delle due tipologie di acqua prese in esame.
A livello di macroarea geografica, la contaminazione appare più diffusa nella pianura padano-veneta, ma anche al Centro Sud i miglioramenti del monitoraggio stanno portando alla luce una contaminazione significativa.
 dei processi di produzione/trasformazione (industriali, edili, agro-zootecnici,…) Gestione scorretta e/o illecita di rifiuti di varia origine e pericolosità. L Ispra ( segnala anche che nel 34,4% dei punti delle acque superficiali e nel 12,3% dei punti di quelle sotterranne i livelli misurati risultano superiori ai limiti delle acque potabili. Le concentrazioni sono state confrontate anche con i limiti di qualità ambientale, recentemente introdotti, basati sulla tossicità delle sostanze per gli organismi acquatici. In questo caso il 13,2% dei punti delle acque superficiali e il 7,9% di quelli delle acque sotterranee hanno concentrazioni superiori al limite. Il Rapporto nazionale pesticidi nelle Acque 2013, realizzato dall Istituto sulla base delle informazioni fornite dalle Regioni e dalle Agenzie regionali e provinciali per la protezione dell ambiente, mostra dunque un aumento della frequenza di pesticidi nei campioni delle due tipologie di acqua prese in esame. A livello di macroarea geografica, la contaminazione appare più diffusa nella pianura padano-veneta, ma anche al Centro Sud i miglioramenti del monitoraggio stanno portando alla luce una contaminazione significativa.")
5
Bonifica: ovvero il rimedio a gestioni non sostenibili
Il termine bonifica identifica un’attività complessa che, attraverso diverse tecniche, ha l’obiettivo di riportare i livelli di concentrazione dei contaminanti mobili presenti nel suolo, nell’acqua superficiale e/o nelle falde al di sotto dei valori di fondo naturale. Gli stadi sono: caratterizzare il sito e definire quali sorgenti possono generare rischio calcolare il rischio con riferimento ai percorsi di esposizione definire quali tecniche di bonifica utilizzare e quale è il rischio residuo accettabile per progettare opportunamente il sistema di bonifica attuazione del progetto di bonifica, consapevoli che durante il quale, spesso se di siti oggetto di sversamenti illeciti pluriennali e non riconducibili ad una specifica attività industriale, si possono incontrare rifiuti non codificati in fase di caratterizzazione ripristino del sito, sua rifunzionalizzazione e monitoraggio dell’area vasta per un periodo di tempo sufficientemente lungo dal garantire dati statisticamente validi

6
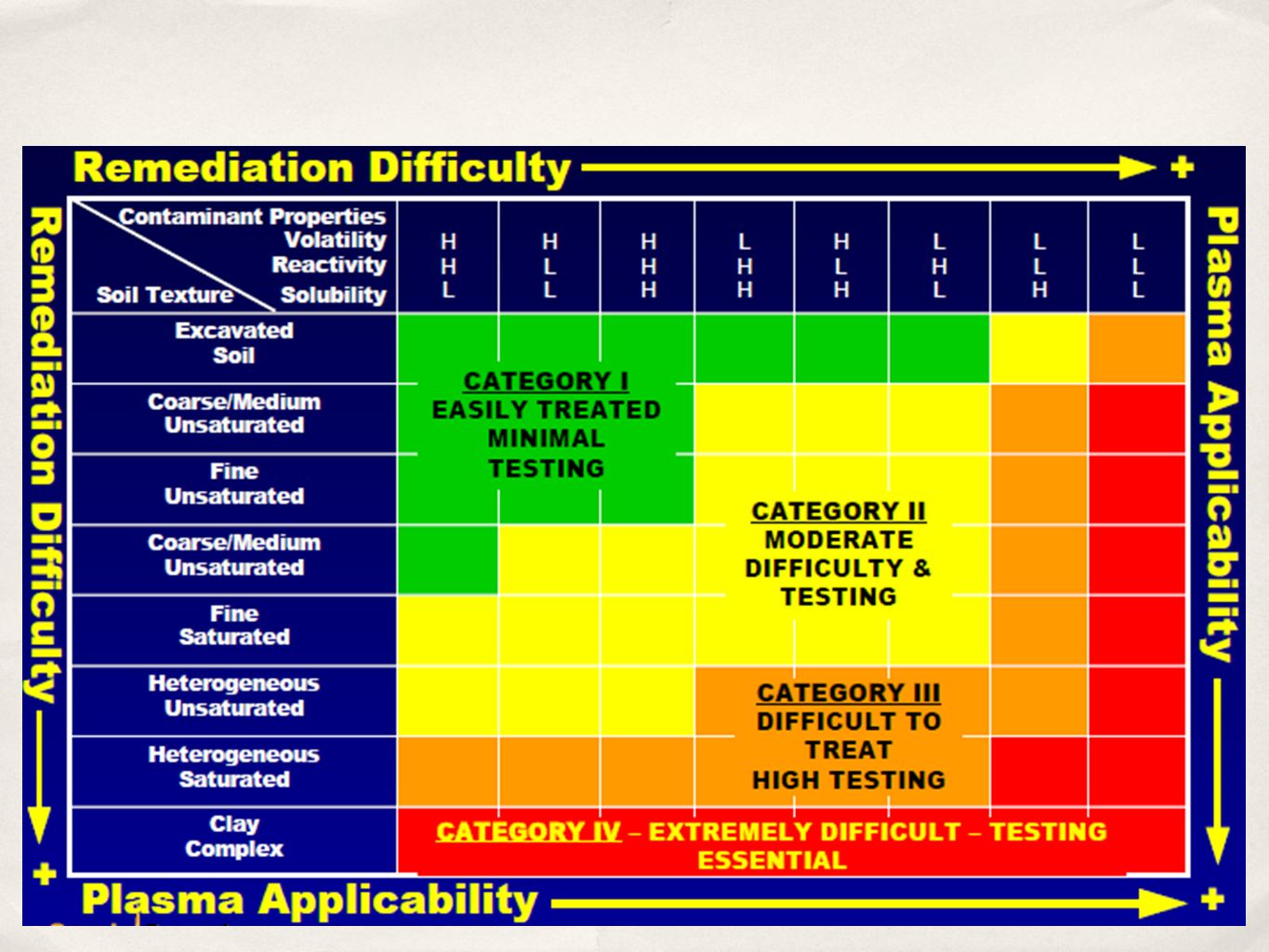
L’indice di rischio I rischi per la salute umana e l'ambiente variano considerevolmente a seconda del contaminante specifico, delle condizioni specifiche del sito e dell'esposizione dei recettori. Infatti, i rischi sono determinati dalle proprietà fisico-chimiche dei contaminanti (solubilità, mobilità, volatilità, capacità di assorbimento, persistenza), i percorsi di esposizione verso i potenziali recettori così come la tipologia di esposizione dei recettori (ad esempio gli esseri umani o animali).
, i percorsi di esposizione verso i potenziali recettori così come la tipologia di esposizione dei recettori (ad esempio gli esseri umani o animali).")
7
Nel caso di sversamenti di sostanze pericolose la P è 1
Bonifica: obiettivi La bonifica di un sito ha l’obiettivo di portare l’indice di rischio residuale all’intervento al di sotto del livello di tollerabilità, ovvero: Indice di rischio=Probabilità dell’evento × Magnitudo del danno < soglia tollerabile Il progetto di bonifica deve quindi essere basato su scelte gestionali e tecnologiche giustificate da un’analisi di rischio poichè non è raro che scelte scorrette comportino un aumento della probabilità di insorgenza dell’evento pericoloso (P) oppure una maggiore esposizione alla sorgente di rischio con incremento del danno (M). Nel caso di sversamenti di sostanze pericolose la P è 1 Va valutato in base all’esposizione, la vulnerabilità ed il valore esposto
 oppure una maggiore esposizione alla sorgente di rischio con incremento del danno (M). Nel caso di sversamenti di sostanze pericolose la P è 1. Va valutato in base all’esposizione, la vulnerabilità ed il valore esposto.")
8
Sorgenti di contaminazione e di rischio
Settore Tipici rifiuti pericolosi prodotti Agricoltura e produzione di cibo Acidi e basi, fertilizzanti e pesticidi Chimico e farmaceutico Acidi e basi, cianuri, metalli pesanti, rifiuti infettati e di laboratorio, residui organici, PCB, solventi Concerie per il cuoio Sostanze inorganiche, solventi Domestico Acidi e basi, batterie esaurite, metalli pesanti, insetticidi, solventi Estrazione e lavorazione dei minerali Rifiuti in grande quantità ma poco pericolosi, fanghi Industria petrolchimica e stazioni per il rifornimento Benzo-a-pirene, idrocarburi, rifiuti petroliferi, piombo, fenoli, catalizzatori esauriti Lavorazioni tessili Coloranti, metalli e composti pesanti, solventi alogenati, acidi minerali, PBC Materiali plastici e sintetici Metalli pesanti, solventi organici Produzione di carta e stampa Acidi e basi, coloranti, metalli pesanti, inchiostri, vernici e resine, solventi Produzione di vernici Metalli pesanti, PCB, solventi, pigmenti tossici Scuole ed istituti di ricerca Acidi e basi, rifiuti infiammabili, reattivi, solventi Servizi medici e sanitari Rifiuti infettivi, radionuclidi, solventi Trasformatori elettrici PCB Trattamento e lavorazione dei metalli Acidi e basi, cianuri, metalli pesanti, solventi, rifiuti infiammabili, reattivi

9
I processi e le tecnologie di bonifica
L’eliminazione o l’inertizzazione di una sorgente di rischio può essere realizzata attraverso idonei processi che, in linea generale, possono essere fisici, chimici o biologici. In caso di sorgenti di composizione nota ed omogenea è quindi possibile individuare il trattamento più idoneo e decidere se effettuarlo in situ o ex situ. In caso di sorgenti sconosciute o eterogenee (discariche abusive, discariche antecedenti al D.Lgs 36/2003) occorre provvedere ad una caratterizzazione analitica e alla scelta di un processo che consenta un trattamento unitario, se possibile!.
 occorre provvedere ad una caratterizzazione analitica e alla scelta di un processo che consenta un trattamento unitario, se possibile!.")
10
I processi e le tecnologie di bonifica
Si possono individuare: processi fisici: estrazione, solidificazione, soil washing, desorbimento, processi termochimici in situ e ex situ processi chimici: ossidazione/riduzione chimica, estrazione chimica processi biologici: ossidazione biologica, fitodepurazione Questi processi si differenziano per il tipo di matrice che possono trattare, il tempo necessario a realizzare l’intervento, il costo e la capacità di trattare rifiuti monocomponente o eterogenei.

11
Sostenibilità di una bonifica
Un processo di bonifica è sostenibile quando abbassa l’indice di rischio al di sotto di quello accettabile, non trasferisce il rischio nello spazio o nel tempo, non ne genera altri. Quindi: deve trattare rifiuti di composizione eterogenea contenenti matrici organiche e inorganiche utilizzare tecnologie compatte, modulari, trasportabili, affidabili minimizzare la pericolosità del rifiuto di partenza e bloccare mobilità e/o reattività non comportare rischi aggiuntivi sull’ambiente circostante

12
L’applicazione del plasma per la vetrificazione in situ e ex situ
Il processo di bonifica della vetrificazione ha come obiettivo la distruzione termica dei contaminanti organici e l’annullamento della mobilità di quelli inorganici. La vetrificazione consente di: trattare rifiuti di composizione eterogenea contenenti matrici organiche e inorganiche utilizzare tecnologie compatte, modulari, trasportabili, affidabili annullare la pericolosità del rifiuto di partenza bloccandone mobilità e/o reattività non aggiungere rischi ulteriori

14
L’applicazione del plasma per la vetrificazione in situ e ex situ
Biogas --> effetto serra Bioaerosols --> effetti sulla salute Percolato --> inquinamento Post-mortem --> costi e perdita di valore del territorio Non liscivia Non brucia Non emette Non reagisce Si ricicla

15
La vetrificazione in situ
Il processo di vetrificazione ha l’obiettivo di trasformare il materiale inorganico in una matrice inerte “minerale” incapace di promuovere effetti nocivi sulla salute umana Il processo si esplica accrescendo la temperatura di una porzione limitata di suolo contaminato fino a °C provocando la distruzione di composti organici refrattari (quali diossine, furani, BTX, idrocarburi, …) e la fusione dei contaminanti inorganici. La vetrificazione si ottiene grazie a torce al plasma utilizzate in batteria e inserite in perforazioni verticali che arrivano al di sotto della zona contaminata o dei rifiuti smaltiti. La frazione volatile costituita da molecole derivanti dalla pirolisi della componente organica e dai metalli volatili (mercurio) vengono captati da una struttura superficiale mobile e trattati medianti processi idonei.
 e la fusione dei contaminanti inorganici. La vetrificazione si ottiene grazie a torce al plasma utilizzate in batteria e inserite in perforazioni verticali che arrivano al di sotto della zona contaminata o dei rifiuti smaltiti. La frazione volatile costituita da molecole derivanti dalla pirolisi della componente organica e dai metalli volatili (mercurio) vengono captati da una struttura superficiale mobile e trattati medianti processi idonei.")
16
La vetrificazione in situ
Vantaggi: elevate rese di distruzione dei contaminanti organici, immobilizzazione degli inorganici in matrici di durata geologica, minimizzazione dei residui, assenza di escavazione, trasporti, utilizzo di discariche, minimizzazione del rischio per gli operatori. Svantaggi: elevati consumi di energia elettrica, necessità di suoli con contenuto di ossidi di silice, destinazione finale dell’area, difficoltà di applicazione in caso di falda affiorante.

17
La vetrificazione in situ: con elettrodi

18
La vetrificazione in situ: con torce al plasma

19
Bonifica in situ di discariche esperienze

20
Bonifica in situ di discariche: un piano di bonifica concettuale

21
Costi della vetrificazione in situ
Trattamento suolo contaminato da sostanze prevalentemente organiche Trattamento suolo contaminato da sostanze prevalentemente inorganiche 135€/t 810€/t Se l’energia elettrica venisse fornita a prezzo detassato o fosse ottenuta gratuitamente (tassando impianti con CIP6, certificati verdi, …) il costo delle bonifiche sarebbe economicamente sostenibile.
 il costo delle bonifiche sarebbe economicamente sostenibile.")
22
Costi della vetrificazione in situ esempio
Trattamento suolo contaminato da rifiuti misti organici + inorganici Da 210€/t 130€/t 70€/t Da EE=14c€/kWh 7c€/kWh 0c€/kWh Trattamento suolo contaminato da sostanze prevalentemente inorganiche Da 810€/t 460€/t 111€/t Da EE=14c€/kWh 7c€/kWh 0c€/kWh Per bonificare 20ha di suolo per una profondità di 20m occorrerebbero 6.4TWh (si consideri che i soli impianti con CIP6 nel 2012 hanno prodotto 21TWh) ovvero: € a prezzo pieno (?) € a prezzo detassato € con energia a costo zero
 ovvero: € a prezzo pieno ( ) € a prezzo detassato € con energia a costo zero.")
23
La vetrificazione ex situ
La vetrificazione per via termica in impianti dedicati, eventualmente mobili, realizza contemporaneamente due processi: una gassificazione della frazione organica del rifiuto; una stabilizzazione della frazione inorganica. I vantaggi della vetrificazione in impianti al plasma sono: lo slag vetrificato incorpora elementi chimici anche radioattivi annullandone la mobilità il volume del rifiuto si riduce lo slag può essere riciclato perchè inerte Test dell’eluato da ceneri da impianto per rifiuti ospedalieri

24
Impianto trasportabile
Quattro moduli: Preparazione rifiuto Vetrificazione Trattamento emissioni Controllo di processo

25
La vetrificazione ex situ
Vetrificazione di rifiuti organici (rifiuti urbani, speciali, ospedalieri, …) Vetrificazione di rifiuti inorganici (radioattivi, amianto, suoli contaminati…)
 Vetrificazione di rifiuti inorganici. (radioattivi, amianto, suoli contaminati…)")
26
L’applicazione del plasma per la vetrificazione di rifiuti radioattivi
Il più grande impianto di trattamento di rifiuti nucleari è stato ultimato ad Hanford (Washington) nel L’impianto per il trattamento dei rifiuti e di immobilizzazione ha richiesto 65 ettari con quattro impianti di pretrattamento, vetrificazione dei rifiuti ad alta ed a bassa attività radioattività. E’ destinato a condizionare oltre m3 di liquidi radioattivi e 64t di plutonio. Il processo di trattamento dei rifiuti prevede la separazione in solidi con elevato livello radioattivo e liquidi a bassa attività. I liquidi a bassa attività vengono miscelati con silice e altri materiali idonei a formare una miscela vetrificabile. La miscela è poi alimentata in due reattori ad arco trasferito e fusa; essa è poi versata in contenitori di acciaio inox di 4 metri di diametro, 7 metri di altezza e 7 tonnellate di peso e depositata in apposite aree sotto-suolo ricoperte da terreno come previsto dalla legislazione per rifiuti condizionati (anche in Italia). Nel giugno 2013 il Governo Britannico ha emesso un bando per l’installazione di un impianto prototipo per il trattamento dei rifiuti radioattivi; il finanziamento pari a 18M£ è stato assegnato ad un progetto di un impianto al plasma.
 nel L’impianto per il trattamento dei rifiuti e di immobilizzazione ha richiesto 65 ettari con quattro impianti di pretrattamento, vetrificazione dei rifiuti ad alta ed a bassa attività radioattività. E’ destinato a condizionare oltre m3 di liquidi radioattivi e 64t di plutonio. Il processo di trattamento dei rifiuti prevede la separazione in solidi con elevato livello radioattivo e liquidi a bassa attività. I liquidi a bassa attività vengono miscelati con silice e altri materiali idonei a formare una miscela vetrificabile. La miscela è poi alimentata in due reattori ad arco trasferito e fusa; essa è poi versata in contenitori di acciaio inox di 4 metri di diametro, 7 metri di altezza e 7 tonnellate di peso e depositata in apposite aree sotto-suolo ricoperte da terreno come previsto dalla legislazione per rifiuti condizionati (anche in Italia). Nel giugno 2013 il Governo Britannico ha emesso un bando per l’installazione di un impianto prototipo per il trattamento dei rifiuti radioattivi; il finanziamento pari a 18M£ è stato assegnato ad un progetto di un impianto al plasma.")
27
L’impianto VIT ad Hanford della Bechtel National

28
Conclusioni La tecnologia del plasma, nelle sue diverse realizzazioni tecnologiche, è la più flessibile tra quelle di tipo termico prescindendo dalle caratteristiche dei rifiuti e dal loro contenuto energetico intrinseco. Applicata alle bonifiche garantisce un ampio campo di applicazione sia in situ che ex situ. E’ after care-free poichè l’immobilizzazione ha durata dell’ordine di centinaia di anni ed annulla il rischio di mobilità e quindi di esposizione a sostanze pericolose. Ha un costo economico che può essere ridotto in caso di rifiuti combustibili grazie alla produzione di gas di sintesi, idrogeno o energia.

Presentazioni simili












 aspetti energetici>")






