Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
Aziende visitate Istituto Tecnico Statale Per Attività Sociali
“Bruno Chimirri” - Catanzaro PROGRAMMA OPERATIVO NAZIONALE “Competenze per lo Sviluppo” IT 05 1 PO 007 F.S.E. Codice Progetto: C-5-FSE “L’oliva: dalla ricchezza nutrizionale alla validità ambientale” Aziende visitate

3
L'Agriturismo Costantino nasce dalla ristrutturazione di un antico villaggio rurale che si sviluppa su una collina di uliveti denominata Donnantonio.

4
Percorrendo il viale d’ingresso si può notare imponente un antico casale, un tempo casa padronale, recentemente ristrutturato. Tutto intorno si svolgevano le attività del villaggio: un piccolo negozio di generi alimentari era sufficiente per le esigenze del villaggio, un consorzio agrario forniva tutto il necessario per i contadini della zona che coltivavano i campi duramente, mentre i figli trascorrevano le giornate nella scuola elementare del villaggio e la domenica si riunivano nella chiesa rurale.

5
Lì dove un tempo c’era la stalla, oggi avviene la trasformazione delle olive biologiche di varietà Carolea in uno squisito Olio Extra-Vergine d’Oliva, che potrete degustare nei piatti tipici della tradizione.

7
Fase Rischio Az. preventiva Limiti Monitoraggio Az. correttive Responsabilità Registrazione Ricevimento Olive - olive danneggiate da eventi climatici; - olive attaccate dai parassiti; - olive trattate con antiparassitari ; - danneggiamento in fase di trasporto; - lista fornitori autorizzati; - contratti di fornitura; - dichiarazione del fornitore sui trattamenti effettuati; - verifica tempi di carenza; - ispezione mezzi di trasporto; - perdita integrità olive; - conformità olive agli standards produttivi aziendali; - conformità olive alla tipologia prevista nel contratto di fornitura; - presenza fornitore nell’elenco; - idoneità mezzi di trasporto; ispezione visiva - verifica fornitore; -restituzione olive; - richiamare fornitore; - sostituire fornitore; responsabile degli acquisti; - scheda ricevimento; - scheda NC; Stoccaggio olive - attacchi fungini (muffe); - attacchi da insetti; -contaminazione biologica; - alterazioni chimiche - igiene nei locali; - presidi anti- roditori; - adeguata temperatura di immagazzinamento; - ridotto tempo di stazionamento in olivaio; - lavorazione olive in ordine di arrivo e areazione locali; - variazione caratteristiche organolettiche; - variazioni caratteristiche merceologiche; - T <15°C; - ispezione visiva; - misurazione della T ambientale; - declassamento olive; - richiamare responsabili acquisti; - sostituire fornitore; - correggere la T ambientale; -responsabili di produzione; -scheda NC; Defogliazione - Inadeguato uso impianto; - impiego personale qualificato; - eccessivo passaggio di corpi estranei; - GMP; - ispezione visiva; - manutenzione cernitrice; - riaddestramento del personale; -responsabili di produzione; -scheda manutenzione; Lavaggio - uso di acqua inquinata; - scarso lavaggio olive; - inadeguato uso impianto; -uso di acqua controllata e pulita; -uso lavatrice efficiente; - olive contaminate; - GMP; - olive imbrattate; - ispezione visiva; -uso kit di analisi; approvigionamento ad altra fonte idrica; - manutenzione lavatrice; - riaddestramento del personale; responsabili di produzione; -scheda manutenzione; Stoccaggio olio sfuso - alterazioni chimiche e biochimiche dell’olio; - contenitori puliti e con doppio spazio di testa; - adeguata T locali; - ambienti e contenitori a T < 15° C; - analisi di laboratorio; - prove organolettiche; - declassamento del prodotto; - allontanamento olio NC; responsabili di produzione; - scheda NC; Vendita -degradazione ossidativa; -adeguata T locali; -ambienti a T < 18 ° C; - analisi di laboratorio; - allontanamento olio NC; responsabile delle vendite;
; - attacchi da insetti; -contaminazione biologica; - alterazioni chimiche - igiene nei locali; - presidi anti- roditori; - adeguata temperatura di immagazzinamento; - ridotto tempo di stazionamento in olivaio; - lavorazione olive in ordine di arrivo e areazione locali; - variazione caratteristiche organolettiche; - variazioni caratteristiche merceologiche; - T <15°C; - ispezione visiva; - misurazione della T ambientale; - declassamento olive; - richiamare responsabili acquisti; - sostituire fornitore; - correggere la T ambientale; -responsabili di produzione; -scheda NC; Defogliazione - Inadeguato uso impianto; - impiego personale qualificato; - eccessivo passaggio di corpi estranei; - GMP; - ispezione visiva; - manutenzione cernitrice; - riaddestramento del personale; -responsabili di produzione; -scheda manutenzione; Lavaggio - uso di acqua inquinata; - scarso lavaggio olive; - inadeguato uso impianto; -uso di acqua controllata e pulita; -uso lavatrice efficiente; - olive contaminate; - GMP; - olive imbrattate; - ispezione visiva; -uso kit di analisi; approvigionamento ad altra fonte idrica; - manutenzione lavatrice; - riaddestramento del personale; responsabili di produzione; -scheda manutenzione; Stoccaggio olio sfuso. - alterazioni chimiche e biochimiche dell’olio; - contenitori puliti e con doppio spazio di testa; - adeguata T locali; - ambienti e contenitori a T < 15° C; - analisi di laboratorio; - prove organolettiche; - declassamento del prodotto; - allontanamento olio NC; responsabili di produzione; - scheda NC; Vendita -degradazione ossidativa; -adeguata T locali; -ambienti a T < 18 ° C; - analisi di laboratorio; - allontanamento olio NC; responsabile delle vendite;")
8
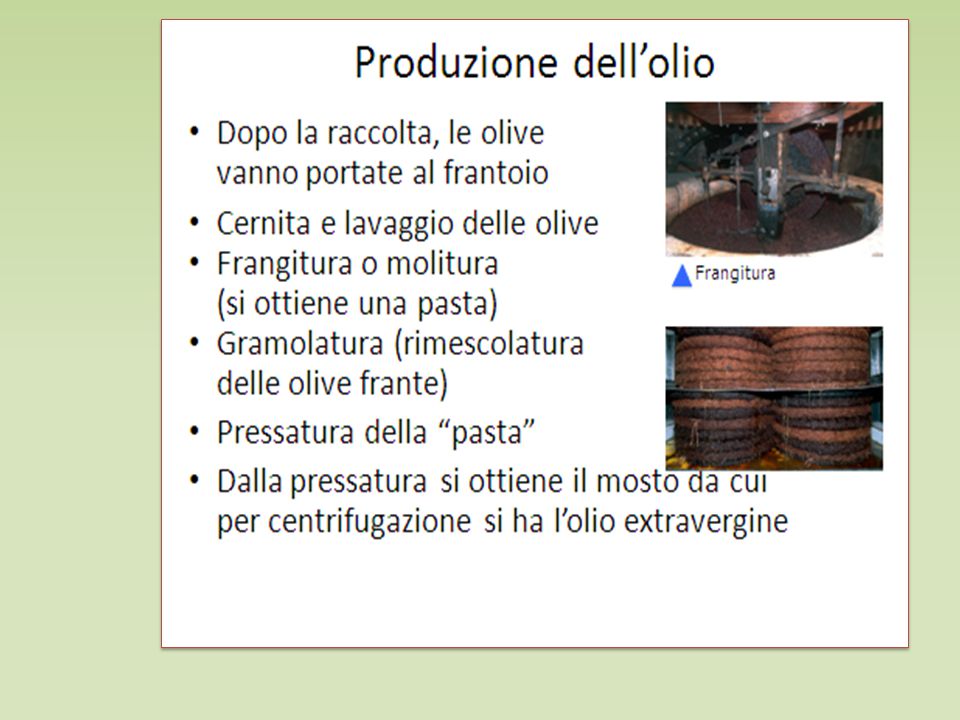
RACCOLTA DELLE OLIVE Raccattatura Caduta spontanea Pettinatura
Scrollatura delle olive la brucatura a mano o con rastrelli le olive (ABBACCHIATURA).
.")
9
CADUTA SPONTANEA Un olio è tanto più pregiato quanto minore è la sua acidità; tale proprietà gli conferisce caratteristiche organolettiche migliori e lo preserva dall’irrancidamento. I metodi più utilizzati per la raccolta delle olive sono la pettinatura e la scrollatura.

10
PETTINATURA Come lascia intendere il nome stesso, si vanno a pettinare con dei grossi rastrelli i rami degli alberi; questa operazione determina il distacco delle drupe, di qualche foglia ma non incide sulla struttura arborea. Anche in questo caso andranno posti dei teli sotto gli olivi per facilitare la raccolta delle olive cadute.

11
SCROLLATURA Viene fatta con dei bracci meccanici che avvolgono il fusto o i grossi rami dell'olivo e li percuotono in modo blando, favorendo la caduta spontanea delle drupe. Anche questa tecnica non incide troppo sulla struttura dell'albero, che subisce comunque uno stress importante. Non mancano gli svantaggi che in molti casi vengono comunque compensati dal notevole risparmio nei costi di manodopera (alcune macchine sono dotate di ombrelli che raccolgono le olive cadute a mezz'aria, attenuando i danni causati dall'impatto con il terreno e velocizzando le procedure di trasferimento al frantoio).
.")
12
ABBACCHIATURA E' un metodo che veniva molto utilizzato in passato. Consiste nel percuotere i rami degli alberi con delle grosse pertiche; lo svantaggio è che così facendo si vanno a lesionare i ramoscelli più giovani, a cui sarà affidata la fruttificazione nell'anno successivo, danneggiando la produttività dell'uliveto. Le olive più mature, inoltre, possono rompersi per l'impatto con la pertica o con il terreno.

13
Brucatura a mano E' un metodo di raccolta ottimo perché, raccogliendo le olive a mano, si può effettuare una cernita delle migliori e preservarne l'integrità. Si tratta, ovviamente, di una tecnica impraticabile nelle grosse produzioni, a causa degli insostenibili costi di manodopera. La brucatura è invece molto diffusa a livello casalingo, dove consente di ottenere prodotti di qualità superiore.

14
Brucatura a mano Tra la raccolta delle olive e la conseguente pressatura deve intercorrere il minor tempo possibile, per impedire la degradazione enzimatica dei trigliceridi (che porterebbe ad un aumento dell'acidità libera e ad una maggiore tendenza all'irrancidimento). Il trasferimento dalle reti al frantoio avviene, generalmente, utilizzando potenti aspiratori che convogliano le olive su appositi carri di raccolta.
. Il trasferimento dalle reti al frantoio avviene, generalmente, utilizzando potenti aspiratori che convogliano le olive su appositi carri di raccolta.")
15
Brucatura a mano Non tutte le olive, però, vengono trasportate contemporaneamente al frantoio. Dopo la raccolta, può passare uno, massimo due giorni prima che esse arrivino nello stabilimento; in questo caso occorre conservarle in modo opportuno. Generalmente vengono messe in magazzini asciutti e ben areati e disposte su graticci sovrapposti, ma in spessori molto piccoli, in modo che i frutti non si schiacciano tra loro. I traumi subiti dalle olive vanno infatti a ripercuotersi sulle loro cellule, determinando la fuoriuscita dell'olio contenuto nei vacuoli, con conseguente degradazione enzimatica; il risultato è uno scadimento qualitativo del prodotto ed una perdita economica importante.

16
L’arrivo delle olive è quindi un punto a rischio ed il pericolo è il residuo di fitofarmaci. Tale fattore può essere tenuto sotto controllo con un’azione preventiva data dal rispetto dei tempi di carenza oppure con una dichiarazione firmata di tale rispetto. La fase di conservazione potrebbe dar luogo ad eccessivi fenomeni ossidativi e di formazione di muffe, a causa di scarsa areazione, di eccessi di umidità o di inadeguati sistemi di disposizione delle olive.

17
E’ una buona azione preventiva avere cura di conservare le olive in locali che presentino parametri ambientali adeguati. L’uso di macchinari potrebbe determinare l’insorgenza del pericolo dato dalla cessione di ioni metallici da parte degli organi degli impianti di lavorazione, come azione preventiva utilizzare macchine idonee al trattamento di alimenti. Questo stesso pericolo si può verificare qualora la molitura non avvenga all’interno dell’azienda agricola quindi durante il trasporto dal frantoio all’azienda.

19
Defogliazione e lavaggio
Scopo (foglie, rametti) o minerale (terriccio, pietre) che potrebbero danneggiare i macchinari o inquinare il prodotto Macchine automatiche provviste di sistema di aspirazione per l’asportazione delle foglie Vasca a circolazione forzata dell’acqua per il lavaggio delle olive Le olive che giungono al frantoio devono essere innanzitutto pulite da foglie, terra e quant'altro possa danneggiare le caratteristiche organolettiche dell‘olio e lo stesso impianto. Le drupe subiranno quindi uno o più passaggi in macchinari di aspirazione e vasche di lavaggio. Sempre a questo livello, per la produzione di oli particolarmente pregiati, si può effettuare una cernita a mano, allontanando le olive che non rispondono agli standard qualitativi.
 o minerale (terriccio, pietre) che potrebbero danneggiare i macchinari o inquinare il prodotto. Macchine automatiche provviste di sistema di aspirazione per l’asportazione delle foglie. Vasca a circolazione forzata dell’acqua per il lavaggio delle olive. Le olive che giungono al frantoio devono essere innanzitutto pulite da foglie, terra e quant altro possa danneggiare le caratteristiche organolettiche dell‘olio e lo stesso impianto. Le drupe subiranno quindi uno o più passaggi in macchinari di aspirazione e vasche di lavaggio. Sempre a questo livello, per la produzione di oli particolarmente pregiati, si può effettuare una cernita a mano, allontanando le olive che non rispondono agli standard qualitativi.")
20
(emulsione di olio e acqua)
Frangitura Scopo Rompere le cellule della polpa e determinare la fuoriuscita dell’olio dai vacuoli pasta di olive (emulsione di olio e acqua) Frantoio a molazze Frangitore Metallico (metodo antico) (metodo moderno)
 Frantoio a molazze Frangitore Metallico. (metodo antico) (metodo moderno)")
21
Frantoio a molazze La molazza è lo strumento tradizionalmente usato, derivato concettualmente dalle antiche macine in pietra: l'azione meccanica è esercitata dalla rotazione di una o più grandi ruote in pietra (generalmente in granito) sulla massa in lavorazione. Contrariamente a quanto si possa pensare, la fuoriuscita dei succhi non è causata dallo schiacciamento, bensì dall'azione di sfregamento degli spigoli taglienti dei frammenti di nocciolo sulla polpa delle olive. La funzione della ruota pertanto è quella di frantumare i noccioli in dimensioni adatte allo scopo e rimescolare la massa in lavorazione. Subito dopo la pulitura delle olive, viene eseguita la molitura o frangitura, cioè il loro schiacciamento con mezzi meccanici. Le drupe vengono messe all'interno delle molazze (vasche metalliche speciali dotate di 2, 3 o 4 ruote molto pesanti, di granito, che girano su se stesse ed intorno ad un albero centrale, dal quale distanziano in misura diversa, determinando, così, lo schiacciamento dell'oliva). La frangitura ha lo scopo di ledere le cellule della polpa, favorendo la fuoriuscita di olio dai vacuoli e la frantumazione del nocciolo. Quest'ultimo aspetto è molto importante perché, essendo il nocciolo dotato di un guscio legnoso, quando va incontro a rottura produce schegge che favoriscono, a loro volta, la lesione delle strutture cellulari della polpa ed una maggior estrazione di olio.
 sulla massa in lavorazione. Contrariamente a quanto si possa pensare, la fuoriuscita dei succhi non è causata dallo schiacciamento, bensì dall azione di sfregamento degli spigoli taglienti dei frammenti di nocciolo sulla polpa delle olive. La funzione della ruota pertanto è quella di frantumare i noccioli in dimensioni adatte allo scopo e rimescolare la massa in lavorazione. Subito dopo la pulitura delle olive, viene eseguita la molitura o frangitura, cioè il loro schiacciamento con mezzi meccanici. Le drupe vengono messe all interno delle molazze (vasche metalliche speciali dotate di 2, 3 o 4 ruote molto pesanti, di granito, che girano su se stesse ed intorno ad un albero centrale, dal quale distanziano in misura diversa, determinando, così, lo schiacciamento dell oliva). La frangitura ha lo scopo di ledere le cellule della polpa, favorendo la fuoriuscita di olio dai vacuoli e la frantumazione del nocciolo. Quest ultimo aspetto è molto importante perché, essendo il nocciolo dotato di un guscio legnoso, quando va incontro a rottura produce schegge che favoriscono, a loro volta, la lesione delle strutture cellulari della polpa ed una maggior estrazione di olio.")
22
Frantoio a molazze E’ il sistema più antico
Vasca o bacino di materiale metallico per ricevere le olive con apertura laterale per lo scarico della pasta 2-4 molazze verticali cilindriche di granito Raschiatori delle molazze e del bacino, palette rimescolatrici, pala d’espulsione della pasta dal bacino, organi di movimento Subito dopo la pulitura delle olive, viene eseguita la molitura o frangitura, cioè il loro schiacciamento con mezzi meccanici. Le drupe vengono messe all'interno delle molazze (vasche metalliche speciali dotate di 2, 3 o 4 ruote molto pesanti, di granito, che girano su se stesse ed intorno ad un albero centrale, dal quale distanziano in misura diversa, determinando, così, lo schiacciamento dell'oliva). La frangitura ha lo scopo di ledere le cellule della polpa, favorendo la fuoriuscita di olio dai vacuoli e la frantumazione del nocciolo. Quest'ultimo aspetto è molto importante perché, essendo il nocciolo dotato di un guscio legnoso, quando va incontro a rottura produce schegge che favoriscono, a loro volta, la lesione delle strutture cellulari della polpa ed una maggior estrazione di olio.
. La frangitura ha lo scopo di ledere le cellule della polpa, favorendo la fuoriuscita di olio dai vacuoli e la frantumazione del nocciolo. Quest ultimo aspetto è molto importante perché, essendo il nocciolo dotato di un guscio legnoso, quando va incontro a rottura produce schegge che favoriscono, a loro volta, la lesione delle strutture cellulari della polpa ed una maggior estrazione di olio.")
23
Frantoio a molazze Durata: minuti, fino a ottenere una pasta omogenea di opportuna consistenza Vantaggi Limitazione di sollecitazioni meccaniche eccessive con formazione di emulsioni e pericolo di inquinamento da metalli Consente di adattare la frangitura in base alla caratteristiche delle olive e alle dimensioni dei frantumi dei noccioli, favorendo la formazione di goccioline d’olio di maggiori dimensioni e sostituendosi in parte alla successiva gramolazione.

24
Svantaggi Impianti ingombranti e costosi Lavoro lento e discontinuo Tempi di stoccaggio prolungati pregiudizievoli della qualità dell’olio

25
Frangitori metallici Il frangitore a martelli è lo strumento preferito nei moderni impianti a ciclo continuo perché s'integra perfettamente con le esigenze di automazione dell'impianto. Il carico è effettuato meccanicamente dall'alto, con elevatori a nastro che prelevano le olive in uscita dalla lavatrice; lo scarico avviene dal basso, sempre meccanicamente, con il riversamento della pasta d'olio nelle gramolatrici. Un frangitore a martelli è composto da una serie di dischi ruotanti dotati di spigoli vivi (martelli) con una velocità di rotazione di giri al minuto, azionata da motori di kW di potenza[5][6]. Nei frantoi più moderni le macine o molazze sono sostituite da frangitoi metallici a martelli, a cilindri o a dischi, che permettono di abbattere i tempi di produzione.
 con una velocità di rotazione di giri al minuto, azionata da motori di kW di potenza[5][6]. Nei frantoi più moderni le macine o molazze sono sostituite da frangitoi metallici a martelli, a cilindri o a dischi, che permettono di abbattere i tempi di produzione.")
26
A martelli, a cilindri, a dischi
Frangitori metallici A martelli, a cilindri, a dischi Organo ruotante a velocità elevata che schiaccia le olive contro una superficie fissa provvista di appositi fori Vantaggi Operazione di molitura continua Elevata capacità oraria di lavorazione Impianti meno costosi e ingombranti Svantaggi Preparazione non ottimale della pasta con formazione di emulsioni stabili la cui rottura richiede tempi e temperature di gramolazione più elevate Nei frantoi più moderni le macine o molazze sono sostituite da frangitoi metallici a martelli, a cilindri o a dischi, che permettono di abbattere i tempi di produzione.

27
Vecchio frantoio Azienda Costantino
Nuove apparecchiature

29
Gramolazione Consiste nel mescolamento continuo e lento della pasta di olive con impastatrici chiamate gramolatrici (palette o nastro elicoidale; giri al minuto; sistema di riscaldamento con resistenze elettriche o circolazione di acqua calda). Scopo Formazione di goccioline d’olio più grandi, separate dall’acqua di vegetazione e dalle parti solide Inversione di fase (coalescenza) da emulsione olio in acqua a una acqua in olio Dalla molitura si ottiene una massa definita "pasta di olive" (che non ha nulla a che vedere con il prodotto alimentare per la preparazione di tramezzini e stuzzicherie varie). Questa pasta di olive può essere definita un'emulsione di olio in acqua, perché l'olio fuoriuscito dai vacuoli si disperde sottoforma di goccioline in questa massa pastosa. La pasta di olive viene poi estratta dalla molazza e portata alla gramola, dove si effettua una gramolatura, cioè un suo rimescolamento. Agitando questa pasta si facilita un'ulteriore lacerazione delle cellule, ottenendo una maggiore fuoriuscita di olio dai vacuoli. Altro aspetto molto importante legato alla gramolatura è che, grazie ai continui rimescolamenti, le goccioline di olio disperse nella massa collidono tra loro unendosi in gocce via via sempre più grosse. Procedendo nella lavorazione di questa pasta si ha un'inversione di fase; tramite gramolatura si passa quindi da un'emulsione di olio in acqua ad un emulsione di acqua in olio: la massa assume una composizione oleosa e l'acqua di vegetazione rimane dispersa sottoforma di piccolissime goccioline.
. Scopo. Formazione di goccioline d’olio più grandi, separate dall’acqua di vegetazione e dalle parti solide. Inversione di fase (coalescenza) da emulsione olio in acqua a una acqua in olio. Dalla molitura si ottiene una massa definita pasta di olive (che non ha nulla a che vedere con il prodotto alimentare per la preparazione di tramezzini e stuzzicherie varie). Questa pasta di olive può essere definita un emulsione di olio in acqua, perché l olio fuoriuscito dai vacuoli si disperde sottoforma di goccioline in questa massa pastosa. La pasta di olive viene poi estratta dalla molazza e portata alla gramola, dove si effettua una gramolatura, cioè un suo rimescolamento. Agitando questa pasta si facilita un ulteriore lacerazione delle cellule, ottenendo una maggiore fuoriuscita di olio dai vacuoli. Altro aspetto molto importante legato alla gramolatura è che, grazie ai continui rimescolamenti, le goccioline di olio disperse nella massa collidono tra loro unendosi in gocce via via sempre più grosse. Procedendo nella lavorazione di questa pasta si ha un inversione di fase; tramite gramolatura si passa quindi da un emulsione di olio in acqua ad un emulsione di acqua in olio: la massa assume una composizione oleosa e l acqua di vegetazione rimane dispersa sottoforma di piccolissime goccioline.")
30
La gramolatura ha una durata in media di minuti e non superiore ai 60 minuti . Il prolungamento dell'operazione non ha alcun effetto sulla resa in olio, pertanto è da evitare in quanto prolungherebbe il contatto della pasta d'olio con l'aria determinando una maggiore ossidazione. La gramolatura va perciò interrotta quando la pasta d'olio cessa di macchiare le mani e si presenta untuosa al tatto . I moderni impianti hanno sistemi automatizzati per il controllo della fase.

31
Questa fase è di notevole importanza per determinare il congruo compromesso fra resa quantitativa in olio e qualità: il riscaldamento aumenta l'efficacia della gramolatura permettendo l'innalzamento della resa in olio, tuttavia influisce negativamente sulla qualità dell'olio:

32
Modificazioni indesiderabili Modificazioni desiderabili
Aumento dell’acidità dell’olio (lipasi) Cascata della lipossigenasi Idroperossidi Aldeidi Alcoli Aroma dell’olio
 Cascata della lipossigenasi. Idroperossidi. Aldeidi. Alcoli. Aroma dell’olio.")
33
Olio Extravergine Estratto a Freddo
La fase più cruciale, più importante, delicata e decisiva di tutto il processo produttivo è sicuramente costituita dall' Estrazione Centrifuga, così come anche per la Gramolatura... Nell' Estrazione a Freddo la temperatura di questo processo non deve superare i 27°C, la stessa temperatura viene monitorata elettronicamente per legge..infatti viene programato il massimo di temperatura che il sistema di Pannello Idrico di più non và.

34
Anche l'aggiunta dell'acqua per la fluidificazione debba essere inferiore ai 27° C..la nostra azienda inoltre dispone del sistema Semi-Integrale ossia il sistema che utilizza pochissima acqua, un'altra caratteristica che lascia inalterate le proprietà organolettiche dell'olio, il profumo, colore, sapore e aroma, valore nutritivo, l’olio d’oliva è l'unico olio che può essere consumato appena spremuto dal frutto, a Crudo sopratutto, con questo sistema non si disperdono i Polifenoli ossia Antiossidanti naturali, fonte di protezione contro certi tipi di malattie. L'olio ottenuto è sottoposto ha specifici controlli per ottenere il certificato che attesti la vericidità del sistema utilizzato, seguendo una precisa procedura che permette di rilevare non solo il grado di acidità, ma anche gli altri elementi fondamentali, quali l'analisi organolettica connessa al gusto e al profumo per mettere in evidenza se un olio è fresco o vecchio, se è puro o tagliato, e così via.

35
L’imbottigliamento rappresenta uno dei più significativi punti a rischio durante il quale possono essere utilizzate bottiglie danneggiate o conservate non correttamente, perciò come azione preventiva è raccomandabile mettere in atto una procedura che organizzi un accurato controllo visivo delle bottiglie. Inoltre un altro pericolo potrebbe avvenire nel confezionamento in altri contenitori con la contaminazione da cessione di sostanze da parte dei contenitori .Utilizzare contenitori per utilizzo alimentare.

36
Certificazione di Qualità
Certificazione dei vari stadi della filiera: l’HACCP e l’ISO 9000 sono certificazioni di processo. Certificazione della qualità del prodotto messo in commercio: marchi di origine, marchi collettivi, marchi di qualità superiore, marchi d’impresa Qualità come sinonimo di genuinità: marchi biologici

37
Gli elementi fondamentali di un prodotto sono:
il nome della merce l’origine la composizione chimica e le proprietà i metodi di produzione le varietà commerciali la qualità ed i controlli di qualità le alterazioni e le frodi i metodi di conservazione, l’etichettatura e l’imballaggio, la normativa specifica per le merci alimentari, ecc.

38
CLASSIFICAZIONE DEGLI OLI DI OLIVA E DETERMINAZIONE DEI PARAMETRI
Il REGOLAMENTO CEE/UE 2568 del 1991 è una delle leggi base di tutta la legislazione attualmente vigente. E’ suddiviso in 10 articoli e 19 allegati e contiene classificazioni, prove e modalità di campionamento.

39
CLASSIFICAZIONE DEGLI OLI
L’articolo 35 del regolamento CEE 136 del 1966 riporta la prima classificazione degli oli di oliva a seconda dei rispettivi valori di acidità .Riprendendo tale classificazione il regolamento CEE 2568 riporta, di ogni categoria anche il n° di perossidi, cere,Dk, stigmadieni,.. raggiunti e la loro composizione in acidi grassi. La legge fissa inoltre dei criteri di qualità e dei criteri di purezza al fine di poter classificare qualsiasi olio all’interno della propria categoria.

40
PARAMETRI ANALITICI DEGLI OLI
Ogni criterio prevede l’attuazione di determinate prove da effettuare sul campione e attraverso i risultati ottenuti, ossia verificando se i valori ottenuti rientrano o meno nei limiti imposti dalla norma, viene rilasciata la “conformità”. Ogni prova viene trattata in tutte le sue parti: vengono indicati il campo di applicabilità,le apparecchiature necessarie,i reagenti,il trattamento del campione,il procedimento e l’elaborazione dei risultati ottenuti.

41
ESAME ORGANOLETTICO DEGLI OLI (PANEL TEST)
Con il regolamento CEE n°1683 del 29 giugno 1992 nei criteri di qualità è stato introdotto il panel test ovvero l’esame organolettico dei soli oli di oliva vergine eseguito da assaggiatori riconosciuti dagli stati membri.

42
Al suo interno sono contenute tutte le norme riguardanti le modalità di realizzazione della prova quali la scelta degli assaggiatori, il comportamento che devono tenere prima, durante e dopo l’assaggio e le attrezzature che vengono utilizzate. Riguardo l’ultimo punto vengono descritte in maniera approfondita ed in ogni singola parte le cabine destinate all’assaggio nonché i bicchieri. Delle prime vengono riportate le dimensioni, le condizioni di illuminazione, temperatura, disposizione, materiali utilizzati e modalità di pulizia di ogni singola parte che le compone Riguardo ai bicchieri destinati all’analisi organolettica vengono descritte le sue dimensioni le caratteristiche di fabbricazione e le norme di pulizia e di conservazione degli stessi.

43
Fine

44
Sansificio

45
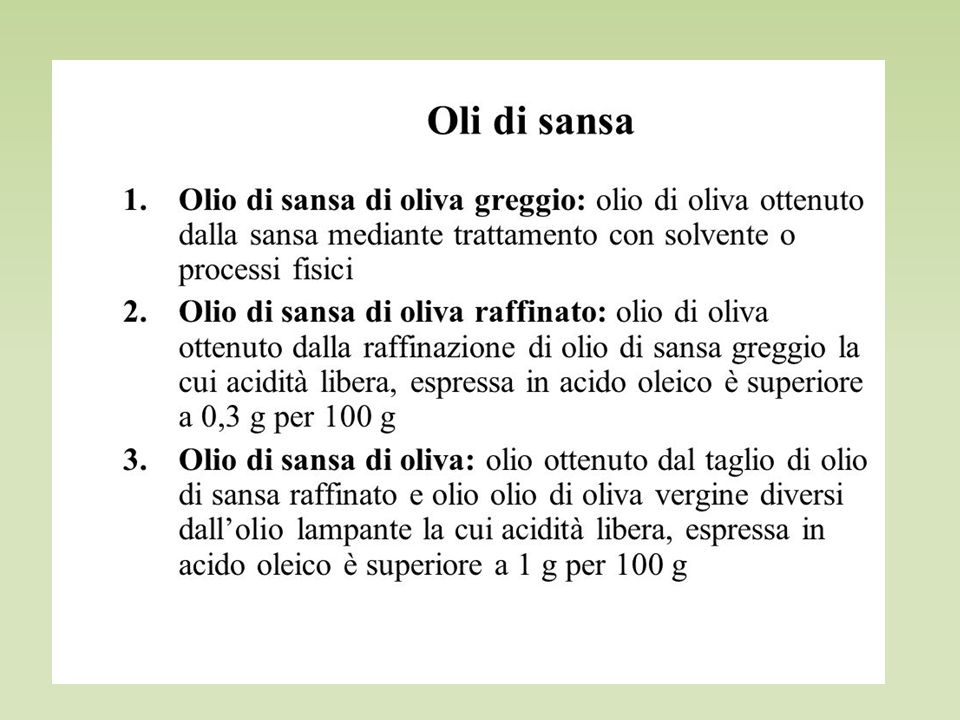
La Sansa La sansa di olive e’ un sottoprodotto del processo di estrazione dell’olio di oliva composto da buccette dai residui della polpa e dai frammenti di nocciolino.

46
Olio di Sansa L’olio di Sansa e’ un olio ottenuto dalla sansa delle olive con l’ausilio di un impianto meccanico e di un composto chimico ovvero l’esano.

48
Sansificio PACILEO Il ciclo di lavorazione per la produzione di olio di sansa,si svolge in uno stabilimento industriale ad un solo piano fuori terra,di circa 560 mq. Stabilimento costituito da due reparti congiunti,divisi in piu’ settori in cui sono poste le attrezzature per le varie fasi della lavorazione della sansa: Il reparto in cui e’ posizionata la centrale termica e’ costituito da un capannone con pilastri in acciaio inglobati nella muratura. Il reparto estrazione e’ posizionato in un edificio in muratura.

49
Approvvigionamento e Stoccaggio delle materie prime
Il controllo della fornitura della materia prima rappresenta, in particolare nel caso dell’olio d’oliva ,il punto di partenza per il controllo della sicurezza del prodotto. Le olive provengono dagli uliveti di proprieta’ dell’azienda e sono gia’ controllate durante la raccolta, ma prima di essere introdotte nell’oleificio le olive sono sottoposte ad un secondo controllo visivo per la valutazione di: Presenza di corpi estranei, Presenza di coadiuvanti tecnologici, Presenza di muffe,ecc Così come indicato nel capitolo XI della legge n°155/97. I Coadiuvanti per la pulizia degli impianti sono tenuti in confezione correttamente identificate ed etichettate. L’accesso per il loro uso e’ limitato al personale autorizzato.

50
Come si arriva alla sansa?

51
Il ciclo di lavorazione dell’olio di olive inizia:

52
Stoccaggio stoccaggio in olivato , con la defogliazione ed il lavaggio processi che hanno la funzione di allontanare corpi estranei (foglie,terra,pietre,ecc)
")
53
Frangitura In seguito le olive sono trasportate,con una coclea , nel frangitore nel quale sono sminuzzate dai martelli che ruotano all’interno di una griglia.

54
Gramolazione La pasta così ottenuta e’ versata nella prima delle gramole che presentano un’intercapedine nella quale circola dell’acqua che riscalda la pasta e di pale che mescolano la pasta al fine di migliorare l’estrazione. Nel caso che la pasta si presentasse particolarmente asciutta, per agevolare l’estrazione dell’olio, e’ possibile aggiungere acqua potabile. La pasta, opportunamente gramolata, e’ avviata tramite una pompa volumetrica, al decantar, al fine di separare la parte solida, cioe’ la sansa, da quella liquida ovvero il mosto oleoso.

55
Estrazione La sansa ottenuta e’ portata all’esterno tramite una coclea, mentre il mosto oleoso e’ avviato verso i separatori centrifughi per separare l’acqua di vegetazione dall’olio. Quest’ultimo viene immagazzinato in appositi contenitori.

56
Estrazione di olio da sansa e sansa esausta.
Il ciclo produttivo dell’estrazione di olio da sansa avviene attraverso delle fasi: La sansa vergine depositata sotto la tettoia viene caricata, con una pala meccanica gommata, in un cassone dotato di nastro trasportatore. Il nastro trasporta la sansa vergine all’interno dell’essiccatoio rotativo,qui la sansa viene essiccata mediante aria calda prodotta dalla combustione; il combustibile utilizzato è la sansa esausta. La sansa vergine essiccata viene trasportata tramite delle coclee negli estrattori, che in questo caso sono 5 estrattori a silos con capacita di 150 q. ognuno.

57
Negli estrattori vengono caricati sansa essiccata e l’esano qui la miscela rimane per un tempo medio di circa 10 ore. La miscela di olio ed esano, ottenuta durante il lavaggio della sansa, e’ inviata, attraverso la tubazione appositamente predisposta, nei distillatori; qui e’ ottenuta la separazione dell’olio dall’esano. Nel distillatore la separazione avviene con l’ausilio del vapore prodotto dal generatore; in testa al distillatore si recupera il solvente esano e sul fondo si deposita l’olio di sansa . L’olio di sansa estratto viene inviato nei contenitori esterni attraverso la tubazione interrata.

58
La sansa ed il nocciolino
E’ lo scarto proveniente dall’estrazione dell’olio dalle olive, composta da polpa, buccia e nocciolo, un combustibile prezioso ed ecologico. Il Decreto del Presidente del Consiglio dei Ministri dell'8 marzo 2002 stabiliva che la sansa vergine, un combustibile vegetale liberamente utilizzabile, mentre la sansa esausta, avendo subìto un processo chimico, rientrava formalmente nei rifiuti non pericolosi ed era perciò sottoposta a restrizioni. Lavorando la sansa ulteriormente otteniamo il nocciolino di sansa d’oliva. Il nocciolino viene ottenuto con delle macchine chiamate separatrici di nocciolino, con questo sistema non vengono utilizzati solventi o sostanze chimiche, il processo di estrazione solitamente avviene direttamente presso il frantoio. Oggi, invece, il nocciolino di sansa d’oliva il combustibile legnoso che in base all’ultimo D.Lgs n. 152 del 3/04/06 ed al d.p.c.m. 8/10/04 è considerato biomassa combustibile quale “materiale vegetale prodotto dalla lavorazione esclusivamente meccanica di prodotti agricoli” e quindi liberamente utilizzabile.

59
Nocciolino di sansa ottimo combustibile
facile impiego e dotato di un elevato potere calorico,4500kcal/kg È utilizzato all'interno dell'oleificio nel riscaldamento dell'acqua impiegata per la gramolatura oppure immesso nel mercato come succedaneo del legno in pallet. Si presenta di colore marrone chiaro.

60
Il nocciolino di sansa di oliva è un prodotto naturale derivato dalla sola lavorazione meccanica della sansa vergine proveniente dai frantoi senza nessun altro componente aggiunto

61
Dalla sansa essiccata si ottiene il nocciolino
Dalla sansa essiccata si ottiene il nocciolino. Ciclo produttivo nocciolino prodotto ecologico, economico Il nocciolino viene ottenuto con delle macchine chiamate separatrici di nocciolino, con questo sistema non vengono utilizzati solventi o sostanze chimiche, il processo di estrazione solitamente avviene direttamente presso il frantoio. A seguito del processo di estrazione dell’olio di oliva rimane un sottoprodotto chiamato sansa. La sansa è un mix di bucce, polpa e frammenti di nocciolo che viene sottoposta ad un processo di estrazione di un olio alimentare contenuto nel seme all’interno del nocciolo d’oliva. L’estrazione dell’olio di sansa avviene nel sansificio attraverso l’uso di solventi (esano) ottenendo cosi la sansa esausta disoleata. La sansa esausta risulta un materiale granulare con caratteristiche ottime per la combustione in caldaie. Il potere calorifico della sansa essiccata è intorno a Kcal/Kg, quindi piuttosto elevato, ed è molto adatto all'impiego nelle apparecchiature ad alimentazione automatica con clochea.
 ottenendo cosi la sansa esausta disoleata. La sansa esausta risulta un materiale granulare con caratteristiche ottime per la combustione in caldaie. Il potere calorifico della sansa essiccata è intorno a Kcal/Kg, quindi piuttosto elevato, ed è molto adatto all impiego nelle apparecchiature ad alimentazione automatica con clochea.")
62
Proprietà fisiche, meccaniche e chimiche
ceneri 2,61% Umidità 7,97% Solventi organici clorurati assenti Potere calorifico 4200Kcal/Kg -4500Kcal/Kg sicurezza Rientra nei parametri di legge

63
Centro di ricerca per l’olivicoltura e l’industria olearia
(Sede) (OLI) Direttore – Enzo Perri MISSIONE: il CRA-OLI si occupa dell' intera filiera olivicolo-olearia, dalla coltivazione alla produzione di olio, olive da mensa e sottoprodotti, compresa l'attività di sicurezza alimentare, con attività prevalenti nei settori di produzione di materie prime, delle tecnologie di trasformazione, della qualità, della rintracciabilità, del miglioramento genetico, della fisiologia, della biologia e dei sistemi di difesa.
 (OLI) Direttore – Enzo Perri. MISSIONE: il CRA-OLI si occupa dell intera filiera olivicolo-olearia, dalla coltivazione alla produzione di olio, olive da mensa e sottoprodotti, compresa l attività di sicurezza alimentare, con attività prevalenti nei settori di produzione di materie prime, delle tecnologie di trasformazione, della qualità, della rintracciabilità, del miglioramento genetico, della fisiologia, della biologia e dei sistemi di difesa.")
64
Il centro di ricerca per l’olivicoltura e l’industria olearia si occupa dello studio della variabilità genetica attraverso caratterizzazione molecolare con marcatori SSR. Il confronto dei marcatori è stato utilizzato come strumento per la tracciabilità di filiera olivo-olio. L’utilizzo e la conservazione di tali dati servono sia ad un’accurata valutazione genetica sia ad un’attenta valutazione dello stato sanitario delle piante. Tra i principali stress biotici dell’olivo si annovera la mosca Bractrocera Oleae per la quale sono stati identificati i geni diversamente espressi dalla pianta rispetto all’infezione creando così una libreria. La validazione dell’espressione differenziale dei trascritti è stata eseguita mediante real time PCR. Mosca Bractrocera Oleae

65
I MICROSATELLITI DELL’OLIVO Tra i diversi marcatori di DNA attualmente disponibili si ricorre all’uso delle analisi di regione microsatellitari del genoma vegetale, mediante amplificazione PCR e successiva separazione elettroforetica. I microsatelliti o Simple Sequence Repeats (SSR) sono brevi sequenze di DNA lunghe da una a sei basi ripetute un numero variabile di volte. L’insieme delle ripetizioni si dice “core”. Tali marcatori molecolari contengono zone comuni che li rendono confrontabili e permettono a loro volta l’elaborazione dei dati ottenuti da diversi laboratori attraverso l’analisi del fingerprinting.
 sono brevi sequenze di DNA lunghe da una a sei basi ripetute un numero variabile di volte. L’insieme delle ripetizioni si dice core . Tali marcatori molecolari contengono zone comuni che li rendono confrontabili e permettono a loro volta l’elaborazione dei dati ottenuti da diversi laboratori attraverso l’analisi del fingerprinting..")
66
CAMPI DI APPLICAZIONE DEI MARCATORI DEL DNA IN OLIVO
Il fingerprinting del DNA, ovvero identificare un genitivo sulla base di un profilo genetico ottenuto mediante l’uso di marcatori molecolari, è una tecnica consolidata per studiare l’origine delle varietà coltivate e le loro relazioni genetiche. Esistono diversi tipi di marcatori tra cui: marcatori morfologici qualitativi: forma foglia, forma frutto, endocarpo, ecc; marcatori morfologici quantitativi: pezzatura della drupa; caratteri biologici: resistenza della pianta ad agenti patogeni. Campioni di olio in funzione del tipo di olivo

67
LA SICUREZZA ALIMENTARE SECONDO L’UNIONE EUROPEA
La sicurezza degli alimenti è diventata una priorità per l’Unione Europea, soprattutto dopo la pubblicazione del Libro Bianco sulla Sicurezza Alimentare della CE, che contiene la nuova struttura legislativa per tutelare la sicurezza dell’intera filiera agro-alimentare. Importante funzione dei centri alimentari CRA è quella di poter rintracciare i materiali grezzi impiegati in ciascuna fase e passaggio dell’intera filiera produttiva.

68
Che cos’è la food genomics
Che cos’è la food genomics? La food genomics è la strategia che consente di reperire negli alimenti frammenti di informazione genetica di piante, animali, microrganismi usati durante il processo produttivo (tracciabilità e rintracciabilità). La food genomics, inoltre, ci permette di verificare la rispondenza tra le etichette dei marchi DOP e IGP e l’effettiva composizione dell’olio.
. La food genomics, inoltre, ci permette di verificare la rispondenza tra le etichette dei marchi DOP e IGP e l’effettiva composizione dell’olio.")
69
Quali sono le fasi che caratterizzano la genomica alimentare?
Le fasi che caratterizzano la genomica alimentare sono: Estrazione del DNA dalla matrice alimentare; Amplificazione dei marcatori alimentari SSR; Elettroforesi; Identificazione dell’ingrediente o del contaminante in base al suo profilo molecolare.

70
ESTRAZIONE DEL DNA DA FOGLIE E DRUPA
Procedimento: pesare 4g di giovani foglie oppure 3g di olive fresche; triturare le foglie in azoto liquido; 1ml di tampone di estrazione preriscaldato a 65° (100 mM Tris- HCl, 1,4 M NaCl, 20 mM EDTA, 2% (p/v) CTAB, 1% (v/v), 0,2% β -mercaptoethanol, 0.1% (v/v) NaHSO3 pH 8); Incubare a 65°C per 1 h; Separare la componente organica dalla fase acquosa aggiungendo al campione di è 1 ml di soluzione di cloroformio e alcol isoamilico (24:1); Termostato
 CTAB, 1% (v/v), 0,2% β -mercaptoethanol, 0.1% (v/v) NaHSO3 pH 8); Incubare a 65°C per 1 h; Separare la componente organica dalla fase acquosa aggiungendo al campione di è 1 ml di soluzione di cloroformio e alcol isoamilico (24:1); Termostato.")
71
centrifugare a 13000 rpm per 15 min;
far precipitare gli acidi nucleici aggiungendo al surnatante di 1ml di etanolo al 100%; centrifugare a rpm per 10 min e procedere con il lavaggio; Introdurre l’RNAse (enzimi) per eliminare l’RNA dalla soluzione con successiva incubazione a 37°C per 45 minuti; Il DNA estratto deve essere sottoposto all’amplificazione degli SSR per PCR
 per eliminare l’RNA dalla soluzione con successiva incubazione a 37°C per 45 minuti; Il DNA estratto deve essere sottoposto all’amplificazione degli SSR per PCR.")
72
Polymerase Chain Reaction - PCR
Che cos’è la PRC? Polymerase Chain Reaction - PCR La PCR rappresenta la seconda rivoluzione nelle tecniche di manipolazione del DNA E’ essenzialmente una tecnica di amplificazione del DNA Molte molecole DNA (singola molecola) PCR amplificazione
 PCR. amplificazione.")
73
Metodo per l’amplificazione esponenziale di sequenze di SSR del DNA
Ingredienti di base: Stampo di DNA 25 ng di DNA genomico, 1 mM di dNTP, 0,3 μM di ciascun primer (Fw e Rv), 1X Buffer (Promega) e 0,5 U Taq DNA polimerasi (Promega); 2 primers complementari a differenti regioni dello stampo Taq DNA polimerasi (termostabile) 4 nucleotidi il buffer appropriato PCR Microprovette per PCR
, 1X Buffer (Promega) e 0,5 U Taq DNA polimerasi (Promega); 2 primers complementari a differenti regioni dello stampo. Taq DNA polimerasi (termostabile) 4 nucleotidi. il buffer appropriato. PCR. Microprovette per PCR.")
74
I cicli della PCR - 30–35 cicli ciascuno comprendente:
denaturazione (95°C), sec annealing (50–65°C), sec polimerizzazione (68-72°C), il tempo dipende dalla lunghezza del frammento
, sec. annealing (50–65°C), sec. polimerizzazione (68-72°C), il tempo dipende dalla lunghezza del frammento.")
75
Tecnica utilizzata per separare le molecule per dimensione.
Elettroforesi su gel Tecnica utilizzata per separare le molecule per dimensione. La separazione può essere effettuata per: separazione orizzontale --> Agarosio = DNA ed RNA separation verticale --> Acrilamide = DNA, proteine ed RNA Le molecole più piccole migrano nel gel più velocemente

76
Elettroforesi capillare dei prodotti di amplificazione SSR
Dopo aver verificato l’avvenuta amplificazione, i prodotti della PCR sono stati sottoposti ad elettroforesi capillare, eseguita mediante sequenziatore automatico a tecnologia fluorescente. Micro-chip per elettroforesi capillare Esempio di sequenziatore a fluorescenza.

77
Identificazione dell’ingrediente o del contaminante in base al suo profilo molecolare
L’identificazione dell’ingredienti o del contaminante in base al suo profilo molecolare viene effettuato per confronto tra la sostanza ottenuta al termine dell’elettroforesi e una banca dati. Profilo molecolare

78
Verso soluzioni innovative per il risparmio energetico e per la produzione di energia da fonti rinnovabili.

79
IMPIANTO FOTOVOLTAICO IMPIANTO PER LA PRODUZIONE DI BIOGAS
Scopo dell’industria è quello di affiancare persone ed imprese che hanno a cuore l’ambiente ed il territorio in progetti di risparmio energetico e di sviluppo delle fonti energetiche rinnovabili, con l’utilizzo esclusivo delle risorse realmente disponibili. In 10 anni di attività VARAT si è impegnata nella realizzazione di impianti idroelettrici, fotovoltaici a concentrazione, di cogenerazione a metano e di produzione di biogas. IMPIANTO IDRICO IMPIANTO FOTOVOLTAICO IMPIANTO PER LA PRODUZIONE DI BIOGAS

80
Negli ultimi anni VARAT collabora nel progetto RECOIL cofinanziato dal
Programma “ENERGIAINTELLIGENTE-EUROPA” dell’Unione Europea per il recupero dell’olio da cucina da destinare alla produzione di BIODIESEL.

81
BIODIESEL Il BIODIESEL è un combustibile ossigenato per macchine a combustione interna. Si tratta di un combustibile ECOLOGICO ottenuto dall’agricoltura (semi di soia, di girasole, di colza), dagli allevamenti (grassi di pollo, maiale, olio di pesce) o dagli oli vegetali esausti.
, dagli allevamenti (grassi di pollo, maiale, olio di pesce) o dagli oli vegetali esausti.")
82
Il biodiesel puro, dal colore ambrato, chiamato BD100, si ottiene a partire da oli vegetali a seguito del processo di trans-esterificazione, un processo nel quale un trigliceride reagisce in eccesso di alcool metilico, in presenza di un catalizzatore, formando tre esteri metilici e la glicerina separabili per distillazione.

83
Processo di Laboratorio
In un becher riscaldare l’olio fritto , preventivamente filtrato, alla temperatura di circa 50°;

84
mescolare in un becher metanolo e KOH ottenendo il metossido;

85
Si fa reagire il metossido con l’olio fritto e si mescola il tutto per circa un’ora tenedo sotto controllo la temperatura;

86
(più densa e più scura) dal biodiesel;
si versa la miscela in un imbuto separatore al fine di dividere la glicerina (più densa e più scura) dal biodiesel;
 dal biodiesel;")
87
Si purifica il biodiesel su resine polimeriche

88
VANTAGGI AMBIENTALI DEL BIODIESEL
Il biodiesel sfruttato come carburante, presenta numerosi vantaggi ambientali tra cui: È biodegradabile al 100%; È una forte energia rinnovabile; Produce meno CO2; Ha basso contenuto di zolfo; Ha un elevatissimo punto di infiammabilità; Consente lo smaltimento dell’olio esausto.

Presentazioni simili








, cap 12070. INDICE Macchine usateMacchine usate Prodotti alimentari nella giornataProdotti alimentari nella giornata.>")






>")



 La progettazione e la realizzazione di sistemi di sistemi di controllo del rispetto delle norme di autenticità, qualità e commercializzazione.>")

