Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
PROCESSI DI PRODUZIONE
PRODUZIONE DI ENZIMI Fino al 1950 gli enzimi sono stati prodotti soprattutto per estrazione da cellule animali o vegetali. Attualmente, ad eccezione della tripsina (e. secreto dal pancreas), chimosina (e. della mucosa gastrica), papaina (e. estratto dalla papaia) e pochi altri sono prodotti mediante processi fermentativi aerobici tramite batteri, lieviti e muffe. Volume fermentatore: m3. Volume inoculo: 4-12% del volume del fermentatore.
, chimosina (e. della mucosa gastrica), papaina (e. estratto dalla papaia) e pochi altri sono prodotti mediante processi fermentativi aerobici tramite batteri, lieviti e muffe. Volume fermentatore: m3. Volume inoculo: 4-12% del volume del fermentatore.")
2
Il mezzo contiene i nutrienti del microorganismo, spesso prodotti agricoli come amido, proteina di soia e olio di palma, vari sali (es. fosfato di K), agenti antischiuma, a volte vitamine. Una fermentazione discontinua può consistere in una fase di crescita rapida dei microorganismi durante la quale viene prodotto poco enzima ed in una fase di crescita lenta durante la quale si ha formazione vera e propria di enzima. Molti enzimi sono prodotti fornendo gradualmente la sorgente di carbonio e/o azoto. In alcuni casi è impiegata la fermentazione continua. Concentrazione finale nel brodo di coltura: 1-50 Kg/m3.

3
La maggior parte degli enzimi industriali è secreta dai microorganismi: il primo stadio di recupero dell’enzima è normalmente la separazione della massa biologica ed altro materiale particellare dal terreno esaurito. Nel caso di enzimi confinati entro le cellule, queste possono essere impiegate tal quali oppure disgregate mediante metodi fisici (es. in molini) e/o chimici (es. detergenti, solventi, enzimi litici). Gli enzimi possono essere estratti dalle cellule disgregate e dal materiale animale (tripsina) o vegetale (papaine) macinato mediante soluzioni acquose. L’ultrafiltrazione su membrana è molto usata per separare l’enzima dall’acqua, sali ed altre impurezze a basso peso molecolare.
 e/o chimici (es. detergenti, solventi, enzimi litici). Gli enzimi possono essere estratti dalle cellule disgregate e dal materiale animale (tripsina) o vegetale (papaine) macinato mediante soluzioni acquose. L’ultrafiltrazione su membrana è molto usata per separare l’enzima dall’acqua, sali ed altre impurezze a basso peso molecolare.")
4
C6H12O6 → 2 C2H5OH +2CO2 FERMENTAZIONE ALCOLICA
In condizioni anaerobiche molti microorganismi formano etanolo. Es. i lieviti Saccharomyces producono etanolo dagli esosi (C6H12O6): C6H12O6 → 2 C2H5OH +2CO2 La resa in etanolo è circa 90-95% sul teorico (parte della sorgente di carbonio è utilizzata per la generazione di biomassa). L’etanolo è tossico per il lievito (danneggia la membrana cellulare) ed a concentrazione dello zucchero >14% inizia la plasmolisi della cellula del lievito. Quindi è classico esempio di prodotto con effetto inibente sulla cinetica di produzione.
: C6H12O6 → 2 C2H5OH +2CO2. La resa in etanolo è circa 90-95% sul teorico (parte della sorgente di carbonio è utilizzata per la generazione di biomassa). L’etanolo è tossico per il lievito (danneggia la membrana cellulare) ed a concentrazione dello zucchero >14% inizia la plasmolisi della cellula del lievito. Quindi è classico esempio di prodotto con effetto inibente sulla cinetica di produzione.")
6
PRODUZIONE DI VINO Pare che il vino sia nato in tempi antichissimi in Oriente. La Bibbia racconta, nella Genesi, di come Noè, appena sceso dall’arca, piantò vigne e ne ottenne vino. Viva Noè gran patriarca salvato dall'arca sapete perché ei fu l'inventore del dolce liquore del dolce liquore che allegri ci fa.

7
I geroglifici egizi ci danno informazioni piuttosto dettagliate sulle tecniche enologiche utilizzate dal popolo dei faraoni. Ma fu attraverso i Greci e i Fenici che il vino fece la sua comparsa in Europa, diffondendosi ampiamente soprattutto all’epoca dell’impero romano. I romani furono i primi a introdurre, o comunque a enfatizzare, il concetto di “invecchiamento” del vino, che cominciarono a conservare in barili di legno e bottiglie di vetro, a differenza dei Greci che utilizzavano invece anfore di terracotta. Nel Medioevo fu la Chiesa Cattolica ad influenzare maggiormente le tecniche enologiche e la produzione del vino. I vini più prestigiosi erano prodotti proprio da monaci, primi fra tutti i Benedettini e i Cistercensi.

8
Come materia prima si usa il succo (mosto) di uva fresca o leggermente appassita, contenente una miscela di glucosio e fruttosio in quantità pressoché uguali, alla concentrazione del 16-35% secondo la specie. La buccia rappresenta l’involucro dell’acino. Contiene prevalentemente cellulosa e tannino; costituisce il serbatoio delle sostanze coloranti ed aromatiche dell’uva. Tannini: sostanze di sapore astringente, solubili in acqua, contenenti nella molecola funzioni fenoliche.

9
Glucidi: glucosio, fruttosio, pentosi;
Il mosto contiene: Glucidi: glucosio, fruttosio, pentosi; Acidi organici: tartarico (prevalente), malico; Proteine Composti polifenolici Acido tartarico Acido malico
, malico; Proteine. Composti polifenolici. Acido. tartarico. Acido. malico.")
10
Sostanze peptiche: costituite da un polimero dell’acido galatturonico esterificato con alcool metilico. Si presentano sotto forma di colloidi e se presenti in quantità sensibile ritardano la chiarificazione spontanea del vino (per accelerare la chiarificazione vengono talora impiegati enzimi pectolitici che demoliscono la molecola peptidica).
..")
11
Sostanze minerali: il loro contenuto nel mosto si aggira sui 3-5 g/L.
su 100 g di ceneri: K2O 31-36, CaO 5, MgO 4, Na2O 3, Fe2O , P2O5 8, SO3 3, SiO2 3, Cl 0.5 g. Enzimi Vitamine

12
La preparazione del mosto inizia con la pigiatura (comprimendo o sbattendo i grappoli per provocare la rottura degli acini).
.")
13
La pigiatura può essere lenta o veloce, energica o leggera e già conferisce al vino differenti caratteristiche. La pigiatura viene eseguita eliminando contemporaneamente i raspi (diraspatura). Con la diraspatura si toglie dal vino quel sapore amarognolo, detto appunto “ gusto di raspo”. Gli acini vengono schiacciati in apposite macchine dette pigiatrici. Per le uve destinate alla vinificazione in bianco (senza bucce) si utilizzano torchi. Dalla pigiatura si ottiene circa un quintale di mosto per 125 kg di uva; che poi viene messo a fermentare nei tini. Se necessario la composizione chimica del mosto viene corretta (zucchero, acidità, colore ed estratti) per ottenere un risultato migliore.
. Con la diraspatura si toglie dal vino quel sapore amarognolo, detto appunto gusto di raspo . Gli acini vengono schiacciati in apposite macchine dette pigiatrici. Per le uve destinate alla vinificazione in bianco (senza bucce) si utilizzano torchi. Dalla pigiatura si ottiene circa un quintale di mosto per 125 kg di uva; che poi viene messo a fermentare nei tini. Se necessario la composizione chimica del mosto viene corretta (zucchero, acidità, colore ed estratti) per ottenere un risultato migliore.")
14
I vini bianchi si differenziano dai vini rossi per quanto riguarda le caratteristiche e lo svolgimento del processo di vinificazione, cioè quel processo che consente all’uva di trasformarsi in vino. Nella vinificazione in rosso abbiamo il contatto tra vinacce (le bucce dell’uva) e mosto in trasformazione (processo di macerazione), questo non accade nella vinificazione in bianco. Quindi si possono produrre vini bianchi anche utilizzando uve rosse: basta effettuare la sgrondatura, che consiste nell’eliminazione delle bucce, le quali contengono la maggior parte delle sostanze pigmentanti. Di solito i mosti vengono decantati e filtrati per ottenere un vino che sia il più possibile limpido e fine. La vinificazione in bianco è resa particolarmente delicata dal fatto che bisogna evitare il contatto con l’aria: questo potrebbe infatti causare ossidazione e peggiorare notevolmente le caratteristiche organolettiche del vino.
 e mosto in trasformazione (processo di macerazione), questo non accade nella vinificazione in bianco. Quindi si possono produrre vini bianchi anche utilizzando uve rosse: basta effettuare la sgrondatura, che consiste nell’eliminazione delle bucce, le quali contengono la maggior parte delle sostanze pigmentanti. Di solito i mosti vengono decantati e filtrati per ottenere un vino che sia il più possibile limpido e fine. La vinificazione in bianco è resa particolarmente delicata dal fatto che bisogna evitare il contatto con l’aria: questo potrebbe infatti causare ossidazione e peggiorare notevolmente le caratteristiche organolettiche del vino.")
15
La vinificazione è realizzata o con lieviti selvatici presenti sulla buccia (saccharomyces apiculatus e S. ellipsoideus) o con inoculi di colture selezionate dagli stessi lieviti, utilizzando normalmente in questo caso mosti pastorizzati. La fermentazione si compone di due fasi: 1 – prima fase, aerobia, per far accrescere il lievito, che consiste nell’ossigenare il mosto per rimescolamento (follatura). 2 – seconda fase (anaerobia) che è la vera e propria fermentazione.
. 2 – seconda fase (anaerobia) che è la vera e propria fermentazione.")
16
Le operazioni sono condotte in modo discontinuo in tini aperti, e richiedono temperature di 25-30°C e tempi di 5-20 giorni. Raggiunta una gradazione alcolica di 6-8° (l’alcool deprime l’attività biologica dei lieviti), il liquido è trasferito in botti dove avviene una fermentazione secondaria, lenta, che dura 2-3 mesi. Infine si lascia invecchiare, anche per anni, per favorire una serie di complesse trasformazioni che portano alla precipitazione di materiale solido (fecce), costituito prevalentemente da bitartrato potassico, tartrato di calcio, proteine coagulate con tannino e sostanze peptiche (eteropolisaccaridi) ed alla formazione di diversi prodotti secondari (aldeidi, esteri, chetoni, ecc.) che contribuiscono all’aroma ed al sapore del prodotto finito.
, costituito prevalentemente da bitartrato potassico, tartrato di calcio, proteine coagulate con tannino e sostanze peptiche (eteropolisaccaridi) ed alla formazione di diversi prodotti secondari (aldeidi, esteri, chetoni, ecc.) che contribuiscono all’aroma ed al sapore del prodotto finito.")
17
Pastorizzazione e refrigerazione del vino
Alla pastorizzazione si ricorre non solo per accelerare il processo di invecchiamento, ma anche e soprattutto per allontanare i pericoli delle alterazioni batteriche dei vini. Il riscaldamento del vino alla temperatura di pastorizzazione (65°C per 15 min) determina la coagulazione delle sostanze proteiche che sono causa frequente di intorpidimenti, specie nei vini poco alcolici.
 determina la coagulazione delle sostanze proteiche che sono causa frequente di intorpidimenti, specie nei vini poco alcolici.")
18
La refrigerazione dei vini a temperatura vicina a quella di congelamento (da -2 a -1 °C) provoca la precipitazione del bitartrato potassico e rende più completa la precipitazione delle proteine che si sono coagulate durante la pastorizzazione, insolubilizza un po’ di materia colorante e, quando la refrigerazione è preceduta dall’areazione (che converte gli ioni ferrosi in ferrici) contribuisce all’eliminazione parziale del ferro. Per l’efficacia del trattamento è necessario refrigerare il vino per 7-8 giorni. Segue la filtrazione.

19
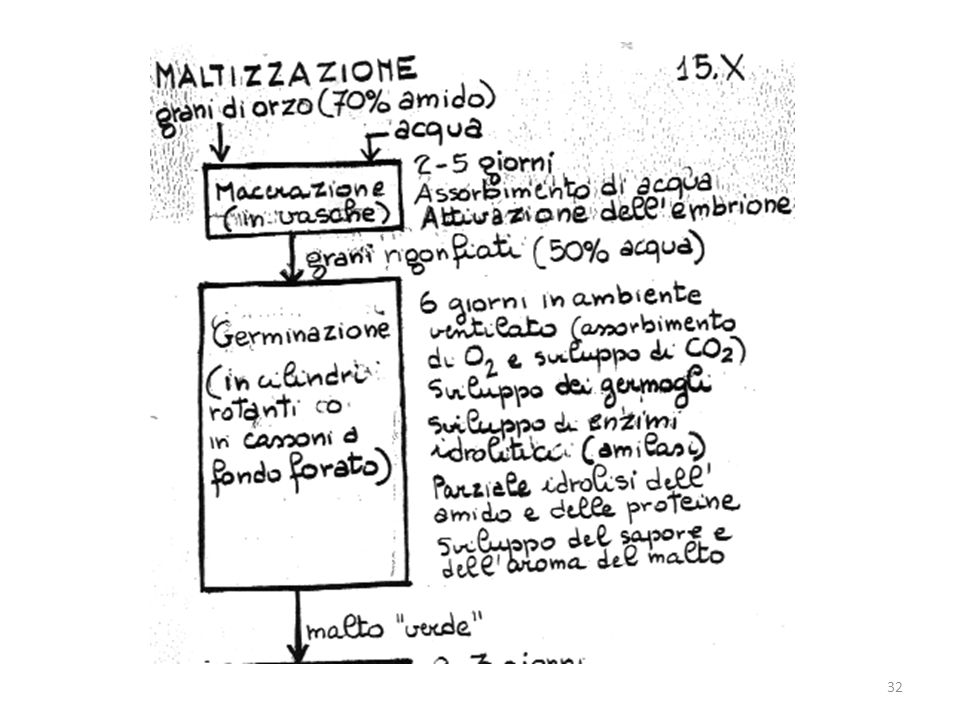
PRODUZIONE DI BIRRA Si prepara per fermentazione alcolica dell’estratto acquoso ottenuto dall’orzo germogliato, usando il luppolo come sostanza aromatizzante (la parte impiegata del luppolo è dai fiori femmina secchi contenenti la luppolina, sostanza che impartisce alla birra il sapore amarognolo). Il processo produttivo consiste nelle seguenti fasi principali: 1. Preparazione del malto (maltizzazione) Dopo lavaggio accurato, l’orzo viene sottoposto alla macerazione e alla germinazione. La macerazione ha lo scopo di far assorbire al grano l’acqua necessaria alla germinazione (45-50%), rigonfiandolo. La macerazione, condotta in vasche o in larghi cilindri a fondo conico, dura da 2 a 5 giorni.
. Il processo produttivo consiste nelle seguenti fasi principali: 1. Preparazione del malto (maltizzazione) Dopo lavaggio accurato, l’orzo viene sottoposto alla macerazione e alla germinazione. La macerazione ha lo scopo di far assorbire al grano l’acqua necessaria alla germinazione (45-50%), rigonfiandolo. La macerazione, condotta in vasche o in larghi cilindri a fondo conico, dura da 2 a 5 giorni.")
20
Dopo macerazione, l’orzo passa ai germinatoi dove si sviluppa la pianticella (germinazione).
Con la germinazione si ha lo sviluppo e l’arricchimento dei sistemi enzimatici (amilasi) nell’interno del grano, parziale idrolisi dell’amido e delle proteine ed infine sviluppo del sapore e dell’aroma caratteristico del malto. Durante la germinazione si ha assorbimento di O2 e sviluppo di CO2 (per respirazione della pianticella, priva di clorofilla); pertanto nei germinatoi funziona un sistema di ventilazione per la somministrazione dell’aria necessaria alla respirazione della pianticella. Le germinazione dura in media 6 giorni.
 nell’interno del grano, parziale idrolisi dell’amido e delle proteine ed infine sviluppo del sapore e dell’aroma caratteristico del malto. Durante la germinazione si ha assorbimento di O2 e sviluppo di CO2 (per respirazione della pianticella, priva di clorofilla); pertanto nei germinatoi funziona un sistema di ventilazione per la somministrazione dell’aria necessaria alla respirazione della pianticella. Le germinazione dura in media 6 giorni.")
21
Terminata la germinazione, il malto “verde” viene trasferito in essiccatoi ad aria calda (80°C) dove il contenuto in acqua in 2-3 giorni viene ridotto al 4% circa. Oltre che ottenere una riduzione di umidità, con questo trattamento si ferma la germinazione e si favorisce lo sviluppo del colore e delle caratteristiche aromatiche del malto. Il malto essiccato viene quindi fatto passare in un crivello per eliminare i germogli. Successivamente il malto viene macinato grossolanamente e la farina (farina di malto) sottoposta ad ammostamento. Quindi: il malto è la cariosside (chicco) di un cereale, comunemente di orzo, che ha subito germinazione.
 sottoposta ad ammostamento. Quindi: il malto è la cariosside (chicco) di un cereale, comunemente di orzo, che ha subito germinazione.")
22
2. ammostamento Ha lo scopo di estrarre dal malto sia sostanze solubili (circa 20%), come zuccheri e sostanze azotate (peptoni, albumoidi ed enzimi), sia quelle parti di per se insolubili, come l’amido ed i protidi, che vengono scisse durante l’ammostamento (per azione rispettivamente della diastasi e della peptasi). L’ammostamento viene realizzato sottoponendo la farina di malto, mescolata con acqua (potabile, inodore ed insapore) ed eventualmente con farina di cereali crudi (riso, avena, segale) a cicli di riscaldamento in caldaie, con temperature variabili tra 40 e 100 °C, che hanno lo scopo di favorire l’azione degli enzimi presenti.
, come zuccheri e sostanze azotate (peptoni, albumoidi ed enzimi), sia quelle parti di per se insolubili, come l’amido ed i protidi, che vengono scisse durante l’ammostamento (per azione rispettivamente della diastasi e della peptasi). L’ammostamento viene realizzato sottoponendo la farina di malto, mescolata con acqua (potabile, inodore ed insapore) ed eventualmente con farina di cereali crudi (riso, avena, segale) a cicli di riscaldamento in caldaie, con temperature variabili tra 40 e 100 °C, che hanno lo scopo di favorire l’azione degli enzimi presenti.")
23
3. Chiarificazione del mosto
E’ l’operazione successiva all’ammostamento ed ha lo scopo di liberare il mosto da sostanze difficilmente solubili, come i protidi (proteine). La chiarificazione ha luogo in tini (con fondo forato) o in filtri, dove i residui (trebbie) vengono esauriti con acqua molto calda.
. La chiarificazione ha luogo in tini (con fondo forato) o in filtri, dove i residui (trebbie) vengono esauriti con acqua molto calda.")
24
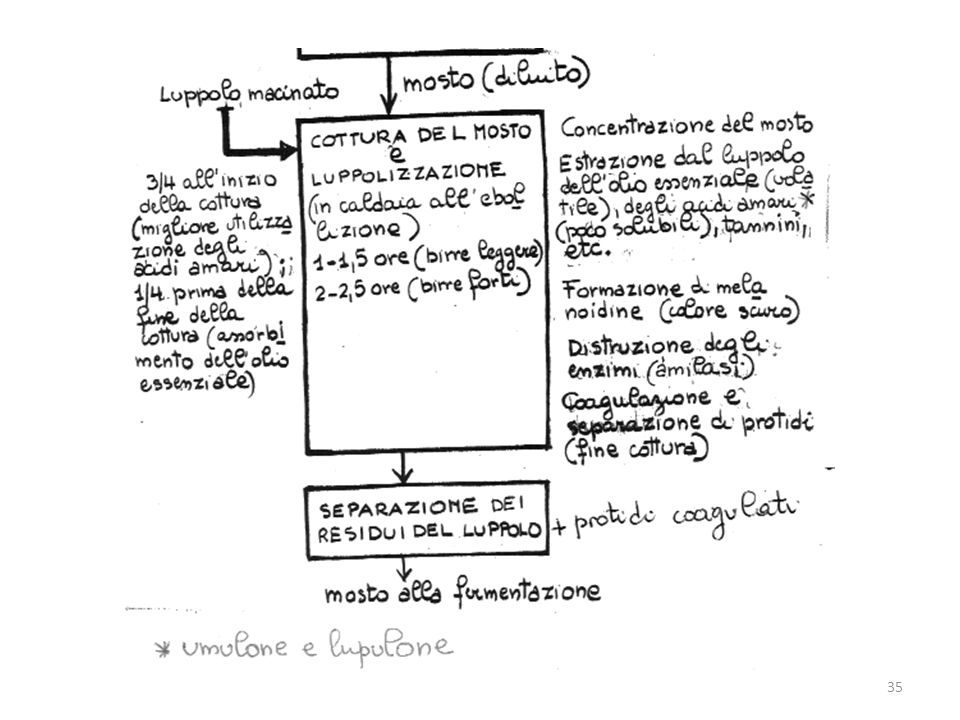
4. Cottura del mosto e luppolizzazione
Questa operazione ha lo scopo di: concentrare il mosto, che è stato fortemente diluito durante la chiarificazione; disciogliere e trasformare vari costituenti del luppolo; coagulare e separare prodotti ancora contenuti nel mosto. Il mosto viene cotto in caldaia all’ebollizione per h (birre leggere) o ore (birre forti). Introdotto il mosto in caldaia, si aggiunge il luppolo in una o più volte, in quantità diversa a seconda del tipo di birra ( Kg/hL). L’aggiunta del luppolo viene fatta per lo più in due volte, per ¾ all’inizio della cottura (quando vengono meglio utilizzate le sostanze amare) e per l’ultimo quarto prima della fine della cottura (ciò che facilita l’assorbimento dell’olio essenziale che invece nella prima aggiunta si volatilizza).
 o ore (birre forti). Introdotto il mosto in caldaia, si aggiunge il luppolo in una o più volte, in quantità diversa a seconda del tipo di birra ( Kg/hL). L’aggiunta del luppolo viene fatta per lo più in due volte, per ¾ all’inizio della cottura (quando vengono meglio utilizzate le sostanze amare) e per l’ultimo quarto prima della fine della cottura (ciò che facilita l’assorbimento dell’olio essenziale che invece nella prima aggiunta si volatilizza).")
25
Con la cottura si estraggono dal luppolo gli acidi amari (umulone e lupulone), le resine, l’olio essenziale ed i tannini (gli acidi amari e le resine sono responsabili dell’amaro ed in parte della schiuma della birra). Vengono inoltre distrutti gli enzimi, in particolare l’amilasi, che, finita la saccarificazione, non deve essere più presente nel mosto. Con la cottura il mosto scurisce per la formazione di melanoidine e tanto maggiormente quanto più viene prolungata la cottura (per le birre chiare si richiede perciò una cottura di durata minore).
.")
26
Il punto giusto di cottura è dato dalla separazione di protidi coagulabili, che si depositano sul fondo in forma di fiocchi, mentre il liquido soprastante appare chiaro. Il luppolo si deposita dopo la cottura e viene separato. I mosti per le birre leggere hanno un contenuto in estratto di circa il 10 %, quelli delle birre forti dal 14 al 18%. La composizione media del mosto è: maltosio 8.80% non maltosio 4.82% sostanze azotate 0.83% ceneri 0.234%.

27
5. Raffreddamento del mosto
Separati i residui del luppolo, il mosto viene raffreddato a 5-6 °C per la fermentazione bassa, a °C per la fermentazione alta. 6. Fermentazione Il mosto raffreddato è inoculato con Saccharomyces cerevisiae o carlsbergensis. Nel primo caso il lievito tende a disporsi nella parte alta del fermentatore (fermentazione alta), nel secondo tende a sedimentare (fermentazione bassa). La fermentazione viene condotta in tini chiusi o in vasche. La fermentazione alta ha luogo a 10-25°C e dura 2-5 giorni. La fermentazione bassa ha luogo a 5-10 °C e dura 8-14 giorni.
, nel secondo tende a sedimentare (fermentazione bassa). La fermentazione viene condotta in tini chiusi o in vasche. La fermentazione alta ha luogo a 10-25°C e dura 2-5 giorni. La fermentazione bassa ha luogo a 5-10 °C e dura 8-14 giorni.")
28
Alla fermentazione primaria (tumultuosa) segue una stagionatura lenta in botti chiuse con valvole tarate che mantengono una pressione tale da favorire la saturazione della birra con CO2. La birra a bassa fermentazione si prepara esclusivamente con malto d’orzo. Per le birre a fermentazione alta si impiegano anche altri malti (zucchero di canna e di barbabietola).
.")
29
La birra doppio malto non esiste
La birra doppio malto non esiste. E' una invenzione del legislatore italiano che - per motivi di tassazione alla produzione - ha suddiviso le birre in varie categorie (analcolica, light, normale, speciale, doppio malto) in relazione alla quantità di zuccheri contenuti nel mosto di birra. Non c‘è una stretta relazione diretta tra tale quantità e la gradazione alcolica, né ovviamente rispetto allo stile: possiamo avere una "doppio malto" di 4.5 gradi alc. ed una "speciale" di 6. In altri paesi ci sono suddivisioni simili: in Belgio ad esempio, la suddivisione è in Cat. S, I, II, III. La birra puro malto ha invece un senso: alcuni (molti, quasi tutti...) produttori industriali utilizzano cereali non maltati come mais, riso, etc.... Vi diranno che è per dare un gusto particolare alla birra, ma in realtà la motivazione è solamente economica: il malto d'orzo è molto più costoso del mais! In generale, tranne per alcune eccezioni di stile, la birra dovrebbe essere fatta solo con malto.
 in relazione alla quantità di zuccheri contenuti nel mosto di birra. Non c‘è una stretta relazione diretta tra tale quantità e la gradazione alcolica, né ovviamente rispetto allo stile: possiamo avere una doppio malto di 4.5 gradi alc. ed una speciale di 6. In altri paesi ci sono suddivisioni simili: in Belgio ad esempio, la suddivisione è in Cat. S, I, II, III. La birra puro malto ha invece un senso: alcuni (molti, quasi tutti...) produttori industriali utilizzano cereali non maltati come mais, riso, etc.... Vi diranno che è per dare un gusto particolare alla birra, ma in realtà la motivazione è solamente economica: il malto d orzo è molto più costoso del mais! In generale, tranne per alcune eccezioni di stile, la birra dovrebbe essere fatta solo con malto.")
30
Bionda, rossa, scura si tende a suddividere le birre per colore, ma questo è molto sbagliato: il colore infatti non ci dice molto della birra che stiamo per bere, se non che una birra nera potrebbe dare un carattere "tostato" o che una rossa potrebbe avere note di caramello. Non ci comunica il grado alcolico (una "nera" Guinness ha solo 4.1 , mentre una pallida ed innocua Tennents Super ne ha 9), nè il grado di amaro o il corpo. Parlando di stili (weizen, pilsner, dubbel...) abbiamo una idea ben più precisa di quello che ci aspetta nel bicchiere.
, nè il grado di amaro o il corpo. Parlando di stili (weizen, pilsner, dubbel...) abbiamo una idea ben più precisa di quello che ci aspetta nel bicchiere.")
31
Trappiste o di abbazia non identificano uno stile di birra.
Sono solamente notazioni commerciali: le birre "trappiste" sono prodotte da monaci / religiosi con precise limitazioni (numero di laici che lavorano nella produzione, destinazione di quote degli utili in beneficenza...). Attualmente i produttori trappisti che possono fregiarsi del logo sono solo 7; sei in Belgio: Chimay , Rochefort, Westmalle , Westvleteren , Achel , Orval , ed uno in Olanda: De Koningshoeven (La Trappe). Per le "birre di abbazia“ non esiste una normativa precisa: sostanzialmente sono birre che per qualche motivazione (ricetta, vicinanza a monasteri, nome della birra...) hanno un qualche riferimento a vere o presunte antiche produzioni monastiche.
. Attualmente i produttori trappisti che possono fregiarsi del logo sono solo 7; sei in Belgio: Chimay , Rochefort, Westmalle , Westvleteren , Achel , Orval , ed uno in Olanda: De Koningshoeven (La Trappe). Per le birre di abbazia non esiste una normativa precisa: sostanzialmente sono birre che per qualche motivazione (ricetta, vicinanza a monasteri, nome della birra...) hanno un qualche riferimento a vere o presunte antiche produzioni monastiche.")
Presentazioni simili








>")
 + soluto In genere solvente liquido (es.acqua) E soluto solido, liquido, aeriforme.>")













