Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
Kanban

2
Cos'è il Kanban? Nelle aziende, solitamente, si pensa alla produzione come un flusso che va da monte a valle, dalle lavorazioni iniziali ai montaggi finali, lavorando i componenti e assemblandoli in un prodotto finito

3
Cos'è il Kanban? Tramite il Kanban si rovescia il punto d'osservazione e si concepisce quello produttivo come un processo che va da valle a monte in cui si svolgono le attività necessarie solo nel momento in cui ce n'è effettivamente bisogno Questo è ciò che Ohno chiamava "pensare al contrario"

4
Il kanban Il sistema kanban decide la quantità e la tipologia da produrre in tutte le fasi (elimina la programmazione) Il primo beneficio del sistema kanban è che riduce la sovrapproduzione, producendo soltanto la cosa richiesta, quando è chiesta e nella quantità richiesta (da cui Just in Time)
")
5
Il kanban In giapponese l’espressione kanban significa scheda o cartellino, ed è il nome assegnato all'insieme di schede di controllo usate in un pull system Ogni scheda o kanban identifica un prodotto o componente ed indica da dove arriva e dove deve andare

6
Il kanban Usando questo metodo, il kanban si comporta come un sistema informativo che integra la produzione, collegando fra loro tutti i sotto processi del Value Stream e collegando, armonicamente, lo stesso con la domanda del cliente

7
Il kanban

8
I processi In un sistema kanban i sotto processi a monte producono solo i pezzi sufficienti per rimpiazzare quelli che i processi successivi hanno richiesto Gli operatori, in ogni sotto processo vanno al sotto processo precedente per prelevare le parti di cui necessitano nel tempo e nelle quantità giuste È un pull system

9
I processi

10
Il supermarket Il pull system si basa sul concetto del supermarket
I clienti comprano i prodotti posizionati negli scaffali e gli operatori rimpiazzano i prodotti mancanti nelle quantità prestabilite e senza mai lasciare i clienti senza prodotti

11
Il supermarket Il processo funziona, quindi, al contrario del metodo di produzione push, basato su grandi lotti in relazione a una domanda stimata

12
I Sotto processi Il numero dei sotto processi e, quindi, dei supermarket da utilizzare dipende dal Lead Time accettabile per l’intero processo Supponiamo ad esempio che il Lead Time accettabile sia di 4 ore e che il tempo interno del processo sia di 8 ore È necessario spezzare il processo in due sotto processi da 4 ore separandoli con un Supermarket

13
La sovraproduzione Con questo metodo è possibile eliminare la sovrapproduzione, il più critico dei 7 grossi sprechi nella produzione e ridurre il WiP L'obiettivo teorico sarebbe quello di arrivare ad avere zero kanban, in altre parole la richiesta del cliente porterebbe ad un flusso continuo di lavorazioni e scambi fra i processi

14
Riduzione delle giacenze
L’obiettivo teorico, naturalmente, sarebbe quello della perfezione alla base della filosofia del Kaizen

15
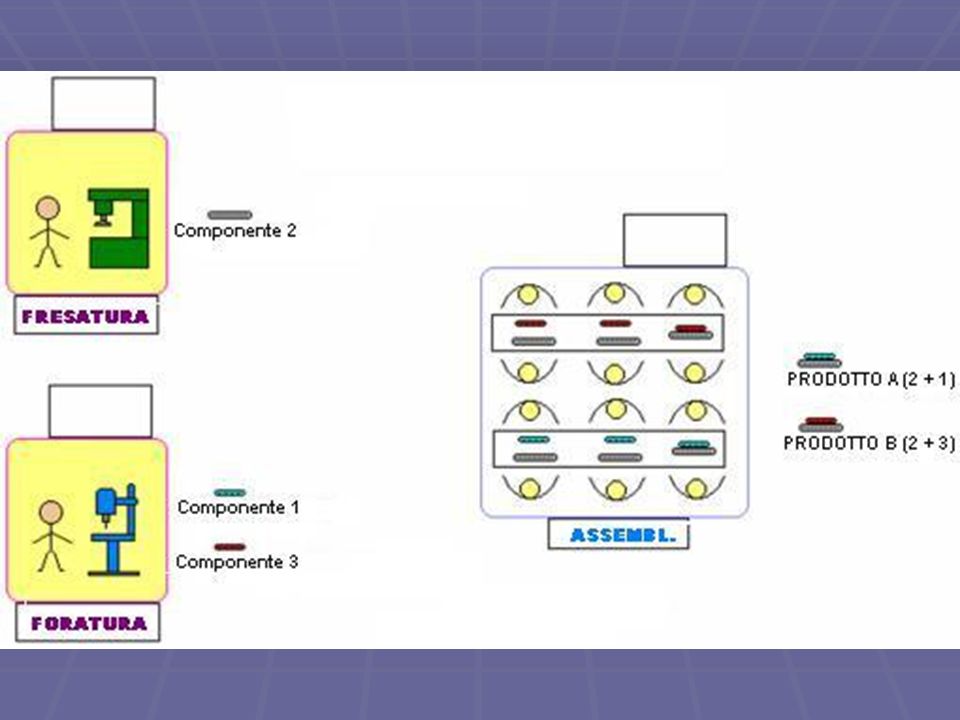
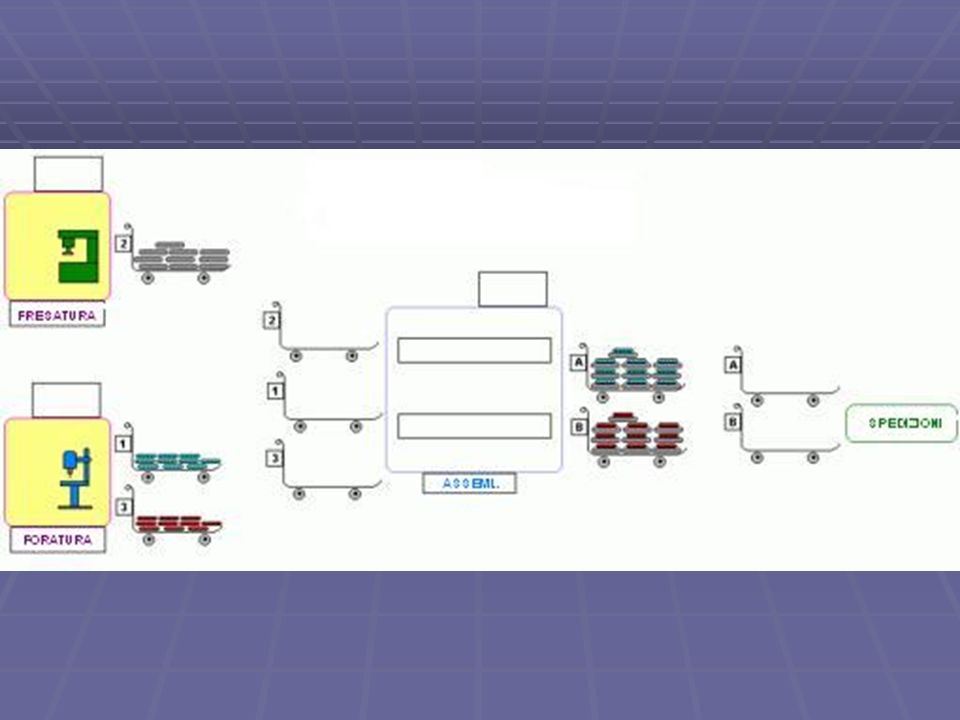
Esempio Per chiarire il concetto, facciamo un semplice esempio con due prodotti (A e B), che consistono in: una base comune (fabbricata alla fresa - componente 2) un accessorio diverso per i due prodotti (il componente 1, blu, per A - il componente 3, rosso, per B - entrambi lavorati per foratura al trapano)
 un accessorio diverso per i due prodotti (il componente 1, blu, per A - il componente 3, rosso, per B - entrambi lavorati per foratura al trapano)")
16
Esempio I vari componenti vengono quindi assemblati per dar forma al prodotto finale

18
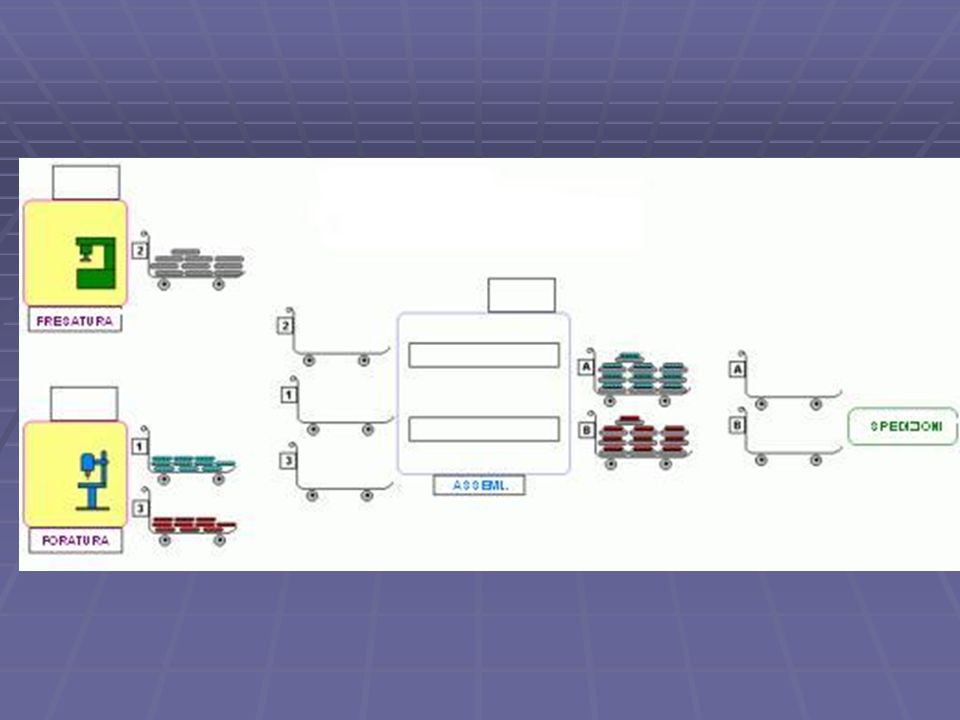
Esempio All'istante 0 ci sono (supermarket di linea): n. 1 carrello di Componenti 2 pronto alla stazione di Fresatura n. 1 carrello ciascuno di Componenti 1 e 3 pronti alla stazione di Foratura n. 1 carrello ciascuno di Prodotti A e B pronti alla stazione di Assemblaggio
: n. 1 carrello di Componenti 2 pronto alla stazione di Fresatura n. 1 carrello ciascuno di Componenti 1 e 3 pronti alla stazione di Foratura n. 1 carrello ciascuno di Prodotti A e B pronti alla stazione di Assemblaggio.")
20
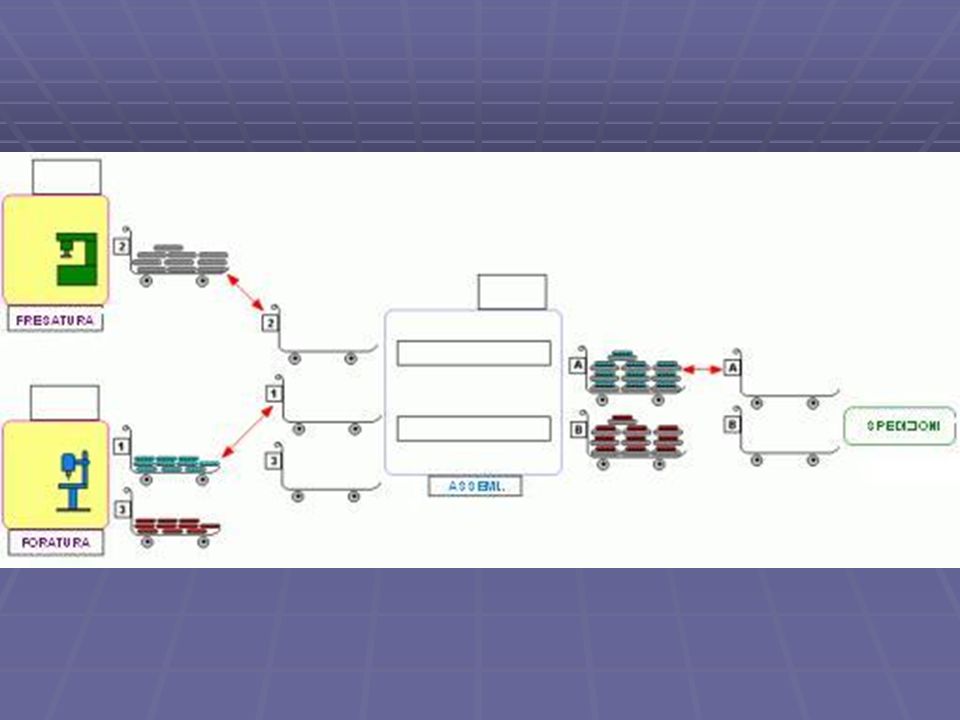
Esempio Arriva un ordine per il Prodotto A
Tale informazione viene immediatamente trasmessa al reparto Spedizioni, all'Assemblaggio, alla Fresatura ed alla Foratura Spedizioni ed Assemblaggio scambiano il carrello vuoto con quello pieno di Prodotto A

21
Esempio Assemblaggio e Fresatura scambiano il carrello vuoto contro quello pieno di Componenti 2 Assemblaggio e Foratura scambiano il carrello vuoto contro quello pieno di Componenti 1

23
Esempio Il flash successivo illustra:
la Fresatura produce Componenti 2 per rimpiazzare lo stock ritirato dall'Assemblaggio la Foratura produce Componenti 1 per rimpiazzare lo stock ritirato dall'Assemblaggio l'Assemblaggio produce Prodotto A per rimpiazzare lo stock ritirato dalle Spedizioni

25
Esempio Fino che si torna alla situazione di partenza (istante 0)
")
27
Esempio Flash successivo: arrivano 2 ordini contemporaneamente, uno per il Prodotto A e l'altro per il Prodotto B Tale informazione viene trasmessa simultaneamente alle Spedizioni, all'Assemblaggio, alla Fresatura ed alla Foratura

28
Esempio Spedizioni ed Assemblaggio scambiano un carrello vuoto con quello pieno sia di Prodotto A che di Prodotto B Assemblaggio e Fresatura scambiano il carrello vuoto contro quello pieno di Componenti 2 Assemblaggio e Foratura scambiano un carrello vuoto contro quello pieno sia di Componenti 1 che di Componenti 3

30
Esempio Nel flash successivo osserviamo
l'Assemblaggio produce sia Prodotto A che Prodotto B la Fresatura produce Componenti 2 (due carrelli) la Foratura produce un carrello ciascuno di Componenti 1 e di Componenti 3
 la Foratura produce un carrello ciascuno di Componenti 1 e di Componenti 3.")
31
Esempio

32
Esempio Il flash successivo illustra la situazione a metà strada
Da notare che, una volta che la Fresatura ha prodotto il primo carrello di Componente 2, si scambia carrello (pieno contro vuoto) con l'Assemblaggio
 con l Assemblaggio.")
34
Esempio Infine tutto lo stock spedito o utilizzato é stato rimpiazzato, e si torna alla situazione di partenza (istante 0)
")
36
Esempio Da questo semplice esempio é facile comprendere che il metodo Kanban é sicuramente di tipo PULL (tirato)
")
37
Regole Quali sono le regole principali del Kanban?
I contenitori (carrelli, pallets....) devono sempre contenere lo stesso numero di pezzi (predefinito) L'area di parcheggio dei contenitori (sia pieni che vuoti) é fissa e predefinita Un cartellino kanban contiene sempre lo stesso (predefinito) numero di pezzi (quantità base)
 devono sempre contenere lo stesso numero di pezzi (predefinito) L area di parcheggio dei contenitori (sia pieni che vuoti) é fissa e predefinita. Un cartellino kanban contiene sempre lo stesso (predefinito) numero di pezzi (quantità base)")
38
Regole I cartellini debbono necessariamente essere affissi ai contenitori Un contenitore pieno si può spostare solo se ha il cartellino Un cartellino kanban mostra: la descrizione del pezzo - il suo codice - la quantità di pezzi nel contenitore - la quantità totale di pezzi da produrre (se superiore alla quantità base)
")
39
Kanban Ci sono 2 tipi di cartellini kanban:
KANBAN PRODUZIONE: indica il numero di prodotti che devono essere approntati per rimpiazzare quanto ritirato dalla stazione a valle (o dalle Spedizioni) KANBAN PRELIEVO: indica il numero di pezzi da rimuovere da una stazione a monte per fornire una a valle
 KANBAN PRELIEVO: indica il numero di pezzi da rimuovere da una stazione a monte per fornire una a valle.")
40
Kanban Guardando le cassette l’operatore capisce quantità e tipo di prodotti da produrre o da approvvigionare (secondo la cassetta) A valle e a monte della cella si trovano i contenitori che formano le scorte Quelli a monte hanno appeso un Kanban-prelievo

41
Kanban L’operatore della cella preleva il contenitore con i prodotti da lavorare, stacca il Kanban-prelievo e lo inserisce nella cassetta dei Kanban-prelievi che evidenzia la quantità e tipologia di prodotti di cui approvvigionarsi per ripristinare la scorta dei prodotti da lavorare

42
Kanban I contenitori delle scorte di prodotti già lavorati, invece, hanno ognuno appeso un Kanban-produzione Quando si ritira un contenitore di questi ultimi, il Kanban-produzione viene staccato e posto nella cassetta corrispondente Il Kanban-prelievo viene appeso al contenitore e portato nella cella a valle

43
Vantaggi Il metodo Kanban offre numerosi vantaggi:
si possono misurare accuratamente le giacenze (prodotti finiti e WiP) e si può saperne l'entità anche a colpo d'occhio la sovrapproduzione é eliminata o perlomeno tenuta sotto controllo pianificare e programmare la produzione con il metodo Kanban é facile (almeno rispetto ad un sistema MRP tradizionale)
 e si può saperne l entità anche a colpo d occhio. la sovrapproduzione é eliminata o perlomeno tenuta sotto controllo. pianificare e programmare la produzione con il metodo Kanban é facile (almeno rispetto ad un sistema MRP tradizionale)")
44
Possibili problemi D'altro canto:
Il kanban come la programmazione della produzione deve prendere in considerazione: fermi e guasti macchina - difettosità di prodotto - tempi di attrezzaggio più alta é l'entità questo tipo di perdite, maggiore sarà il WIP (Work-In-Progress = stock di lavorazione)
")
45
Kanban Vs Lean Il metodo Kanban é un metodo di produzione PULL, ma non necessariamente un metodo snello di produzione a flusso se non usato in sinergia con gli altri paradigmi e le altre tecniche

46
Kanban Vs Lean Il metodo Kanban non é perfettamente snello in quanto ci sono sempre i Supermarket che devono essere parcheggiati - movimentati - controllati - ed amministrati La terminologia snella chiama tutto ciò sprechi Malgrado il Kanban si può essere ancora lontani da un flusso a “pezzo singolo”

47
Kanban Vs Lean Ci sono molte situazioni però in cui il Kanban é ormai radicato come se fosse il punto di arrivo, la meta Ci possono essere molti eccessi, quando si abusa del concetto

48
Kanban Vs Lean Alcune imprese che si sono auto-dichiarate "snelle" solo perché avevano introdotto il Kanban non sono per niente snelle: gli stock sono eccessivi - le movimentazioni ed i trasporti interni sono supergalattici - la programmazione ed il controllo della produzione richiedono uno squadrone di specialisti del Kanban e dell'informatica Questo NON é snello

49
Kanban Vs Lean Il Kanban é comunque la strada verso la snellezza e aiuta in modo considerevole durante lo stadio di transizione tra una situazione tradizionale (PUSH/LOTTI/MRP) ad una veramente snella che corrisponde a zero scorte e che è la meta a cui tendere con il Kaizen diminuendo i valori dei Kanban in corso
 ad una veramente snella che corrisponde a zero scorte e che è la meta a cui tendere con il Kaizen diminuendo i valori dei Kanban in corso.")
50
Kanban Vs Lean A dire il vero, in un sano esercizio di Value Stream Mapping si può ben considerare di introdurre del Kanban ove opportuno e giustificato (non a 360°), idealmente come misura iniziale per poi migliorare
, idealmente come misura iniziale per poi migliorare.")
51
Kanban Vs Lean Il target snello é sempre la Produzione a Flusso Continuo (a pezzo singolo) Quando si introduce il Kanban come misura temporanea, le quantità base vengono gradualmente ridotte nel tempo fino a che esse divengono pari al PITCH (la quantità di prodotto in una confezione di vendita)
")
52
Kanban Vs Lean Da lì al passo successivo (la produzione a pezzo singolo e a flusso continuo) non si é molto distanti....
 non si é molto distanti....")
53
Kanban Vs Lean In alcuni casi il Kanban rimane il metodo più vicino alla Produzione Snella (se non addirittura l'unico possibile) quando ci sono dei grossi squilibri di "capacità tecnologica" (quel che si chiama "il muro")
 quando ci sono dei grossi squilibri di capacità tecnologica (quel che si chiama il muro )")
54
Kanban Vs Lean Ad esempio, una macchina (un Monumento) che può produrre solo in grandi lotti (con velocità molto superiore al tempo Takt) In questi casi si possono solo ricercare dei compromessi: non si può certo buttar via una macchina di capacità eccessiva ma molto costosa né farla a pezzi per ricavarne alcune più piccole....

55
Kanban Vs Lean Quel che é importante é che il compromesso avvenga solo localmente, introducendo del Kanban "localizzato“ Tutto il resto può ben funzionare a flusso ed in modalità "snella"!

56
Regole Alcune regole basilari per l'uso del Kanban:
l’operatore può produrre solamente quando è disponibile un segnale kanban. Se non è giunto alcun segnale all’operatore o se il contenitore delle aree Kanban ha raggiunto la massima quantità stabilita l’operatore deve fermarsi una volta stabilito il numero di particolari/contenitori nelle aree kanban o la quantità di segnali kanban, questi non si possono mai aumentare

57
Regole I responsabili devono costantemente criticare il sistema di produzione incoraggiando la riduzione delle aree/cartellini Kanban L’obiettivo è di ridurre o eliminare gli stock al più presto Man mano che le restrizioni vengono eliminate, gli stock dovrebbero diminuire e alla fine essere sostituiti quanto più possibile da un "flusso a pezzo unico"

58
Benefici Il Kanban, se ben applicato, porta ai seguenti benefici:
riduzione notevole delle scorte (fino al 90%) risposte veloci ai cambiamenti di domanda miglioramento dell’accuratezza della scorta semplificazione della programmazione, riduzione dell’uso dell’MRP
 risposte veloci ai cambiamenti di domanda. miglioramento dell’accuratezza della scorta. semplificazione della programmazione, riduzione dell’uso dell’MRP.")
59
Fasi Una corretta applicazione del Kanban parte con l'analisi e gestione dei cosiddetti vincoli, che si definiscono come: "la parte di processo che costringe il flusso o blocca il processo dal poter lavorare con la massima efficienza (collo di bottiglia)".
 .")
60
Vincoli I passi per la gestione dei vincoli sono:
creare interdipendenza fra i sotto processi individuare i vincoli analizzare i vincoli nel breve termine rompere i vincoli (ottenimento del miglioramento) procedere al vincolo successivo stressare il sistema riducendo le giacenze in stock al fine di creare interdipendenza ritornare al punto 2.
 procedere al vincolo successivo. stressare il sistema riducendo le giacenze in stock al fine di creare interdipendenza. ritornare al punto 2.")
61
Vincoli Per individuare ed analizzare i vincoli, ad esempio, si può effettuare un’osservazione visiva, durante una settimana (breve termine) e usare un sistema di registrazione per determinare quante volte vengono riempiti i contenitori delle scorte di un processo/cella Con i risultati dell’indagine di cui sopra si può effettuare un’analisi di Pareto
 e usare un sistema di registrazione per determinare quante volte vengono riempiti i contenitori delle scorte di un processo/cella. Con i risultati dell’indagine di cui sopra si può effettuare un’analisi di Pareto.")
62
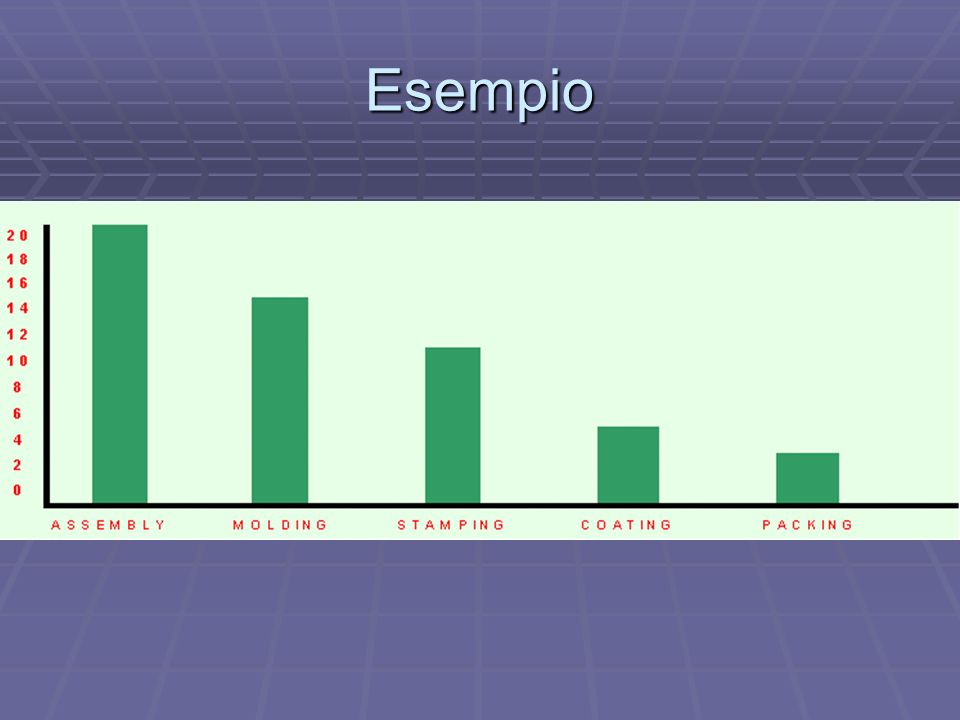
Esempio
63
Esempio Ad esempio il Pareto sopra mette in evidenza che in una settimana, il processo nel quale si accumulano più scorte utilizzando il kanban è l'assemblaggio Procedendo, quindi, con l'analisi delle singole operazioni del processo/cella, si determinano le cause da togliere per rompere il vincolo

65
Cause Le cause di solito sono imputabili a:
SET – UP Stampi, Utensili Manutenzione/riparazioni Persone (formazione) Scarti, rilavorazioni Rimossa la causa ed eventualmente anche l'operazione, se considerata a non valore aggiunto, si procede con la gestione di altri vincoli
 Scarti, rilavorazioni. Rimossa la causa ed eventualmente anche l operazione, se considerata a non valore aggiunto, si procede con la gestione di altri vincoli.")
66
Conwip Il CONWIP (acronimo di CONstant Work In Process) è una tecnica di controllo del flusso di materiale utilizzabile in moltissimi sistemi produttivi
 è una tecnica di controllo del flusso di materiale utilizzabile in moltissimi sistemi produttivi.")
67
Conwip Si fonda sulla logica Pull e può essere considerato una forma generalizzata del Kanban perché, come il Kanban, basa il proprio funzionamento sull’utilizzo di segnali che autorizzano la produzione (per lo più associati al movimento di cartellini)
")
68
Funzionamento All’ingresso della linea di produzione ad ogni lotto (composto da uno o più pezzi) da lavorare viene agganciato un cartellino Quando il lotto raggiunge l’uscita della linea, il cartellino, che lo ha seguito in tutte le lavorazioni, viene sganciato ed è pronto per essere agganciato ad un nuovo lotto

69
Funzionamento L’istante di ingresso di un lotto nel sistema di produzione coincide quindi con la disponibilità di cartellini In un sistema CONWIP i cartellini percorrono un circuito che può includere l’intera linea di produzione o solo una parte Il parametro chiave è comunque il numero totale di cartellini presenti nel circuito, che determina il massimo livello di WIP

70
Funzionamento Nel caso di sistemi di produzione multi-prodotto risulta di primaria importanza anche la strategia di configurazione del CONWIP Infatti, aldilà della soluzione classica di u cartellino generico, può rivelarsi vantaggioso suddividere i cartellini in gruppi e disporre che i cartellini di un gruppo possano agganciare solo un tipo (o alcune ben determinate tipologie) di prodotto
 di prodotto.")
71
Utilità I benefici che si possono ottenere applicando il CONWIP sono legati al basso WiP che viene a determinarsi nel sistema di produzione, che comporta minori investimenti in materie prime ed in prodotti finiti, nonché in semilavorati Si ottiene inoltre un basso Flow Time

72
Utilità Il vantaggio che questa tecnica a cartellini offre, rispetto a tecniche basate su logica Push, è insito nel controllo a feedback sulla produzione: è infatti possibile prevenire il rilascio di un nuovo ordine se la capacità reale della linea è inferiore a quanto previsto, salvando così il sistema dalla congestione

Presentazioni simili





















 INVENTORE DEL TERMINE: KIICHIRO TOYODA SVILUPPATORE DEL SISTEMA: TAIICHI OHNO “Quando cominciai a lavorare in Toyota, sentii.>")


