Scaricare la presentazione
La presentazione è in caricamento. Aspetta per favore

1
I trattamenti di stabilizzazione termica e non termica Master VAPRAQ
Prof.ssa Paola Pittia Facoltà di Agraria – Dipartimento di Scienze degli Alimenti Florianopolis (Brasile), luglio 2010
, luglio")
2
riduzione umidità (essiccamento o disidratazione
TECNOLOGIE DI CONSERVAZIONE/TRASFORMAZIONE DEGLI ALIMENTI bassa: refrigerazione congelamento surgelazione Temperatura alta: pastorizzazione sterilizzazione Pressione Processi iperbarici METODI “FISICI” riduzione umidità (essiccamento o disidratazione concentrazione essiccamento radiazioni irraggiamento antigermogliamento confezionamento imballaggio sottovuoto atmosfera protettiva affumicamento

3
METODI “CHIMICI” conservanti naturali conservanti artificiali
TECNOLOGIE DI CONSERVAZIONE/TRASFORMAZIONE DEGLI ALIMENTI conservanti naturali Convenzionali : sale, umettanti (zucchero), acidi, spezie Innovativi/emergenti: enzimi, proteine, batteriocine METODI “CHIMICI” conservanti artificiali Additivi ad attività antimicrobica ed antiossidante
, acidi, spezie. Innovativi/emergenti: enzimi, proteine, batteriocine. METODI CHIMICI conservanti artificiali. Additivi ad attività antimicrobica ed antiossidante.")
4
METODI BIOLOGICI fermentazione
TECNOLOGIE DI CONSERVAZIONE/TRASFORMAZIONE DEGLI ALIMENTI METODI BIOLOGICI fermentazione Microflora autoctona Starter

5
Impiego del calore nell’industria alimentare
Stabilizzazione microbica ed enzimatica Cottura, blanching Pastorizzazione e sterilizzazione Essiccamento Trasformazione delle caratteristiche qualitative Cottura Tostatura Separazione di componenti Distillazione

6
cottura pastorizzazione sterilizzazione tostatura 30 27 24 21 18
Tempo (minuti) 15 12 9 6 sterilizzazione tostatura 3 50 100 150 200 250 Temperatura (°C)
 sterilizzazione. tostatura Temperatura (°C)")
7
La stabilizzazione termica degli alimenti
Distruzione dei microrganismi (cellule vegetative e spore) e delle loro tossine Distruzione di insetti e parassiti Distruzione (denaturazione irreversibile) degli enzimi Distruzione fattori antinutrizionali e tossine naturalmente presenti negli alimenti
 e delle loro tossine. Distruzione di insetti e parassiti. Distruzione (denaturazione irreversibile) degli enzimi. Distruzione fattori antinutrizionali e tossine naturalmente presenti negli alimenti.")
8
Aspetti indiretti positivi/desiderati dei trattamenti termici
Modificazioni delle caratteristiche sensoriali (odore, sapore) per sviluppo di componenti volatili gradevoli Modificazione della consistenza (intenerimento/indurimento) Modificazione del colore (es. imbrunimento pane, carne) Miglioramento biodisponibilità di nutrienti (aumento digeribilità proteine, gelatinizzazione amido)
 per sviluppo di componenti volatili gradevoli. Modificazione della consistenza (intenerimento/indurimento) Modificazione del colore (es. imbrunimento pane, carne) Miglioramento biodisponibilità di nutrienti (aumento digeribilità proteine, gelatinizzazione amido)")
9
Aspetti indiretti negativi/indesiderati dei trattamenti termici
Modificazioni delle caratteristiche sensoriali (odore, sapore) per sviluppo di componenti volatili sgradevoli (es. odore di cotto latte) Modificazione della consistenza per degradazione componenti pareti cellulari (intenerimento) Distruzione di nutrienti (vitamine) Riduzione biodisponibilità (es. aminoacidi essenziali) Innesco reazioni chimiche (ossidazione lipidi, reazioni di imbrunimento non enzimatico) DANNO TERMICO
 per sviluppo di componenti volatili sgradevoli (es. odore di cotto latte) Modificazione della consistenza per degradazione componenti pareti cellulari (intenerimento) Distruzione di nutrienti (vitamine) Riduzione biodisponibilità (es. aminoacidi essenziali) Innesco reazioni chimiche (ossidazione lipidi, reazioni di imbrunimento non enzimatico) DANNO TERMICO.")
10
Stabilizzazione termica degli alimenti
Trattamenti: blanching pastorizzazione sterilizzazione Mezzi di riscaldamento convenzionali: scambio termico diretto e indiretto, per conduzione e convezione Sistemi di riscaldamento non convenzionali Microonde Radio frequenze Riscaldamento ohmico

11
1. Blanching (scottatura)
Pretrattamento di scottatura in acqua o a vapore (70-105°C) destinato a vegetali da sottoporre a successive trasformazioni (essiccamento, congelamento, sterilizzazione OBIETTIVO PRINCIPALE: inattivazione enzimatica Essiccamento e congelamento: processi che non inattivano gli enzimi cambiamenti indesiderati delle proprietà sensoriali e nutrizionali dei prodotti Sterilizzazione: processo che inattiva gli enzimi, ma…. durante le operazioni preliminari e prima del raggiungimento delle temperature di inattivazione gli enzimi sono attivi
 destinato a vegetali da sottoporre a successive trasformazioni (essiccamento, congelamento, sterilizzazione. OBIETTIVO PRINCIPALE: inattivazione enzimatica. Essiccamento e congelamento: processi che non inattivano gli enzimi. cambiamenti indesiderati delle proprietà sensoriali e nutrizionali dei prodotti. Sterilizzazione: processo che inattiva gli enzimi, ma…. durante le operazioni preliminari e prima del raggiungimento delle temperature di inattivazione gli enzimi sono attivi.")
12
Obiettivi del blanching
Inattivazione enzimatica Stabilizzazione colore (contenimento E.B. + mantenimento pigmenti naturali Prevenzione formazione off-flavour durante stoccaggio (es. odore fieno in vegetali congelati) Stabilizzazione della “texture” Riduzione carica microbica totale (congelati ed essiccati) cellule vegetative, lieviti, muffe Rimozione aria dei tessuti Facilitazione operazioni di inscatolamento Riduzione rischio ossidazioni Ammorbidimento tessuti Coagulazione proteine (peso netto) Gelatinizzazione amido (intorbidimento liquido di governo)
 Stabilizzazione della texture Riduzione carica microbica totale. (congelati ed essiccati) cellule vegetative, lieviti, muffe. Rimozione aria dei tessuti. Facilitazione operazioni di inscatolamento. Riduzione rischio ossidazioni. Ammorbidimento tessuti. Coagulazione proteine (peso netto) Gelatinizzazione amido (intorbidimento liquido di governo)")
13
Obiettivi del blanching
Rimozione flavour indesiderato (dopo I° trattamento termico) Aumento efficacia cernita (molti vegetali assumono una colorazione più chiara) Riduzione tempo di cottura (es. convenience ortaggi surgelati)
 Aumento efficacia cernita. (molti vegetali assumono una colorazione più chiara) Riduzione tempo di cottura. (es. convenience ortaggi surgelati)")
14
Enzimi coinvolti nella degradazione qualitativa dei vegetali
Modificazione COLORE Polifenolossidasi Clorofillasi Perossidasi Modificazione componenti di interesse nutrizionale Aminoacido-ossidasi Tiaminasi Sviluppo off-flavours Proteasi Lipasi Lipossigenasi Modificazione TEXTURE Enzimi pectolitici Cellulasi

15
Interventi tecnologici alternativi per la prevenzione dell’imbrunimento enzimatico
Anidride solforosa Es. dipping 2-5’ in sol. acquosa contenente ppm SO2 Acidificazione Es. dipping 2-5’ in sol. acquosa 1-2 % ac. citrico Antiossidanti Ac. ascorbico: riduce i chinoni a fenoli limitandone la conversione in composti bruni. Zuccheri Inibiscono l’ossidazione escludendo l’aria dai tessuti Temperatura aw Radiazioni ionizzanti, alte pressioni, campi elettrici pulsati Etanolo, MRP, aminoacidi, Cloruro di sodio

16
Tempo di scottatura (minuti) Carciofi 7 Asparagi Gambo piccolo
Vegetale Tempo di scottatura (minuti) Carciofi 7 Asparagi Gambo piccolo Gambo grande 2 4 Broccoli a vapore 5 Cavolini di Bruxelles Piccolo Grande 3 Cavolo 1,5 Carote Piccole Cavolfiore Fagioli di soia Mais Spighe piccole Spighe larghe 11 Melanzane Funghi (a vapore) Interi Fette Cipolle Intere Anelli 3-7 10-15 sec Piselli Peperoni 1.5 Patate irlandesi Rape a cubetti Sedano Zucca 3-5
 Carciofi. 7. Asparagi Gambo piccolo. Gambo grande Broccoli a vapore. 5. Cavolini di Bruxelles Piccolo. Grande. 3. Cavolo. 1,5. Carote. Piccole. Cavolfiore. Fagioli di soia. Mais Spighe piccole. Spighe larghe. 11. Melanzane. Funghi (a vapore) Interi. Fette. Cipolle Intere. Anelli sec. Piselli. Peperoni Patate irlandesi. Rape a cubetti. Sedano. Zucca")
17
2. Pastorizzazione OBIETTIVO PRINCIPALE: inattivazione enzimatica
Trattamento termico relativamente blando (T 100°C) finalizzato alla distruzione dei microrganismi patogeni e delle forme vegetative dei microrganismi di alterazione (bassa termoresistenza). E’ in grado inoltre di inattivare numerosi enzimi alterativi OBIETTIVO PRINCIPALE: sicurezza igienico-sanitaria inattivazione enzimatica Limitata modificazione proprietà sensoriali e nutrizionali
 finalizzato alla distruzione dei microrganismi patogeni e delle forme vegetative dei microrganismi di alterazione (bassa termoresistenza). E’ in grado inoltre di inattivare numerosi enzimi alterativi. OBIETTIVO PRINCIPALE: sicurezza igienico-sanitaria. inattivazione enzimatica. Limitata modificazione proprietà sensoriali e nutrizionali.")
18
Caratteristiche dell’alimento e condizioni di processo
pH alimento Obiettivo principale Note > 4.5 Distruzione microrganismi patogeni Inattivazione enzimatica La stabilità dipende anche da altri interventi tecnologici (refrigerazione, aw, confezionamento, ….) La stabilità microbica è LIMITATA < 4.5 Distruzione microrganismi alterativi Prodotti stabili anche a T ambiente La stabilità microbica è ILLIMITATA
 La stabilità microbica è LIMITATA. < 4.5. Distruzione microrganismi alterativi. Prodotti stabili anche a T ambiente. La stabilità microbica è ILLIMITATA.")
19
pH: fattore discriminante. PERCHE?
La termoresistenza dei microrganismi diminuisce al diminuire del pH pH limite di sviluppo C. Botulinum (e di molti batteri e degli sporigeni): 4.5 pH limite Microrganismo 5 4.6 4.5 Termofili sporigeni Bacilli, Salmonella Cl. Botulinum 4.2 3.9 1.5 Cl. butirrici, E. coli M.o. non sporigeni Lattobacilli PATOGENI termoresistenti PATOGENI poco termoresistenti
: 4.5. pH limite. Microrganismo Termofili sporigeni. Bacilli, Salmonella. Cl. Botulinum Cl. butirrici, E. coli. M.o. non sporigeni. Lattobacilli. PATOGENI termoresistenti. PATOGENI poco termoresistenti.")
20
inattivazione a T>100 °C
pH alimento > 4.5: necessità distruzione Cl. botulinum e spore inattivazione a T>100 °C trattamenti termici > 100 °C (sterilizzazione) pH alimento < 4.5: necessità distruzione cellule vegetative distruzione spore non rilevante inattivazione a T<100 °C trattamenti termici < 100°C (pastorizzazione)
 pH alimento < 4.5: necessità distruzione cellule vegetative. distruzione spore non rilevante. inattivazione a T<100 °C. trattamenti termici < 100°C (pastorizzazione)")
21
Matrice alimentare Temperatura (°C) D (min) Riferimento
Tabella: parametri di termoresistenza di L. monocytogenes in diversi substrati alimentari Matrice alimentare Temperatura (°C) D (min) Riferimento Carne maiale macinata Prosciutto Cook-chill roastbeef Cook-chill sugo Manzo cotto SV Merluzzo cotto SV Salmone cotto SV Cozze Salamoia 60 65 70 64 62 0.37 0.27 1.18 1.85 Ollinger-Snyder et al., 1995 Carlier et al., 1996 Grant & Patterson, 1995 Hansen & Knochel, 1996 Embarek & Huss, 1993 Bremer & Osborne, 1995 Sorquist, 1994
 D (min) Riferimento. Carne maiale macinata. Prosciutto. Cook-chill roastbeef. Cook-chill sugo. Manzo cotto SV. Merluzzo cotto SV. Salmone cotto SV. Cozze. Salamoia Ollinger-Snyder et al., Carlier et al., Grant & Patterson, Hansen & Knochel, Embarek & Huss, Bremer & Osborne, Sorquist,")
22
3. Sterilizzazione OBIETTIVO PRINCIPALE: inattivazione enzimatica
Trattamento termico intenso (T > 100°C) finalizzato alla distruzione di tutti i microrganismi patogeni ed alterativi (cellule vegetative e spore). E’ in grado inoltre di determinare l’inattivazione enzimatica OBIETTIVO PRINCIPALE: stabilità e sicurezza igienico-sanitaria inattivazione enzimatica Rilevante modificazione proprietà sensoriali e nutrizionali
 finalizzato alla distruzione di tutti i microrganismi patogeni ed alterativi (cellule vegetative e spore). E’ in grado inoltre di determinare l’inattivazione enzimatica. OBIETTIVO PRINCIPALE: stabilità e sicurezza igienico-sanitaria. inattivazione enzimatica. Rilevante modificazione proprietà sensoriali e nutrizionali.")
23
CONSERVA SEMICONSERVA Prodotto sterilizzato
Prodotto pastorizzato con pH < 4.5 STABILITA’ MICROBIOLOGICA A TEMPERATURA AMBIENTE ILLIMITATA SEMICONSERVA Prodotto pastorizzato con pH > 4.5 STABILITA’ MICROBIOLOGICA A TEMPERATURA AMBIENTE LIMITATA E DIPENDENTE DA ALTRI INTERVENTI TECNOLOGICI

24
Trattamenti termici di stabilizzazione
Sul prodotto dopo confezionamento Sul prodotto sfuso prima del confezionamento (confezionamento asettico)
")
25
Trattamenti termici di stabilizzazione
Sul prodotto dopo confezionamento Vetro Banda stagnata Buste flessibili PRODOTTO IMBALLAGGIO CONFEZIONAMENTO TRATTAMENTO TERMICO (sterilizzazione, pastorizzazione)
")
26
Trattamenti termici di stabilizzazione
Sul prodotto sfuso prima del confezionamento (processi HTST, UHT) PRODOTTO IMBALLAGGIO TRATTAMENTO TERMICO (sterilizzazione, pastorizzazione) STERILIZZAZIONE NON TERMICA Camera asettica CONFEZIONAMENTO Asettico
 PRODOTTO. IMBALLAGGIO. TRATTAMENTO TERMICO (sterilizzazione, pastorizzazione) STERILIZZAZIONE NON TERMICA. Camera asettica. CONFEZIONAMENTO Asettico.")
27
Definizioni HTST ed UHT
HTST: High Temperature Short Time (pastorizzazione) UHT: Ultra high Temperature (sterilizzazione)
 UHT: Ultra high Temperature (sterilizzazione)")
28
Le linee rappresentano simili effetti letali (distruzione microbica) o effetti di degradazione su componenti nutrizionali (es. vitamine, proteine) derivanti da combinazioni diverse di tempo e temperatura Velocità di distruzione microbica tempo Velocità di distruzione nutrienti 120 140 Temperatura (°C)
")
29
All’aumentare della temperatura la velocità di morte termica dei microrganismi aumenta più velocemente della velocità di distruzione dei nutrienti o di inattivazione di alcuni enzimi z (m.o.): 5-10 °C z (reazioni chimiche): °C
: 5-10 °C. z (reazioni chimiche): °C.")
30
Vantaggi dei trattamenti HTST ed UHT
Minori perdite nutrienti (i trattamenti sono condotti a temperature più elevate, ma per tempi più brevi e uguale F) Migliore ritenzione proprietà nutrizionali Condizioni di processo non condizionate dalle caratteristiche del contenitore (materiale, dimensioni, forma, …) Ultilizzo di moderni materiali di confezionamento non resistenti alle alte temperature Maggiore costanza qualità Possibilità di aggiunta di componenti termolabili sul prodotto dopo trattamento termico e prima confezionamento
 Migliore ritenzione proprietà nutrizionali. Condizioni di processo non condizionate dalle caratteristiche del contenitore (materiale, dimensioni, forma, …) Ultilizzo di moderni materiali di confezionamento non resistenti alle alte temperature. Maggiore costanza qualità. Possibilità di aggiunta di componenti termolabili sul prodotto dopo trattamento termico e prima confezionamento.")
31
Svantaggi dei trattamenti HTST ed UHT
Costi elevati e complessità degli impianti Scarsa flessibilità degli impianti Staff tecnico qualificato Minore sfruttamento volume (trasporto, stoccaggio).
.")
32
PASTORIZZAZIONE LATTE
Condizioni di processo Tradizionale, (in disuso) 62-66°C x minuti - discontinuo Condotto generalmente sul prodotto già confezionato in bottiglie di vetro HTST (High Temperature Short Time) (basato sull’ottimizzazione del trattamento termico): 71,7°C x 15 secondi (MINIMO) Trattamento termico in continuo associato, generalmente, ad un confezionamento in asettico
 62-66°C x minuti. - discontinuo. Condotto generalmente sul prodotto già confezionato in bottiglie di vetro. HTST (High Temperature Short Time) (basato sull’ottimizzazione del trattamento termico): 71,7°C x 15 secondi (MINIMO) Trattamento termico in continuo associato, generalmente, ad un confezionamento in asettico.")
33
STERILIZZAZIONE LATTE
Condizioni di processo Tradizionale, (in disuso) °C x 30 minuti discontinuo Condotto generalmente sul prodotto già confezionato in bottiglie di vetro UHT (Ultra-High-Temperature) (basato sull’ottimizzazione del trattamento termico): °C x 3-4 secondi (MINIMO) Trattamento termico in continuo associato, generalmente, ad un confezionamento in asettico
 °C x 30 minuti. discontinuo. Condotto generalmente sul prodotto già confezionato in bottiglie di vetro. UHT (Ultra-High-Temperature) (basato sull’ottimizzazione del trattamento termico): °C x 3-4 secondi (MINIMO) Trattamento termico in continuo associato, generalmente, ad un confezionamento in asettico.")
34
Perdita (%) Nutriente UHT In bottiglia
Variazione del valore nutrizionale di latte sottoposto a trattamenti di sterilizzazione UHT ed in bottiglia Perdita (%) Nutriente UHT In bottiglia Tiamina 10 35 Ac. ascorbico 25 90 Vitamina B12 Ac. folico 50 Piridoxina Vitamina D B-carotene Proteine del siero (denaturazione)* 12-40 87 *: indice valutazione intensità trattamento termico nel latte
 Nutriente. UHT. In bottiglia. Tiamina Ac. ascorbico Vitamina B12. Ac. folico. 50. Piridoxina. Vitamina D. B-carotene. Proteine del siero (denaturazione)* *: indice valutazione intensità trattamento termico nel latte.")
35
Impianti di trattamento termico: classificazione
Continui/discontinui Mezzo di riscaldamento (vapore, acqua, miscela acqua-vapore) Orizzontali/verticali Statici/agitazione forzata
 Orizzontali/verticali. Statici/agitazione forzata.")
36
Impianti di trattamento termico: criteri di scelta
Continui Possibilità di lavorare una maggiore quantità di prodotto Scarsa versatilità Idonei per produzioni standardizzate Costi investimento elevati Discontnui Minori costi iniziali Produzioni modeste

37
Impianti di trattamento termico: criteri di scelta
Mezzi di riscaldamento Vapore Acqua Vapore saturo e sovrasaturo La scelta si basa su: - tipo di contenitore - coefficiente di scambio termico (vapore<acqua, ma vapore> aria calda)
")
38
Sistemi di trattamento termico degli alimenti
DIRETTI: iniezione o infusione di vapore INDIRETTI: scambiatori di calore a piastre, tubolari, a superficie raschiata ALTRI (innovativi): microonde, ohmico, radiofrequenze
: microonde, ohmico, radiofrequenze.")
39
TRATTAMENTO TERMICO DIRETTO LATTE
Riscaldamento per iniezione Iniezione di vapore ad alta P nel latte durante il suo flusso attraverso una camera. Raffreddamento e concentrazione: passaggio attraverso una camera di espansione dove, per caduta di P, si determina l’evaporazione della stessa quantità di acqua condensata + contemporaneo raffreddamento a 80°C. Riscaldamento per infusione Passaggio del latte ridotto in un sottile film attraverso una camera satura di vapore surriscaldato. Al raggiungimento del fondo della camera viene convogliato nella camera di espansione, senza venire mai a contatto con pareti metalliche surriscaldate. T raggiunte ≤ 142 °C per 2-3 s Riscaldamento latte istantaneo ed uniforme.

40
TRATTAMENTO TERMICO DIRETTO LATTE

41
TRATTAMENTO TERMICO DIRETTO LATTE
Modello di iniettore/miscelatore diretto di vapore in latte

42
TRATTAMENTO TERMICO INDIRETTO LIQUIDI

43
TRATTAMENTO TERMICO INDIRETTO LIQUIDI
Tubolare

44
TRATTAMENTO TERMICO INDIRETTO LIQUIDI
A superficie raschiata (anche per prodotti liquidi viscosi o con pezzi

45
Trattamenti termici e confezionamento asettico: i materiali di confezionamento
Polimerici (Polietilentereftalato-PET, Policloruro di vinile-PVC, polipropilene-PP) Metallo Vetro Compositi/multistrato (brevetto Tetrapack) PE/cartone/PE/Al/carta/PE
 Metallo. Vetro. Compositi/multistrato (brevetto Tetrapack) PE/cartone/PE/Al/carta/PE.")
46
Trattamenti termici e confezionamento asettico: i sistemi di sanitizzazione degli imballaggi
MEZZO Materiale da imballaggio CALORE Vapore/aria calda Calore di estrusione Raggi IR Metallo, plastica, vetro, compositi GERMICIDI CHIMICI H2O2 Etanolo Iododfori Plastica metallizzata, vetro, composito RADIAZIONI FREDDE UV Raggi g, b plastica

47
CARNE BOVINA IN SCATOLA
Lamelle di carne bovina immerse in gelatina agarizzata, confezionate ermeticamente in scatole metalliche e stabilizzate mediante un processo di sterilizzazione. Prodotto tipicamente italiano Conserva Principi di conservazione doppia cottura delle carni I° cottura carni (eliminazione acqua che ostacolerebbe la lavorazione + eliminazione aria intramuscolare) II° cottura= sterilizzazione chiusura ermetica in scatola metallica
 II° cottura= sterilizzazione. chiusura ermetica in scatola metallica.")
48
CARNE BOVINA IN SCATOLA
Preparazione carni Preparazione brodo Inscatolamento volumetrico a caldo Sterilizzazione

49
Carne con osso (quarti anteriori) congelata
Pani di carne (muscoli del collo, pance, spolpi di testa, guanciali e muscoli diaframmatici) congelati Scongelamento Carni fresche Mondatura Taglio in pezzi Cottura continua Discontinua
 congelati. Scongelamento. Carni fresche. Mondatura. Taglio in pezzi. Cottura. continua. Discontinua.")
50
Sgocciolamento su piani inclinati e forati Brodo Toelettatura
continua Discontinua brodo Sgocciolamento su piani inclinati e forati Brodo Toelettatura Condizionamento (0°C) - 8 ore affettatura
 - 8 ore. affettatura.")
51
Preparazione brodo Cottura discontinua
Dopo una precottura di carne seguono altre 3 partite di carne, oppure 2 di carne + 1 di ossa Da 600 kg carne = 100 kg brodo Addizione a caldo di sali, aromi, additivi (a norma di legge) + agar gelatina Stoccaggio a caldo (80-90°C) prima dell’insactolamento
 + agar gelatina. Stoccaggio a caldo (80-90°C) prima dell’insactolamento.")
52
Preparazione brodo: continuo
Brodo (130 kg) Evaporazione (100 kg) Filtrazione Ebollizione (10-15’) Coagulazione e precipitazione proteine insolubili I° centrifugazione Grassi e proteine insolubili II° centrifugazione Componenti insolubili Filtrazione (su filtro di diatomee) Addensanti, additivi, gelatina gelatina Dal cuocitore si ricavano 130 kg di brodo (da ca. 100 kg carne)
 Evaporazione (100 kg) Filtrazione. Ebollizione (10-15’) Coagulazione e precipitazione proteine insolubili. I° centrifugazione. Grassi e proteine insolubili. II° centrifugazione. Componenti insolubili. Filtrazione (su filtro di diatomee) Addensanti, additivi, gelatina. gelatina. Dal cuocitore si ricavano 130 kg di brodo (da ca. 100 kg carne)")
53
Aspettative moderne dei consumatori nei confronti degli alimenti
Ridotto intervento/danno tecnologico aumento “fresh-like values” ridotto o assente impiego di additivi convenience shelf-life Miglioramento caratteristiche qualitative: proprietà sensoriali nutrizionali sicurezza igienico-sanitaria sicurezza chimica (contaminanti, allergeni)
")
54
Limiti delle tecnologie di conservazione convenzionali
Alto impatto termico Significative modificazioni sensoriali (es. essiccamento, concentrazione) Necessità di combinare interventi (es. blanching+ sterilizzazione) Impatto “chimico” …
 Necessità di combinare interventi (es. blanching+ sterilizzazione) Impatto chimico …")
55
Classificazione delle tecnologie di conservazione convenzionali in funzione della finalità
Distruzione dei fattori causa di scadimento qualitativo (calore, composti antimicrobici) Inibizione delle reazioni e dei processi causa di scadimento qualitativo (es. acidificazione, riduzione aw, sale, ..) Protezione da contaminazione (confezionamento)
 Inibizione delle reazioni e dei processi causa di scadimento qualitativo (es. acidificazione, riduzione aw, sale, ..) Protezione da contaminazione (confezionamento)")
56
Tecnologie di conservazione innovative in studio / con applicazioni
Distruzione dei fattori causa di scadimento qualitativo Riscaldamento non convenzionale (ohmico, microonde, RF) Alte pressioni Ultrasuoni Campi elettrici pulsati Luce pulsata Trattamenti con CO2 Inibizione delle reazioni e dei processi causa di scadimento qualitativo Uso di composti ad attività antimicrobica e antiossidante naturali Uso di colture microbiche Vacuum impregnation Protezione da contaminazione (confezionamento) Atmosfere modificate Imballaggi attivi
 Alte pressioni. Ultrasuoni. Campi elettrici pulsati. Luce pulsata. Trattamenti con CO2. Inibizione delle reazioni e dei processi causa di scadimento qualitativo. Uso di composti ad attività antimicrobica e antiossidante naturali. Uso di colture microbiche. Vacuum impregnation. Protezione da contaminazione (confezionamento) Atmosfere modificate. Imballaggi attivi.")
57
Sanitizzazione a freddo
Irraggiamento Campi elettrici pulsati Alte Pressioni

58
Sterilizzazione ionizzante: IRRAGGIAMENTO
Radiazioni Ionizzanti (1017MHz<λ<108m - rompono il legame covalente) Raggi γ sorgente Co60 Raggi x cannone elettronico Raggi UV lampade ad alta potenza RESISTENZA: animali superiori << insetti << microorganismi << spore microbiche Usi consentiti da OMS su prodotti alimentari: radiopastorizzazione, radiosterilizzazione di matrici secche disinfestazione granaglie trattamento antigerminante per tuberi Impieghi effettivi per distruzione microbica: sterilizzazione imballaggi asettici e spezie (γ) sanitizzazione aria, superfici e acqua (UV-C)
 Raggi γ sorgente Co60. Raggi x cannone elettronico. Raggi UV lampade ad alta potenza. RESISTENZA: animali superiori. << insetti. << microorganismi. << spore microbiche. Usi consentiti da OMS su prodotti alimentari: radiopastorizzazione, radiosterilizzazione di matrici secche. disinfestazione granaglie. trattamento antigerminante per tuberi. Impieghi effettivi per distruzione microbica: sterilizzazione imballaggi asettici e spezie (γ) sanitizzazione aria, superfici e acqua (UV-C)")
59
prodotto = dielettrico
Sterilizzazione elettrica: CAMPI ELETTRICI PULSANTI AD ALTA INTENSITA’ (PFE) ∆E = ∆V : d E = intensità media del campo elettrico V = potenziale elettrico d = distanza tra gli elettrodi (piani o coassiali) prodotto = dielettrico Tecnologia e processo Generatore di impulsi ad alto voltaggio Camera di trattamento a flusso continuo (15-30 kV/cm per µ-ms) Confezionamento asettico Limitazioni: applicabile solo a prodotti liquidi (∅ particelle <<< d) efficace solo per cellule vegetative (membrana) non efficace per enzimi
 ∆E = ∆V : d. E = intensità media del campo elettrico. V = potenziale elettrico. d = distanza tra gli elettrodi (piani o coassiali) prodotto = dielettrico. Tecnologia e processo. Generatore di impulsi ad alto voltaggio. Camera di trattamento a flusso continuo (15-30 kV/cm per µ-ms) Confezionamento asettico. Limitazioni: applicabile solo a prodotti liquidi (∅ particelle <<< d) efficace solo per cellule vegetative (membrana) non efficace per enzimi.")
60
I trattamenti iperbarici degli alimenti
Trattamenti tecnologici che prevedono l’utilizzo di pressioni (P) superiori a quella ambiente in grado di causare modificazioni (struttura, attività, funzionalità) sui sistemi cellulari e sui suoi componenti macromolecolari idrostatiche (HHP) (fino a 1000 MPa) “dinamiche” (omogeneizzazione ad alta pressione: 0-40 MPa)
 superiori a quella ambiente in grado di causare modificazioni (struttura, attività, funzionalità) sui sistemi cellulari e sui suoi componenti macromolecolari. idrostatiche (HHP) (fino a 1000 MPa) dinamiche (omogeneizzazione ad alta pressione: 0-40 MPa)")
61
LA STORIA 1898, Hite, effetto HP sulla conservazione del latte
1900 1914, Bridgnam, denaturazione proteica 1920 1940 1949, Johnson, inibizione crescita microrganismi MPa 1949, produzione di diamanti, 8000 MPa 1960 1965, estrusione idrostatica, 1200 Mpa, trattamento alimenti da 400 a 1400 MPa 1970, Zo Bell, condizioni di trattaamento, P e tempo, MPa 1980 1990, Hayashi, applicazione in campo alimentare; Cheftel, studi su prodotti e prime produzioni 2000 OGGI, prodotti trattati con HHP in commercioin Giappone e Spagna

62
PRINCIPI TEORICI Principio di Le Chatelier: “ogni fenomeno (transizione di fase, modificazione molecolare, reazione chimica) accompagnata da una diminuzione di volume è favorita da un aumento di pressione” Principio di Pascal: in un prodotto immerso in un fluido, la pressione si trasmette in maniera uniforme ed istantanea attraverso di esso, indipendentemente dalla forma, dal volume del prodotto e della confezione
 accompagnata da una diminuzione di volume è favorita da un aumento di pressione Principio di Pascal: in un prodotto immerso in un fluido, la pressione si trasmette in maniera uniforme ed istantanea attraverso di esso, indipendentemente dalla forma, dal volume del prodotto e della confezione.")
63
(ionici, idrofobici e idrogeno)
La Pressione è un importante variabile termodinamica e può influenzare Proprietà fisiche e chimico-fisiche Cinetiche reazioni chimiche Legami chimici (ionici, idrofobici e idrogeno) Struttura
 Struttura.")
64
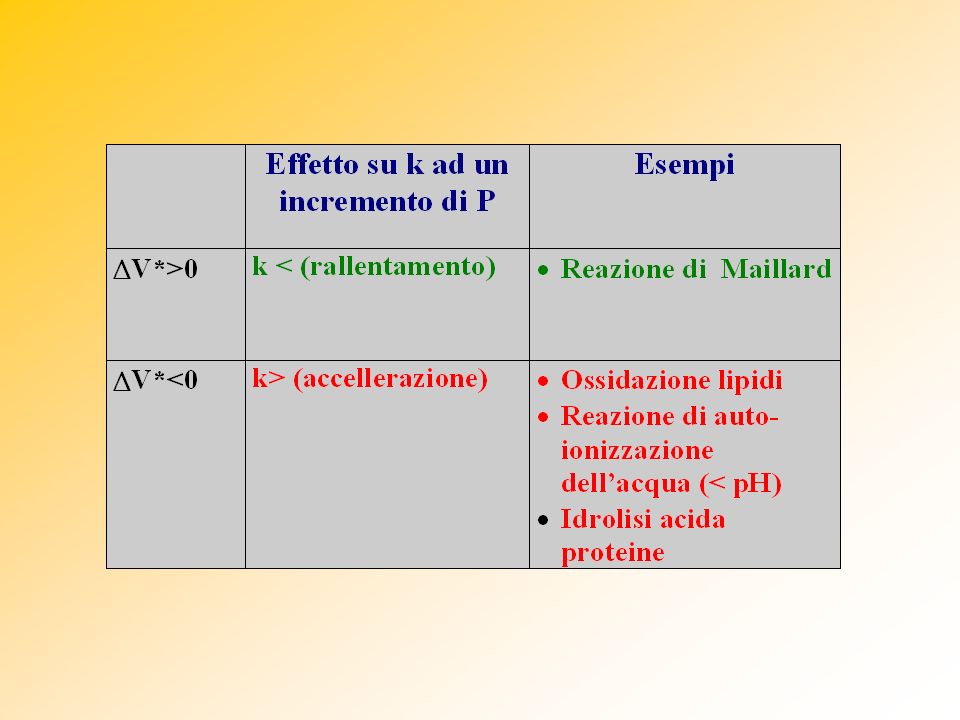
Le HHP e le cinetiche delle reazioni chimiche
A temperatura costante, la variazione della costante cinetica di una reazione (k) in funzione della P dipende dal volume di attivazione della reazione (DV*) (Eq. di Plank) P= pressione R = costante dei gas (8.314 cm3·MPa · K-1 · mol-1) T= temperatura (°K) dln k dP DV* RT = -
 in funzione della P dipende dal volume di attivazione della reazione (DV*) (Eq. di Plank) P= pressione. R = costante dei gas (8.314 cm3·MPa · K-1 · mol-1) T= temperatura (°K) dln k. dP. DV* RT. = -")
66
Effetto P sui legami chimici
Tipo di legame Effetto Esempio Covalente No effetto Idrogeno Stabilizzazione Stabilità struttura secondaria proteine Stabilità acidi nucleici Idrofobico Destabilizzazione Strutture III e IV proteine – interazione tra proteine Denaturazione Ionico Destabilizzazione Ritenzione di vitamine, composti aromatici

67
Effetti macroscopici dell’impiego delle HHP
sugli alimenti Inattivazione e morte microrganismi Modificazione strutturale e funzionale di biopolimeri proteine enzimi polisaccaridi

68
Effetto intensità’ HHP

69
Effetti ottenibili con un trattamento termico e con le alte pressioni
Fenomeno Temperatura Pressione MPa °C tempo (min) - Denaturazione proteica si si > >10 - Coagulazione si si > >10 - Gelificazione amido si si > - Inattivazione enzimatica si si > >10 -Inattivazione microbica si si > -Morte di insetti e parassiti si si > -Reazioni chimiche* si nessuna * reazioni di Maillard, formazione aromi estranei, e distruzione vitamine
 - Denaturazione proteica si si > >10. - Coagulazione si si > >10. - Gelificazione amido si si > Inattivazione enzimatica si si > >10. -Inattivazione microbica si si > Morte di insetti e parassiti si si > Reazioni chimiche* si nessuna - * reazioni di Maillard, formazione aromi estranei, e distruzione vitamine.")
70
MICRORGANISMI Le HHP causano sui microrganismi
modificazioni morfologiche (compressione gas vacuolari, deformazione/allungamento) alterazione metabolismo e reazioni biochimiche cambiamenti a livello della membrana cellulare (alterazione permeabilità) La causa della morte dei microrganismi sottoposti alle HP è la permeabilizzazione delle membrane cellulari che influenzano gli scambi salini e respiratori dovuta probabilmente alla cristallizzazione dei fosfolipidi di membrana
 alterazione metabolismo e reazioni biochimiche. cambiamenti a livello della membrana cellulare (alterazione permeabilità) La causa della morte dei microrganismi sottoposti alle HP è la permeabilizzazione delle membrane cellulari che influenzano gli scambi salini e respiratori dovuta probabilmente alla cristallizzazione dei fosfolipidi di membrana.")
71
La resistenza dei microrganismi alle HHP dipende da:
tipo microrganismo stadio di sviluppo condizioni di processo (tempo, P, T) natura del substrato (pH, aw, presenza di sostanze protettive o inibenti) Tipo di microrganismo : (baroresistenza): muffe e lieviti < Gram - <Gram + virus: molto resistenti alle HHP spore: elevata baroresistenza In particolare: inattiva microrganismi patogeni non sporigeni (Salmonella, L. monocytogenes, St. aureus, etc)
 natura del substrato (pH, aw, presenza di sostanze protettive o inibenti) Tipo di microrganismo : (baroresistenza): muffe e lieviti < Gram - <Gram + virus: molto resistenti alle HHP. spore: elevata baroresistenza. In particolare: inattiva microrganismi patogeni non sporigeni (Salmonella, L. monocytogenes, St. aureus, etc)")
72
effetto sinergico sulla distruzione microbica
Temperatura effetto sinergico sulla distruzione microbica P (kbar) Effetto generalizzato della inattivazione mediante HHP di spore (tratta da Gould, 1995)
 Effetto generalizzato della inattivazione mediante HHP di spore (tratta da Gould, 1995)")
73
Applicazioni Pastorizzazione HHP: è possibile ridurre la carica microbica di una matrice alimentare mediante l’applicazione di blande HHP (<600 Mpa) Necessità refrigerazione durante la successiva conservazione Sterilizzazione HHP: necessita di estreme condizioni di processo (P> 1000 Mpa, tempi lunghi) Possibile mediante la combinazione P/T (T= 50-60°C; P= Mpa)
 Possibile mediante la combinazione P/T (T= 50-60°C; P= Mpa)")
74
Pesce: Riduzione carica batterica totale (1-2 cicli log) in calamari (450MPa/15 min, 25 °C) Distruzione batteri (Vibrio paraemoliticus, colerae, mimicus) in uova di riccio di mare (500MPa/10 min, 25 °C) Ostriche: aumento shelf-life: 41 gg a 2°C (400 MPa, 5’) Gamberetti: aumento shelf-life
 in uova di riccio di mare (500MPa/10 min, 25 °C) Ostriche: aumento shelf-life: 41 gg a 2°C (400 MPa, 5’) Gamberetti: aumento shelf-life.")
75
IMPIANTI AD ALTA PRESSIONE
Sono costituiti da: una camera di trattamento a tenuta di pressione costituita da un cilindro in acciaio o talvolta da più cilindri; il rapporto altezza-diametro interno del cilindro è di solito pari a 5 un sistema di generazione di pressione: fondato sul principio del torchio idraulico (differenza di sezione dei cilindri tra la pompa e la camera di pressurizzazione). E’ definito “intensificatore” F2 = F1· S1/S2
. E’ definito intensificatore F2 = F1· S1/S2.")
76
un fluido di trasmissione della pressione (acqua o miscele acqua olio, poco comprimibili)
un sistema di riscaldamento autonomo o che riscalda il fluido di trasmissione

77
DECOMPRESSIONE E SCARICO
IL PROCESSO CONFEZIONAMENTO Materiale flessibile che trasmette la P CARICAMENTO E CHIUSURA CAMERA liquido di trasmissione P AUMENTO PRESSIONE MANTENIMENTO PRESSIONE DECOMPRESSIONE E SCARICO ASCIUGATURA

78
Processo discontinuo (su prodotto confezionato)
")
79
Processo semi-continuo (il prodotto HHP-trattato deve confluire ad un sistema di confezionamento asettico) Arrangemento a stadi multipli del impianto giapponese Wakayama (Moreau, 1995)
")
80
Pressure vessel design (Avure)
WW Frame WW Cylinder Closures 2x Press plates 2x Cylinder & frame support Closure manipulator 2x Water collection tanks High pressure system All stainless design

81
Applicazioni HHP agli alimenti: possibilità e realtà
Stabilizzazione microbica di prodotti alimentari acidi Stabilizzazione microbica di alimenti termosenssibili Sanitizzazione di prodotti non acidi per ottenere un miglioramento della shelf-life Modificazione della funzionalità tecnologica di ingredienti Miglioramento della qualità sensoriale e nutrizionale di alimenti trasformati Ottenimento di prodotti alimentari innovativi

82
: larga applicabilità; : possibile applicazione

84
Alcuni prodotti trattaticon HHP in commercio
Palou et al.,1999

85
Applicazioni di HP su prodotti vegetali e cereali (www. nchyperbaric
Applicazioni di HP su prodotti vegetali e cereali (

86
Applicazioni di HP su succhi di frutta (www.nchyperbaric.com)

87
Vantaggi e limiti del trattamento ad HHP di alimenti confezionati
- applicazione a prodotti solidi e liquidi - minimi rischi di contaminazione post-processo - limitata necessità di ottimizzazione del processo - facilità pulizia Svataggi - Complessa manipolazione prodotto - Limitata flessibilità nella scelta del contenitore - Tempi lunghi di carico/scarico - Costi investimento ed ammortamento

88
Vantaggi e limiti del trattamento ad HHP di alimenti non confezionati
- Facile manipolazione alimenti - Elevata flessibilità scelta contenitore -Massima efficienza nell’utilizzo dell’impianto - Minimi tempi morti durante il processo (no tempo carico-scarico Svataggi - Solo per prodotti liquidi o semiliquidi - Necessità di connessione con impianto di confez. Asettico - Elevati costi investimento ed ammortamento

Presentazioni simili